A számítógépes guruk biztosan tudnak jobb módszert. Az ACAD rajzot csak azok tudják megnyitni akiknek van Acad- juk vagy ingyenes nézegetőjük . Ráadásul egy régebbi verziójú Acad sem tud megnyitni egy frissebb rajzot Egyszerű lenne az élet ha a fórum megengedné a pdf küldését mert azt tud generálni az Acad ( print pdf ) Egy módszer : acadból pdf> majd képmetszővel jpg
Így Jani is meg tudná nézni a kapcsolási rajzodat ...
Előzmény: Arany János, 2024-10-28 17:26:04 [52215]
KoLa | 7598
2024-10-28 17:42:35
[52217]
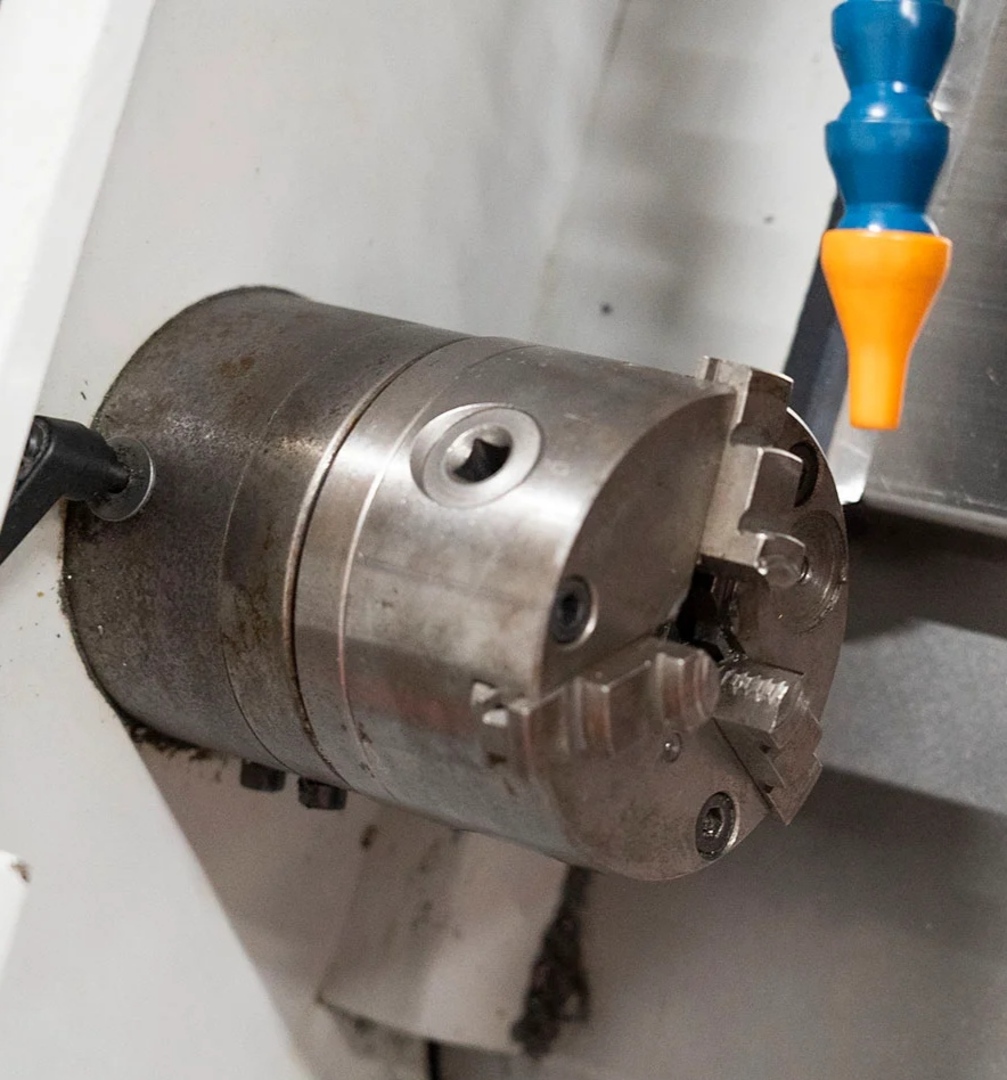
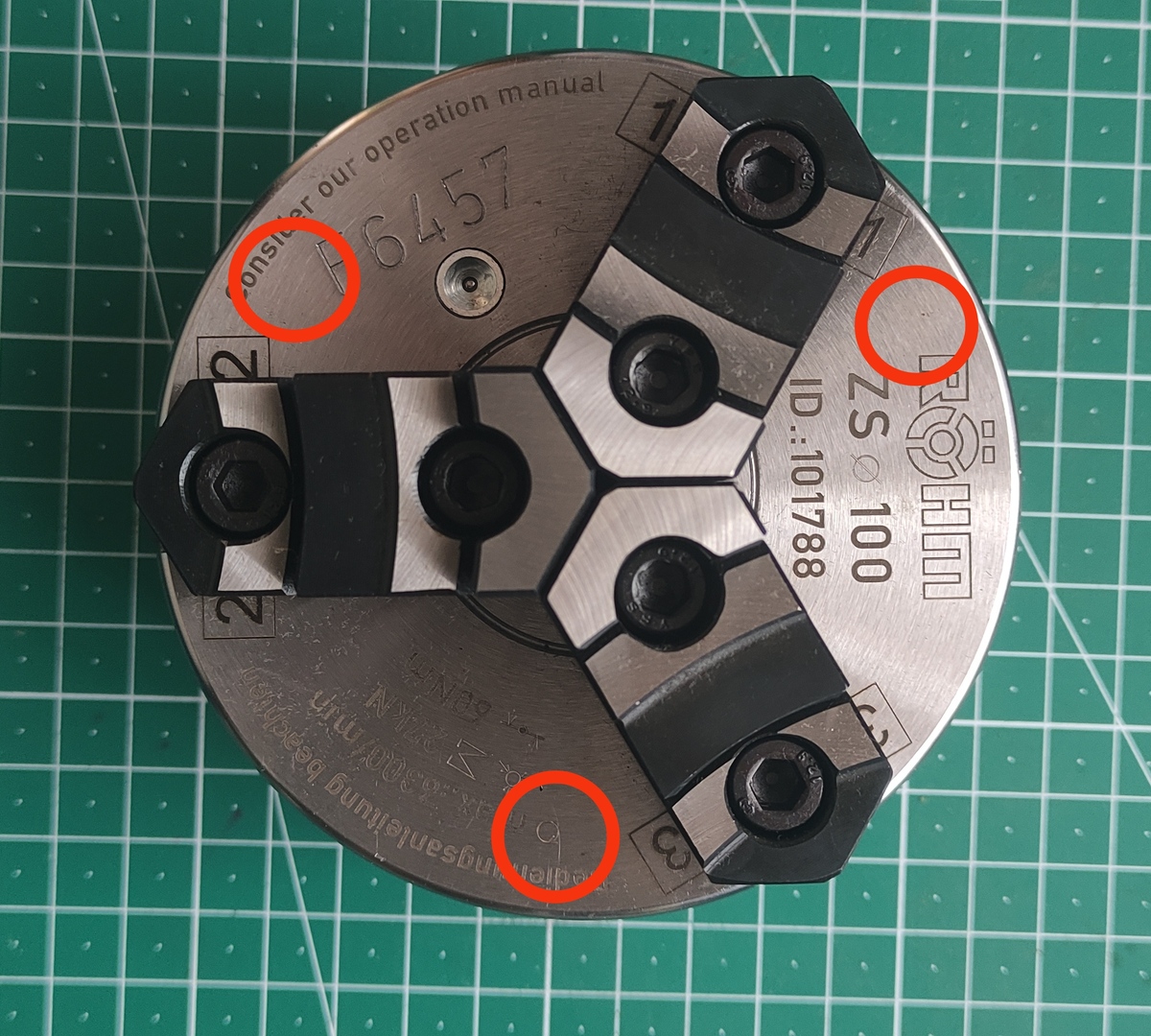
