Hát ? Flexel gyorsabb és pontosabb ,de csak szerintem . A furogatásnál még a lángvágás is jobb . De hát az adott helyi lehetőségek döntenek ilyen dolgokban .
Ha van egy normális fúrógéped akkor nem akkora nagy szívás egy nyolcas körüli fúróval egy gyöngysort fúrni a vágás mentén, azután akár le is törheted a darabot. Annó az ilyen melókhoz volt saját készítésű dupla hegyű pontozóm amivel haladósan lehetett kijelölni a furatokat, illetve egy orros vésőm ami illeszkedett a furatba és az orr átvágta a két furat közötti anyagot. Általában egy két ütéssel átment a huszas anyagon.
Nem, csak kéne egy 20cmx50cmx2cm es darab és mivel pont ilyet nem lehet használtan felhajtani ezért gondolkodtam hogy veszek egy nagyobb táblát és abból levágom. Csak mivel ebben a méretben még nem flexeltem, megsaccolni sem tudom hogy mennyi idő is ezt levágni ha egyáltalán flexel le lehet. 20mm azért elég vastag.
Föl nem emelném a "fexet" ilyen ember nyűvő munkára. És a tárcsa sincs ingyen.
Hidracél Kecskemét, küld neked 20 x B mm szélességű, húzott anyagot, gyorsan, korrekt áron. 2x 0,5 métert célszerű legalább. Nekem mindig bevált, ha egy kis tartalékkal rendeltem, néha már a következő héten sor került rá.
Hogy hívják ezeket a patronokat? Úgy néz ki mint ez a képen, a legnagyobb átmérője 32.5mm körüli. Talán régen marógépeken használták ezeket.
bundyland | 1653
2023-12-22 15:36:45
[51054]
Sziasztok !
A kérdésem az lenne hogy mekkora szívás egy 50cm es kazánlemezből (20mm vastag) levágni egy csíkot. 230-as flex és mondjuk 1mm es lap. Aki már vágott ilyesmit, mennyire kivitelhető, kb. mennyi gépídő ezt levágni ?
Előre is köszi!
gaspa | 182
2023-12-20 17:03:27
[51053]
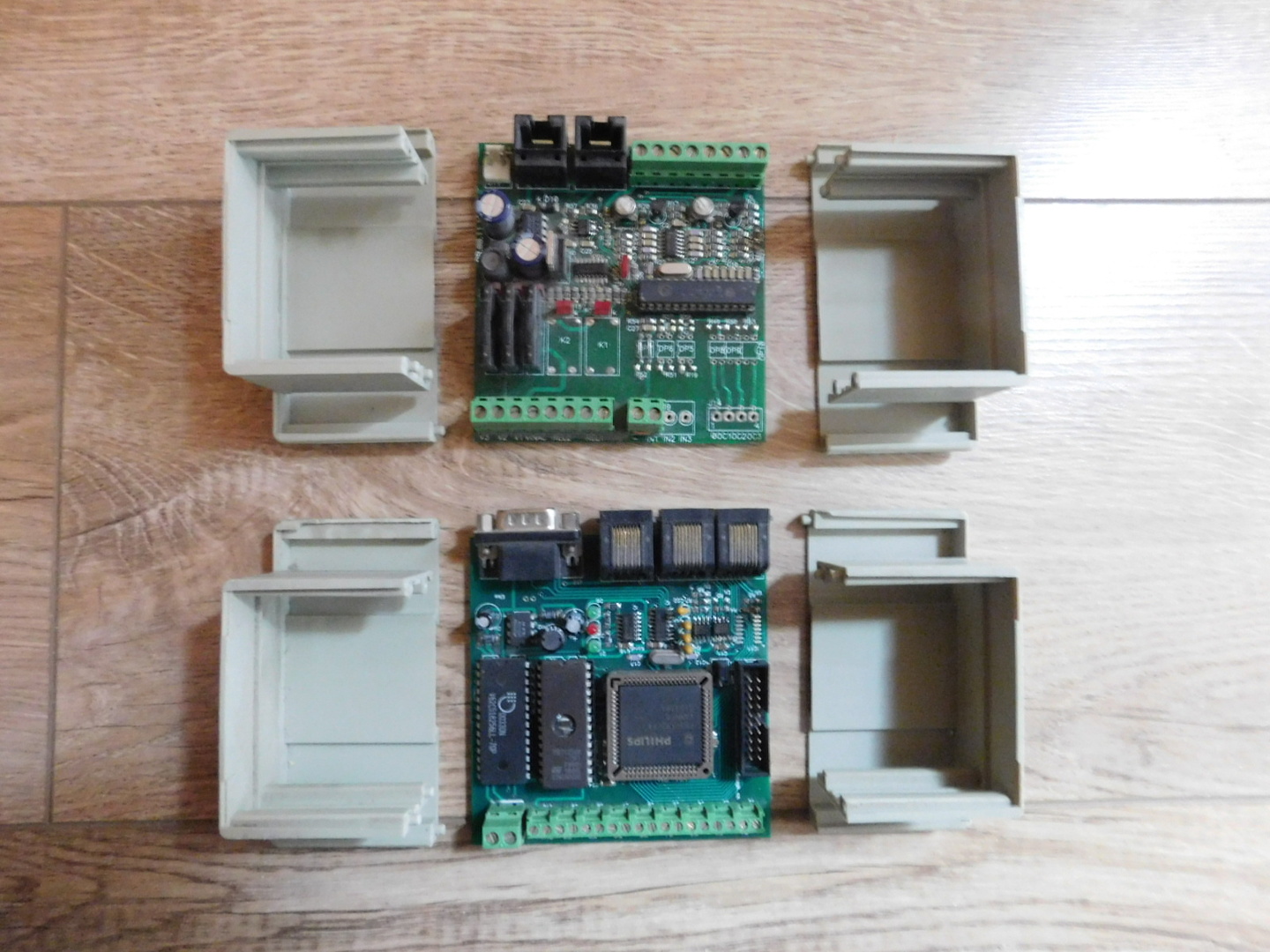