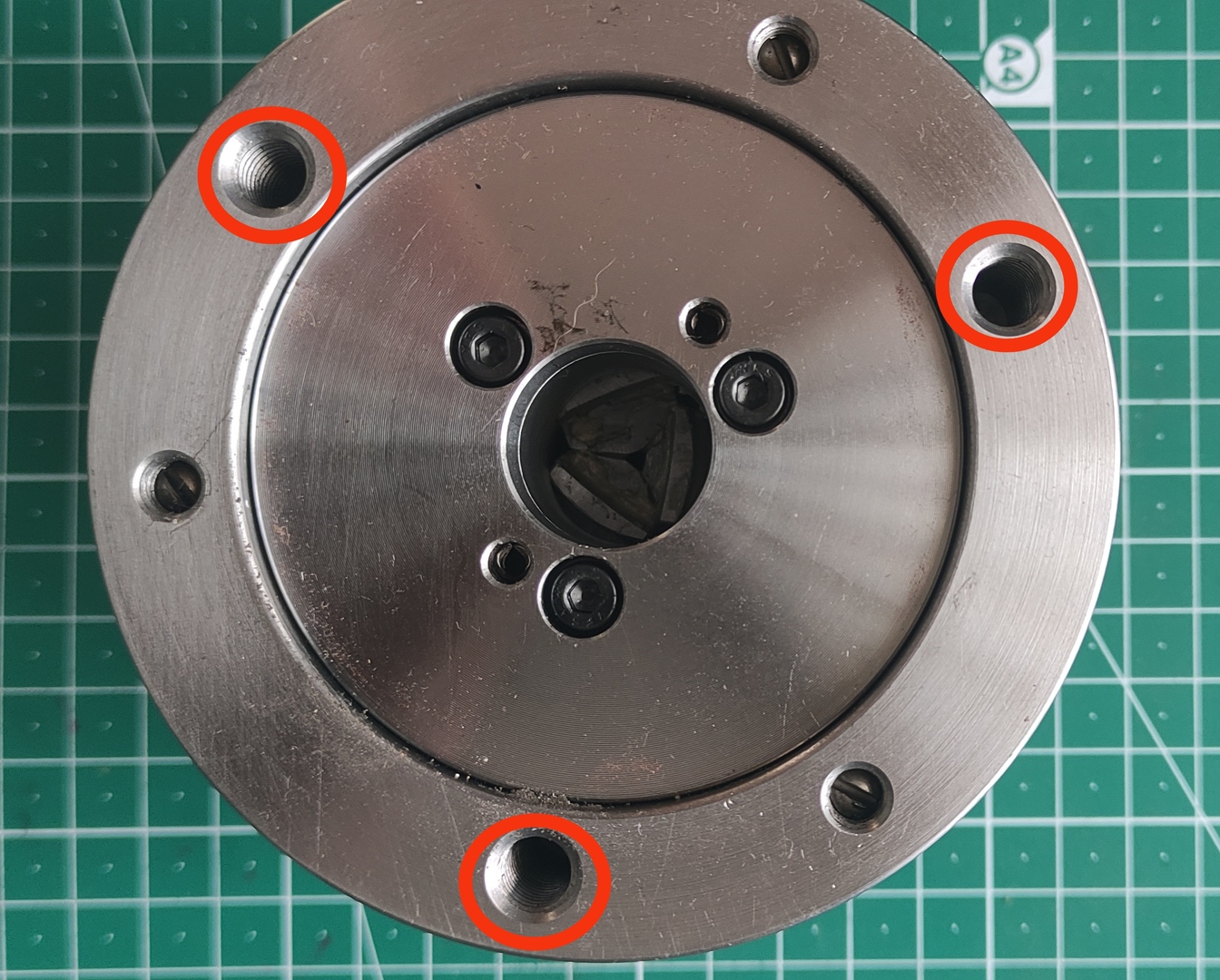
Aha! értem. Nagy főorsóra kis tokmány! Csináld meg bátran! 3db M8-as tonnákat bír, a 100-as tokmányba biztos nem akarsz majd nagy dolgokat esztergálni! Nekem is van egy ilyen 100-as tokmányom az EUCNC-re, de ott egy hosszúkúpos illesztés van, átfúrtam úgy ahogy Te is akarod majd megoldani... Na! találtam egy régi videót a varrógép kúpfogaskerék vésésről, itt, ez a 100-as tokmány van felszerelve, úgy látom hogy nekem a pofák mellett jobbról-balról van egy-egy M6-os bkny, régen volt azóta sem használtam, a polcot ékesíti follpack-ba tekerve. Itt!
Valami más formátum ? Nem tudom megnyitni , pedig érdekelne . Az eredeti kapcsolást néztem ,az jónak látszott . Egy költői kérdésem lenne ha nem haragszol meg . Az eredeti kapcsoláson lévő rajzjeleket ismered, tudod értelmezni ? A legtöbb villanyszerelőnek az én időmben kínai volt , úgyhogy nem gáz az sem ha nem ismered a jeleket .
Előzmény: Arany János, 2024-10-28 17:26:04 [52215]
Arany János | 1422
2024-10-28 17:26:04
[52215]
Nos megszületett az újabb próbálkozás! Szerintetek jó lehet így? Még nem valósítottam meg, előtte érdekelne a véleményetek!!!
Előzmény: Arany János, 2024-10-27 07:03:43 [52207]
svejk | 33157
2024-10-28 16:18:40
[52214]
Relatív hosszúak és kis átmérőjűek ebben az esetben a felfogócsavarok, ezért nem túl szerencsés. Persze hobbiban minden megengedett ami nem tilos,
Most hívott a haver hogy felújíttatott gépkocsi első féltengely csuklókat , tudom e mit csinálnak vele . Hát nem tudom . Ha esetleg valaki már látott videót hasonlóról,és úgy érzi megosztaná ,nekünk érdekes lenne .
Vetesi75 | 1724
2024-10-27 23:20:47
[52212]
125-ös mérettől létezik gyári kivitelű, front rögzítésű. Feltételezem, hogy nem véletlenül hanyagolják ebben a mérettartományban a gyártását.
Valószínűleg nem esztergagépre akarod felszerelni mert ott a tokmánytárcsában és kívül is van elég hely a felcsavarozáshoz. Ha valami sík lapra akarod lefogatni akkor csak kezd el fúrni az eredmény ugyan az lesz.
Hogy mi volt a probléma? Hát ÉN!!! Nem sikerült a reléket működtetnem! Az első hibám az volt, hogy Finder 40.52 helyett RJ08-cal kompatibilis reléket használtam, mert csábítóan olcsón sikerült beszereznem. Hibásan azonosítottam a lábakat! Másik próbálkozásom alkalmával végre sikerült csattogásra bírni őket,egy olyan átkötéssel, ami csak egy hirtelen ötlet volt, nem szerepelt a vázlaton amit előre megcsináltam. Nagy boldogságomban nekiálltam újrarajzolni és egyszerűsíteni, de az lett a vége, hogy teljesen belezavarodtam és nem találok vissza! Ma hajnalban újabb "biztijólesz" megoldásom született, de mielőtt megvalósítom felteszem ide is "társadalmi egyeztetésre", mert fogytán vannak a vezetékeim amiket vásároltam és holnapig nem lesz "bót" ahol vehetek!
Előzmény: Arany János, 2024-10-26 13:53:29 [52205]
Arany János | 1422
2024-10-26 13:53:29
[52205]
Sziasztok! Megint csak bosszantanálak benneteket egy kicsit! A multkoriban Józsi készített nekem egy kapcsolási rajzot. (mégegyszer köszönet érte!)'Segítség, béna vagyok!!!' téma, 52087. hozzászólás Megpróbáltam magam megcsinálni a vezetékezés részét. Gondolom nem meglepetés, ha azt mondom, hogy elbénáztam! Néhányszor!!! Mert ha tudásom nincs is, kitartásom az van! De ezzel sem boldogulok! Feltöltöttem a dobozt+alkatrészeket, amiket a gyakorlatban használnék. Igy szeretném megoldani Ehez kérnék segítséget!
Timár László | 250
2024-10-25 09:30:37
[52204]
A Kupa vendéglőbe mentünk. Előtte egy Harley volt elborulva, az oldaltámasz lenézett a murvaszőnyeg aljára. Hárman állítottuk fel. A motoros egyedül volt.
Kicsit pontosítanék ha megengeded , egy telitalpas , légpárnás szegnyereggel ellátott gépnek. Ha van rajta egy jó automata olajzó, legalább azt már nem kell olajozni.
Azért, ha az 1m/0,02 yízmértékkel beszinteznek egy gépet (azt mi a franchoz csinálták, mikor a geometriája meg úgy áll, mint egy szénakazal?) és billeg, mert az egyik lába a levegőben maradt, az ráírható lenne egy tálca sörre, de sajnos az elkövetők szín józanok voltak...
Előzmény: Timár László, 2024-10-24 20:12:55 [52198]
VighLajos | 2358
2024-10-24 21:17:20
[52200]
Motoros találkozókon a beérkező motoros azonnal kért egy doboz sört. Beöntötte a fejébe, eltaposta a dobozt, és berakta az oldaltámasz (stand) alá, majd leszállt a motorról.
Előzmény: Timár László, 2024-10-24 16:21:28 [52195]
sarktibsi | 737
2024-10-24 20:24:36
[52199]
Az oroszok pont ezért alkották meg 16K20-ast , mindenhol sík felületek , lehet pakolni rájuk. Az IK62-ből tanultak , na de van más fontos különbség is.