Találkozott-e már valaki ezekkel a kis panelokkal,nem barkácsnak tünnek?A felső fan coilokba volt beépítve,PIC16F873A-val vezérelve,két erősített analóg bemenettel,3 SSR,2 relé kimenettel és pár optós ki/be menettel.Az alsó P80C592FFA processzoros soros vonalon kommunikált nyolc felsővel.A PIC foglalatban van,talán kisebb vezérléseket lehetne csinálni vele.
KoLa | 7496
2023-12-19 19:37:31
[51052]
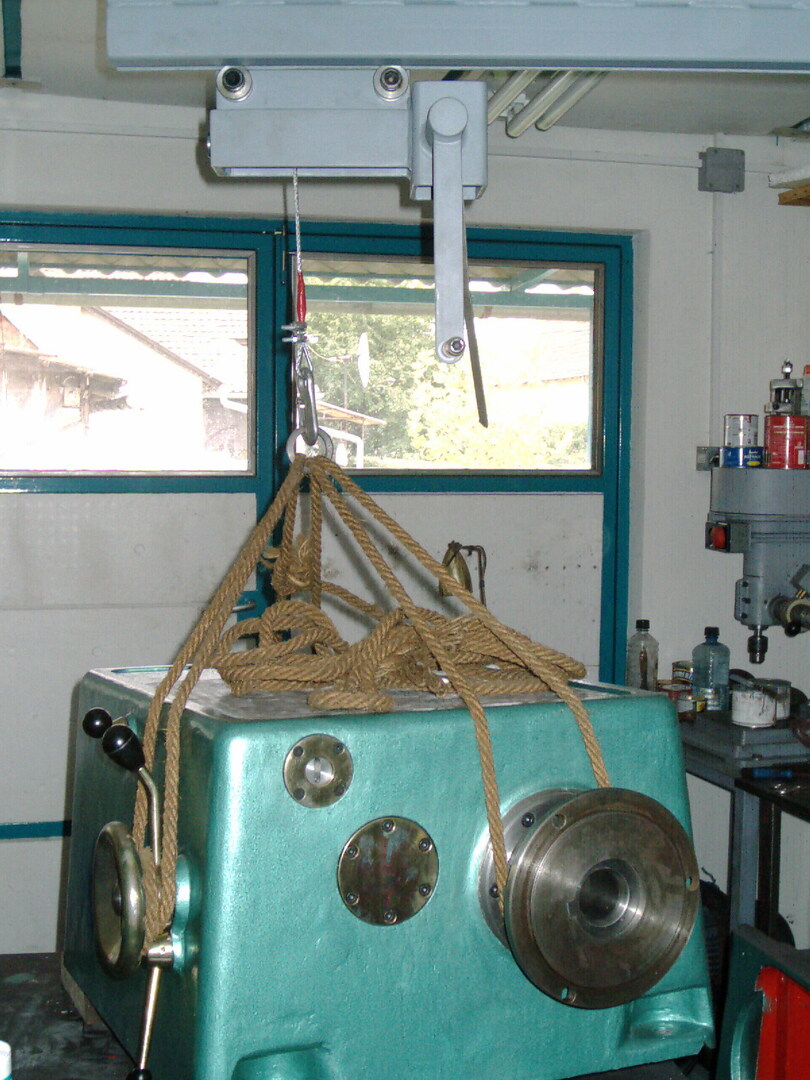
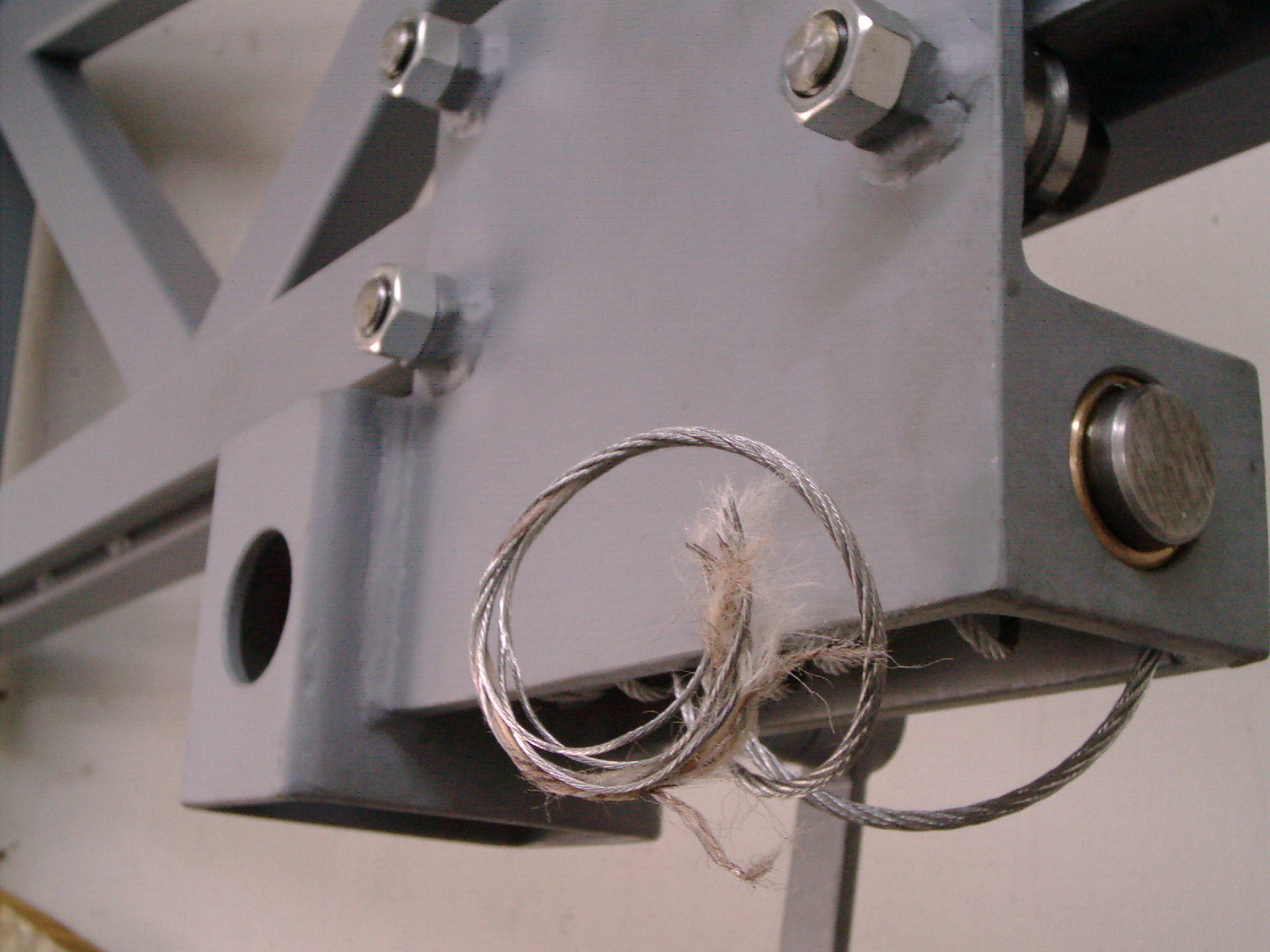
Na megvan! Az első képen lóg a levegőben, a másodikon a szakadt drótkötél, a harmadikon a helyére esett'
Kezdek én is elbizonytalanodni... Csak arra emlékszem annó hogy a főorsóházat a műhelydarura függesztettem, még alá is mentem csavarozgatni...aztán befordítottam a helyére, valamelyik prizma végig megy az ágyazatról a főorsóház alá is, ezzel gondolták az akkori mérnökök a vonalba állítást, kb 100 mm magasságban volt amikor elszakadt a 4-es drótkötél, a közepében valami nylon volt... Ujjátszületve képet is készítettem, ha megtalálom megmutatom.