Előzmény: Timár László, 2024-10-24 20:12:55 [52198]
Timár László | 250
2024-10-24 20:12:55
[52198]
Látom te is szakmabeli vagy, gépbeállításkoz kell a tálca sör. Már csak a vízszint miatt. Valaki, vagy valami csak beáll. Ha másra nem sörszintre.
Esetleg kúpos szorító 24.101.012 A legközelebb álló metrikus méretet át lehet esztergálni (én már csináltam olyat) Általában Powerbelt-től szoktam rendelni. Ha az egyébként megfelel.
Hát akkor már több doboz sört is kell venni , 500 ml-es , 1000 ml-es , vas doboz , alu doboz , valamelyik csak jó lesz. Ha nem oda , máshova jó lehet.
Előzmény: Timár László, 2024-10-24 16:21:28 [52195]
Timár László | 250
2024-10-24 16:21:28
[52195]
Ez egy igen drága mulatság. Venni kell egy dobozos sört, a tartalmát eladni, vagy elfogyasztani, és a dobozból vágni egy csík lemezt. Nagyon nem mindegy milyen sör van benne!
Előzmény: ANTAL GÁBOR, 2024-10-23 17:53:59 [52186]
Aknai Gábor | 3191
2024-10-24 11:21:05
[52194]
Szia Gábor,
szuper, örülök, hogy találtál. Tényleg nagyon kedves a Hölgy, csak ajánlani tudom.
Előzmény: ANTAL GÁBOR, 2024-10-24 10:23:45 [52193]
ANTAL GÁBOR | 4685
2024-10-24 10:23:45
[52193]
A Bervinánál van szorító .(9.87 euró ) Nagyon kedvesek voltak Aki nem ismeri őket annak érdekes lehet a cég . Kuplunggal is foglalkoznak
Szerintetek a 13-as képes megszorítani 12.7-es tengelyt? Valamilyen mértékben biztosan , de azért én nem kísérletezgetnék vele , bármikor megfordulhat aztán kész a baj , rengeteg kárt bosszúságot is okozhat a későbbiekben. Inkább akkor már beperselyeznék egy nagyobbat. Hasított perselyeket én is használok. PL: ha nincs megfelelő patronom.
Előzmény: ANTAL GÁBOR, 2024-10-23 17:53:59 [52186]
ANTAL GÁBOR | 4685
2024-10-23 19:20:24
[52191]
köszönöm mindenkinek . ez a Bervina nagyon tetszik . Holnap felhívom őket . Holnap megnézek egy KLCC 12 est hogy marad e fala ha felfúrnám 12.7 re
Aknai Gábor | 3191
2024-10-23 19:13:04
[52190]
Szia Gábor,
hívd föl a fóti Bervina-t hátha van nekik 12,7mm-es készleten. Én is vettem már tőlük párat léptetőkhöz, nagyon jól működik és könnyebb szerelni, mint a KLCC-t.
üdv, gaben
Előzmény: ANTAL GÁBOR, 2024-10-23 18:03:18 [52187]
remrendes | 4256
2024-10-23 19:01:05
[52189]
Esetleg a Trantorque sorozat?
Előzmény: ANTAL GÁBOR, 2024-10-23 17:53:59 [52186]
TBS-TEAM | 3006
2024-10-23 18:12:38
[52188]
Mi egy pár szervótengelyen már használtuk vagy 3 éve Hézagoló lemez és azóta is megfelelően működnek.
Előzmény: ANTAL GÁBOR, 2024-10-23 17:53:59 [52186]
ANTAL GÁBOR | 4685
2024-10-23 18:03:18
[52187]
most nézem a Powerbelt katalógust . Csak elvileg létezik a 13 as de se a gyártóknál sem itthon sem Romániában nincs készleten .
Előzmény: ANTAL GÁBOR, 2024-10-23 17:53:59 [52186]
ANTAL GÁBOR | 4685
2024-10-23 17:53:59
[52186]
Egy 12.7 mm es tengelyméretű amerikai szervómotorra szeretnék egy fogazott szíjtárcsát feltenni. A metrikus rendszerű tengelyeknél előszeretettel használom a KLCC szorítót. Szerintetek a 13 as képes megszorítani a 12.7 es tengelyt? A collos rendszerű szorítók horror drágák . Átesztergálni nem akarom a tengelyt .Elvileg egy vékony falú hüvelyt is ráragaszthatnék és egy nagyobb metrikus szorítót alkalmazhatnék de a legegyszerűbb lenne a túlfeszített KLCC 13 as.
'************************************************************************************************************* '*************************** Z Axis Touch Plate Script For Mach3 R3.043 ******************************** '******FONT***************** For Both INCH And MM Units | Rev22 July/2022 ******************************** '*********Courier*********** CHARLIE SARSFIELD ******************************** '*************************** www.YouTube.com/sunny5rising ******************************** '*************************** sunny5rise@gmail.com ******************************** '************************************************************************************************************* '******************** TEST SCRIPT CAUTIOUSLY ****** USE SCRIPT AT YOUR OWN RISK *********************** '************************************************************************************************************* '************************************************************************************************************* '******************** To Support My Work: http://PayPal.Me/CharlieCNC *********************** '*************************************************************************************************************
'----- USER VARIABLES FOR DISTANCES, FEED RATES, TOUCH PLATES, OPTIONS --------------------------------------- If GetParam("Units") = 0 Then '* METRIC VALUES * VarUnits = " MM" VarMaxDistance = -25.4 'MAX Z TRAVEL * ALWAYS MAKE NEGATIVE VarFeedRate = 127 'MM/MIN DOWN FEEDRATE VarStandOff = 1.27 'STANDOFF DISTANCE ABOVE PROBE CONTACT VarTouchPlate = 20.066 'PRIMARY/DEFAULT TOUCH PLATE THICKNESS VarSecondPlate = 0.038 'SECONDARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG VarThirdPlate = 0 'TERTIARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG Else '* SAE VALUES * VarUnits = " INCH" VarMaxDistance = -1.0 'MAX Z TRAVEL * ALWAYS MAKE NEGATIVE VarFeedRate = 5 'INCH/MIN DOWN FEEDRATE VarStandOff = 0.05 'STANDOFF DISTANCE ABOVE PROBE CONTACT VarTouchPlate = 0.79 'PRIMARY/DEFAULT TOUCH PLATE THICKNESS VarSecondPlate = 0.0015 'SECONDARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG VarThirdPlate = 0 'TERTIARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG End If
'----- GET INITIAL ENVIRONMENT SETTINGS FOR LATER REINSTATEMENT ---------------------------------------------- VarInitialLinearMode = GetOemDRO(819) 'LINEAR MODE G00/G01 VarInitialDistMode = GetOemLED(48) 'DISTANCE MODE G90/G91 VarInitialFeedRate = GetOemDRO(818) 'FEEDRATE VarInitialInhibit = GetParam("ZInhibitOn") 'Z INHIBIT STATUS OFF/ON VarInitialZScale = GetParam("ZScale") 'Z SCALE VALUE VarInitialFRO = GetOemDRO(821) 'FEEDRATE OVERRIDE PERCENTAGE Message "" 'CLEAR STATUS LINE TEXT
'----- CHECK DIGITIZE STATE; 0=CLEAR 1=ACTIVE ---------------------------------------------------------------- If GetOemLED (825) <> 0 Then RET = MachMsg("Digitize Status Not Clear. Check Probe/Connections And Try Again!","*** ERROR! ***",0) End 'END SCRIPT End If
'----- CHECK IF USER WANTS TO RUN PLATE CHOICE DIALOG -------------------------------------------------------- If VarRunTheChoice = 1 Then RunTheThing 'RUN SUBROUTINE
'----- ACTIVATE TIME DELAY IF USED --------------------------------------------------------------------------- If VarDelayInSec <> 0 Then Do Until VarDelayInSec = 0 'LOOP UNTIL SECONDS = ZERO Message VarDelayInSec 'DISPLAY SECONDS VALUE IN STATUS LINE If VarDelayInSec < VarSecOfAudio + 1 Then Select Case VarBeepOrSpeak Case 1 'OPTION BEEP Beep Case 2 'OPTION SPEAK Speak(VarDelayInSec) End Select End If Sleep 1000 'PAUSE 1 SEC. VarDelayInSec = VarDelayInSec - 1 'REDUCE SECONDS BY 1 AFTER EACH LOOP Loop End If
'----- PREPARE FOR MOVE ----- MOVE PROBE DOWN TOWARD CONTACT ------------------------------------------------- SetParam("ZInhibitOn",0) 'TURN Z INHIBIT OFF SetParam("ZScale",1.0) 'SET Z SCALE TO 1.0 DoOemButton(1014) 'CANCEL FEED OVERRIDE SetOemDRO(802,0) 'ZERO Z AXIS DRO Sleep 200 'DELAY TO ALLOW DRO TO CHANGE Message "Auto Tool Zero Running..."
Code "G91 G31 Z#100 F#101" '*MOVE DOWN @ FEEDRATE While IsMoving() 'WAIT UNTIL MOVE IS COMPLETE BEFORE PROCEEDING SLEEP 100 Wend Sleep 200
'----- GET Z CONTACT POSITION AND TEST FOR MAX TRAVEL ------ MOVE TO STANDOFF ------ UPDATE Z AXIS DRO ------- Code "#102=" &VarStandOff
If GetOemDRO(802) <= VarMaxDistance + .001 Then RET = MachMsg("Maximum Travel Reached. Reposition Z Axis Closer To Touch Plate And Try Again!","*** OOPS! ***",0) Message "" RETURNSTATE 'CALL REINSTATE SUBROUTINE End 'END SCRIPT Else SetOemDRO(802,0) 'ZERO Z AXIS DRO Sleep 200 Code "G91 G1 Z#102 F[#101*2]" '*MOVE TO STANDOFF DISTANCE AT TWICE FEEDRATE While IsMoving () Wend SetOemDRO(802, VarStandOff + VarTouchPlate) 'SET Z DRO (STANDOFF + PLATE THICKNESS) Sleep 200 Select Case VarCompleteAudio Case 1 'OPTION BEEP Beep Case 2 'OPTION SPEAK Speak("Tool Zero Complete.") Case 3 'OPTION WAV_AUDIO_FILE PlayWave(VarWavAudioFile) End Select Message "Auto Tool Zero Complete! ***Remove Touch Plate***" End If RETURNSTATE 'CALL REINSTATE SUBROUTINE End 'END SCRIPT
'----- SUBROUTINE TO RETURN INITIAL SETTINGS ----------------------------------------------------------------- Sub RETURNSTATE 'REINSTATE INITIAL FEEDRATE Code "F" &VarInitialFeedRate
'REINSTATE DISTANCE MODE 0=G91 -1=G90 If VarInitialDistMode = 0 Then Code "G91" Else Code "G90"
'REINSTATE LINEAR MODE 0=G00 1=G01 If VarInitialLinearMode = 0 Then Code "G00" Else Code "G01"
'REINSTATE Z INHIBIT STATUS 0=OFF 1=ON If VarInitialInhibit = 1 Then SetParam("ZInhibitOn",1)
'SET Z SCALE TO INITIAL VALUE If VarInitialZScale <> 1.0 Then SetParam("ZScale",VarInitialZScale)
'SET FEEDRATE OVERRIDE TO INITIAL VALUE If VarInitialFRO <> 100 Then SetOemDRO(821,VarInitialFRO) End Sub
'----- DIALOG SUBROUTINE FOR TOUCH PLATE CHOICE AND TIME DELAY ----------------------------------------------- Sub RunTheThing Dim PlateList$ (2) 'DECLARE 3 ITEM ARRAY FOR PLATE SIZE LIST If GetParam("Units") = 0 Then 'MM FORMATTING FOR LISTBOX PlateList (0) = Format(VarTouchPlate,"00.000") 'FILL ARRAY 1 PlateList (1) = Format(VarSecondPlate,"00.000") 'FILL ARRAY 2 PlateList (2) = Format(VarThirdPlate,"00.000") 'FILL ARRAY 3 Else 'INCH FORMATTING FOR LISTBOX PlateList (0) = Format(VarTouchPlate,"0.0000") 'FILL ARRAY 1 PlateList (1) = Format(VarSecondPlate,"0.0000") 'FILL ARRAY 2 PlateList (2) = Format(VarThirdPlate,"0.0000") 'FILL ARRAY 3 End If
Dim UnitList$ (0) 'DECLARE 1 ITEM ARRAY FOR UNIT LISTBOX UnitList (0) = VarUnits 'FILL ARRAY 1
'SETUP DIALOG CONTROLS Begin Dialog PlateChoice 110,68,"Touch Plate" ListBox 15,20,35,30, PlateList$(),.Lstbox2 ListBox 64,20,25,10, UnitList$(),.Listbox1 GroupBox 8,8,95,45,"Choose Plate Thickness",.GroupBox1 OKButton 57,34,37,12 Text 13,55,100,15, "Delay" TextBox 37,55,30,10, .SecText Text 70,55,30,15, "Seconds" End Dialog
Dim Dlg1 As PlateChoice Dlg1.SecText = VarDelayInSec 'FILL SECONDS TEXTBOX WITH DEFAULT VALUE
Button = Dialog (Dlg1) 'SHOW DIALOG AND WAIT FOR BUTTON REPLY
If Button = 0 Then 'IF CLOSE BUTTON Message "Auto Tool Zero CANCELED" End 'END SCRIPT End If
'CHECK THAT SECONDS WAS ENTERED NUMERIC If IsNumeric(Dlg1.SecText) = True Then VarDelayInSec = Int(Dlg1.SecText) Else RET = MachMsg("***** SECONDS MUST BE ENTERED IN NUMERIC FORMAT! *****", _ " Substance Abuse Is Not Recommended ",0) RunTheThing 'RESTART SUB End If
'SET PLATE VARIABLE BASED ON PLATE CHOICE PlateNum = Dlg1.Lstbox2 Select Case PlateNum Case 0 'PRIMARY PLATE 'WILL USE PRIMARY/DEFAULT THICKNESS Case 1 'SECONDARY PLATE VarTouchPlate = VarSecondPlate Case 2 'TERTIARY PLATE VarTouchPlate = VarThirdPlate End Select End Sub '************************************************************************************************************* '*************************************************************************************************************
'************************************************************************************************************* '*************************** Z Axis Touch Plate Script For Mach3 R3.043 ******************************** '******FONT***************** For Both INCH And MM Units | Rev22 July/2022 ******************************** '*********Courier*********** CHARLIE SARSFIELD ******************************** '*************************** www.YouTube.com/sunny5rising ******************************** '*************************** sunny5rise@gmail.com ******************************** '************************************************************************************************************* '******************** TEST SCRIPT CAUTIOUSLY ****** USE SCRIPT AT YOUR OWN RISK *********************** '************************************************************************************************************* '************************************************************************************************************* '******************** To Support My Work: http://PayPal.Me/CharlieCNC *********************** '*************************************************************************************************************
'----- USER VARIABLES FOR DISTANCES, FEED RATES, TOUCH PLATES, OPTIONS --------------------------------------- If GetParam("Units") = 0 Then '* METRIC VALUES * VarUnits = " MM" VarMaxDistance = -25.4 'MAX Z TRAVEL * ALWAYS MAKE NEGATIVE VarFeedRate = 127 'MM/MIN DOWN FEEDRATE VarStandOff = 1.27 'STANDOFF DISTANCE ABOVE PROBE CONTACT VarTouchPlate = 20.066 'PRIMARY/DEFAULT TOUCH PLATE THICKNESS VarSecondPlate = 0.038 'SECONDARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG VarThirdPlate = 0 'TERTIARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG Else '* SAE VALUES * VarUnits = " INCH" VarMaxDistance = -1.0 'MAX Z TRAVEL * ALWAYS MAKE NEGATIVE VarFeedRate = 5 'INCH/MIN DOWN FEEDRATE VarStandOff = 0.05 'STANDOFF DISTANCE ABOVE PROBE CONTACT VarTouchPlate = 0.79 'PRIMARY/DEFAULT TOUCH PLATE THICKNESS VarSecondPlate = 0.0015 'SECONDARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG VarThirdPlate = 0 'TERTIARY TOUCH PLATE THICKNESS * OPTION FOR CHOICE DIALOG End If
'----- GET INITIAL ENVIRONMENT SETTINGS FOR LATER REINSTATEMENT ---------------------------------------------- VarInitialLinearMode = GetOemDRO(819) 'LINEAR MODE G00/G01 VarInitialDistMode = GetOemLED(48) 'DISTANCE MODE G90/G91 VarInitialFeedRate = GetOemDRO(818) 'FEEDRATE VarInitialInhibit = GetParam("ZInhibitOn") 'Z INHIBIT STATUS OFF/ON VarInitialZScale = GetParam("ZScale") 'Z SCALE VALUE VarInitialFRO = GetOemDRO(821) 'FEEDRATE OVERRIDE PERCENTAGE Message "" 'CLEAR STATUS LINE TEXT
'----- CHECK DIGITIZE STATE; 0=CLEAR 1=ACTIVE ---------------------------------------------------------------- If GetOemLED (825) <> 0 Then RET = MachMsg("Digitize Status Not Clear. Check Probe/Connections And Try Again!","*** ERROR! ***",0) End 'END SCRIPT End If
'----- CHECK IF USER WANTS TO RUN PLATE CHOICE DIALOG -------------------------------------------------------- If VarRunTheChoice = 1 Then RunTheThing 'RUN SUBROUTINE
'----- ACTIVATE TIME DELAY IF USED --------------------------------------------------------------------------- If VarDelayInSec <> 0 Then Do Until VarDelayInSec = 0 'LOOP UNTIL SECONDS = ZERO Message VarDelayInSec 'DISPLAY SECONDS VALUE IN STATUS LINE If VarDelayInSec < VarSecOfAudio + 1 Then Select Case VarBeepOrSpeak Case 1 'OPTION BEEP Beep Case 2 'OPTION SPEAK Speak(VarDelayInSec) End Select End If Sleep 1000 'PAUSE 1 SEC. VarDelayInSec = VarDelayInSec - 1 'REDUCE SECONDS BY 1 AFTER EACH LOOP Loop End If
'----- PREPARE FOR MOVE ----- MOVE PROBE DOWN TOWARD CONTACT ------------------------------------------------- SetParam("ZInhibitOn",0) 'TURN Z INHIBIT OFF SetParam("ZScale",1.0) 'SET Z SCALE TO 1.0 DoOemButton(1014) 'CANCEL FEED OVERRIDE SetOemDRO(802,0) 'ZERO Z AXIS DRO Sleep 200 'DELAY TO ALLOW DRO TO CHANGE Message "Auto Tool Zero Running..."
Code "G91 G31 Z#100 F#101" '*MOVE DOWN @ FEEDRATE While IsMoving() 'WAIT UNTIL MOVE IS COMPLETE BEFORE PROCEEDING SLEEP 100 Wend Sleep 200
'----- GET Z CONTACT POSITION AND TEST FOR MAX TRAVEL ------ MOVE TO STANDOFF ------ UPDATE Z AXIS DRO ------- Code "#102=" &VarStandOff
If GetOemDRO(802) <= VarMaxDistance + .001 Then RET = MachMsg("Maximum Travel Reached. Reposition Z Axis Closer To Touch Plate And Try Again!","*** OOPS! ***",0) Message "" RETURNSTATE 'CALL REINSTATE SUBROUTINE End 'END SCRIPT Else SetOemDRO(802,0) 'ZERO Z AXIS DRO Sleep 200 Code "G91 G1 Z#102 F[#101*2]" '*MOVE TO STANDOFF DISTANCE AT TWICE FEEDRATE While IsMoving () Wend SetOemDRO(802, VarStandOff + VarTouchPlate) 'SET Z DRO (STANDOFF + PLATE THICKNESS) Sleep 200 Select Case VarCompleteAudio Case 1 'OPTION BEEP Beep Case 2 'OPTION SPEAK Speak("Tool Zero Complete.") Case 3 'OPTION WAV_AUDIO_FILE PlayWave(VarWavAudioFile) End Select Message "Auto Tool Zero Complete! ***Remove Touch Plate***" End If RETURNSTATE 'CALL REINSTATE SUBROUTINE End 'END SCRIPT
'----- SUBROUTINE TO RETURN INITIAL SETTINGS ----------------------------------------------------------------- Sub RETURNSTATE 'REINSTATE INITIAL FEEDRATE Code "F" &VarInitialFeedRate
'REINSTATE DISTANCE MODE 0=G91 -1=G90 If VarInitialDistMode = 0 Then Code "G91" Else Code "G90"
'REINSTATE LINEAR MODE 0=G00 1=G01 If VarInitialLinearMode = 0 Then Code "G00" Else Code "G01"
'REINSTATE Z INHIBIT STATUS 0=OFF 1=ON If VarInitialInhibit = 1 Then SetParam("ZInhibitOn",1)
'SET Z SCALE TO INITIAL VALUE If VarInitialZScale <> 1.0 Then SetParam("ZScale",VarInitialZScale)
'SET FEEDRATE OVERRIDE TO INITIAL VALUE If VarInitialFRO <> 100 Then SetOemDRO(821,VarInitialFRO) End Sub
'----- DIALOG SUBROUTINE FOR TOUCH PLATE CHOICE AND TIME DELAY ----------------------------------------------- Sub RunTheThing Dim PlateList$ (2) 'DECLARE 3 ITEM ARRAY FOR PLATE SIZE LIST If GetParam("Units") = 0 Then 'MM FORMATTING FOR LISTBOX PlateList (0) = Format(VarTouchPlate,"00.000") 'FILL ARRAY 1 PlateList (1) = Format(VarSecondPlate,"00.000") 'FILL ARRAY 2 PlateList (2) = Format(VarThirdPlate,"00.000") 'FILL ARRAY 3 Else 'INCH FORMATTING FOR LISTBOX PlateList (0) = Format(VarTouchPlate,"0.0000") 'FILL ARRAY 1 PlateList (1) = Format(VarSecondPlate,"0.0000") 'FILL ARRAY 2 PlateList (2) = Format(VarThirdPlate,"0.0000") 'FILL ARRAY 3 End If
Dim UnitList$ (0) 'DECLARE 1 ITEM ARRAY FOR UNIT LISTBOX UnitList (0) = VarUnits 'FILL ARRAY 1
'SETUP DIALOG CONTROLS Begin Dialog PlateChoice 110,68,"Touch Plate" ListBox 15,20,35,30, PlateList$(),.Lstbox2 ListBox 64,20,25,10, UnitList$(),.Listbox1 GroupBox 8,8,95,45,"Choose Plate Thickness",.GroupBox1 OKButton 57,34,37,12 Text 13,55,100,15, "Delay" TextBox 37,55,30,10, .SecText Text 70,55,30,15, "Seconds" End Dialog
Dim Dlg1 As PlateChoice Dlg1.SecText = VarDelayInSec 'FILL SECONDS TEXTBOX WITH DEFAULT VALUE
Button = Dialog (Dlg1) 'SHOW DIALOG AND WAIT FOR BUTTON REPLY
If Button = 0 Then 'IF CLOSE BUTTON Message "Auto Tool Zero CANCELED" End 'END SCRIPT End If
'CHECK THAT SECONDS WAS ENTERED NUMERIC If IsNumeric(Dlg1.SecText) = True Then VarDelayInSec = Int(Dlg1.SecText) Else RET = MachMsg("***** SECONDS MUST BE ENTERED IN NUMERIC FORMAT! *****", _ " Substance Abuse Is Not Recommended ",0) RunTheThing 'RESTART SUB End If
'SET PLATE VARIABLE BASED ON PLATE CHOICE PlateNum = Dlg1.Lstbox2 Select Case PlateNum Case 0 'PRIMARY PLATE 'WILL USE PRIMARY/DEFAULT THICKNESS Case 1 'SECONDARY PLATE VarTouchPlate = VarSecondPlate Case 2 'TERTIARY PLATE VarTouchPlate = VarThirdPlate End Select End Sub '************************************************************************************************************* '*************************************************************************************************************
navra55 | 221
2024-10-20 21:04:02
[52179]
Szép jóestét mindenkinek! Kis segítséget szeretnék kérni. Mach3 szoftver vezéli a gépemet, ahol van ugye van egy ilyen funkció, hogy "auto tool zero". Régebben már használtam egy másik gépnél, de valahogy elkevertem azt scriptet amit fel kellet tölteni.Nem is volt mindíg fontos a használata hiszen lehet nullpontot felvenni máshogy is. Aztán találtam egy scriptet ma a neten , gondoltam egy próbát megér...Feltöltöttem, szépen működott, a scriptben kijavitottam a mérő magasság(vastagság) értékét, aztán új próba... és itt jött a furcsaság: nem a "Z" tengely mozdult hanem a 4.tengely, egy forgató kezdett fordulni...És azóta csak a 4.tengelyt mozdítja Vajon mit rontottam el? Mi lehet a hiba? Nagyon megköszönném, ha valaki tudna segíteni...
Alább beszúrom a scriptet... nem tudom hogy egy .txt fájl lehet-e egyszerűbben is mellékelni?
********************************************************************************************************** *******FONT************** CHARLIE SARSFIELD ******************************** ******Courier************ www.YouTube.com/sunny5rising ******************************** ************************* sunny5rise@gmail.com ******************************** ********************************************************************************************************** ***************** TEST SCRIPTS CAUTIOUSLY ****** USE SCRIPTS AT YOUR OWN RISK *********************** ********************************************************************************************************** ***************** To Support My Work: http://PayPal.Me/CharlieCNC *********************** **********************************************************************************************************
These scripts were written and tested on Mach3 Version R3.043.066. Some older versions of Mach3 may require editing of the scripts. I recommend downloading the latest released version of Mach3 if you have any problems with these scripts. ( https://www.machsupport.com/software/mach3/ )
These scripts have been tested on both Parallel Port and USB connected machines. If you have any issues, please contact me via the email address above.
*** Video about Z Auto Tool Zero: CNC/MACH3 - Tool Setting Touch Plate | Auto Tool Zero (Z Axis) | Includes INCH/MM Script ( https://youtu.be/tvV2Vmrxarc )
Z_TOUCH_REV22.zip (Link to zip file in video description)
*** Video about XY Edge/Center Finding: CNC/MACH3 | Automated Tool Setting | Edge/Center Finding (X/Y) | Includes INCH/MM Scripts ( https://youtu.be/MQ9XT30s-PU )
XY_TOUCH_SCRIPTS2.zip (Link to zip file in video description)
Before copying the below image files to the image folder (:\Mach3\Bitmaps\MillBitmaps), rename original image files if you wish to keep them (recommended)
Nem tudom a Németek mivel csinálják, de 15 év után is olvasható marad a felirat a vezetékeken. Van pár régebbi szekrény a látókörömben. 0,75 mm2 vezetékek is jól olvashatók
TBS-TEAM | 3006
2024-10-20 20:07:55
[52177]
Ha meg tudod oldani arduinoval a kábel csévélés stb.. akkor arduinoval lehetne a kábelre pl: EDDING FSE141F filcell számokat gravirozn(írni) ez lenne a legolcsóbb. A kábelre hosszában írnám a számokat rugós felfogatással rögzíteném a tollat.
Ezek az említett tinták tényleg bírják az ipati környezetet mint pl. emulzió, hidraulika olaj, különböző tisztítóspray-k, vagy csak az összeszerelésig tartanak ki? A spray-kel nem egyszer jártam úgy hogy véletlen fújás és már huss is a feliratoknak.
Anno az '50-es években gyártott berendezésekben mipolán csőre írtak kézzel valamilyen vegytintával, javarészt még ma is jól olvashatók.
A másik, hogy mondjuk egy 2 mm átmérőjű vezeték esetében gyanítom nagyon torzul a felirat ha csak síkban mozog a patron.
Nekem azok az utólagos feliratok tetszenek amiknél a vékony hordozóra keresztben vannak a feliratok 5-10 mm-enként és 2-3 rétegben van rátekerve a vezetékre. Ha megsérül a felirat csak le kell tekerni egy menetet és ott a másik hibátlan rész. Ha van hely persze mehet rá az átlátszó zsugor is.
Robsy1 | 356
2024-10-20 09:25:12
[52173]
Szia! Van HP45 tintasugaras jelöléshez kifejlesztett Robsy CNC vezérlőm. Erről és más Robsy CNC jelöléstechnika, vágás megoldásokról ezen a linken tájékozódhatsz. Csörrenj rám, ha érdekel ez a megoldás, szívesen segítek.
Olyanom van. Az a baj hogy minden egyes zsugorcső növeli az átmérőt, és így is alig férnek bele a kábelek a nagyobb csatlakozókba. Mindenképp a kábelt kell feliratoznom.
HP45Si patronokkal szerelik a legtöbb ipari nyomtatót nagysebességű nyomtatásra alkalmas. Akár 90m/p. ~1-12mm távolságból lehet nyomtatni. Magyarnyelvű menüvel Kinai olcsóbb változat. ~2-12,7mm száles nyomtatás (van 24 széles is). Persze vannak milliós nagyságrendűek is melyek már tartályosok és nem patronosok.