Ha mostanság összefutok az egyszer volt főnökömmel, talán már megbékélt annyira, hogy beengedjen a műhelyébe és fotózzak... Neki még nagy valószínűséggel meg van az EU175 - azon szerintem én vágtam utoljára menetet. Akkor még a cserekerekek is a helyükön voltak, az előválasztó is korrekt volt, mint táblaügyileg is hiánytalan. Az ottani termelés volumenéből ítélve kicsi a valószínűsége, hogy mai napig nagyobb változás érte volna azt a gépet, max. lezúztak a norton soron pár fogaskereket... (azt nem nehéz - ebből a szempontból elfuserált egy konstrukció. A gép ergonomikusságáról meg ne beszéljünk, mert egy E400-hoz képest szerintem büntetés rajta dolgozni. Egyébként az E400 sem a kedvencem...)
Kola fórumtárs, ha erre (vagy arra) tévedne, nagy valószínűséggel tudna legalább a cserekerekekről valami biztosat - neki van (volt?) EU-ja, bár az előtoló hajtóművet már szerintem régen használaton kívül tartja.
Gépkönyv az van, csak nincs benne ilyen irányú információ.
Előzmény: Rabb Ferenc, 2023-12-17 19:46:40 [51041]
jani300 | 12056
2023-12-17 22:36:00
[51042]
Derült mér ki turpisság az indexen is erről . 100 as cserekerék helyett 112 es van fent talán ,így nem kell annyira csodálkozni ha nem pontos az áttétel . De csak bökte a csőröm hogy nem bírnak vele . De én is jártam úgy pár hónapja hogy nem stimmelt egy enmelkedés 4 dpi vagy mi kellett volna , hát rájöttem azért később ,hogy kell azért cserélni cserekereket ,a metrikus ott sem jó ,pedig elég modern kusong .
Előzmény: Rabb Ferenc, 2023-12-17 19:46:40 [51041]
Rabb Ferenc | 4288
2023-12-17 19:46:40
[51041]
Talán Csuhás mester irodalom jegyzékében találsz használható infót.
Üdv ! Megy kicsit a bénázás az indexen . EU 175 -215 MENETTÁBLÁZAT ,KAROK BEÁLLÍTÁSA ÜGYÉBEN . Nincsen valakinek értékelhető képe ,infója erről . Nincs közöm a dologhoz ,max annyi volt nálam mindkét gépből ,de régen . Csak kicsit ,bosszant a dolog ,hogy egy hat milis vezérorsóval rendelkező gépen nem lehet legalább a metrikus beállításokat megtalálni .
A 0.19-es verzió szerintem jobb, mint az azt követő. Alapszinten egyszerű szoftver ez, sok segítséggel, nyilván angol nyelvtudással könnyebb. Lézervágáshoz rengeteg mindent csináltam vele, de esztergályosoknak is csináltam műszaki rajzot egy-egy "modellemből", amiből tudott dolgozni.
Tanulni jó vele, de, ha nagyon megszokod, akkor nehéz lesz egy "igazi" szoftverre átállni. Én Solid Edget használok már inkább, de gondolom nektek a CNC programozás miatt fontos a Fusion, én ilyesmivel nem foglalkozom.
Nem vagyok tapasztalt. A szoftverek közötti átjárás mindig nehézkes. A dxf-ben egy egyszerű vonal sok féle objektum lehet. Pl lonal, vonallánc, 2d vonallánc 3d vonallánc, szabadkézi vonal, spline, etc. Geometriailag ugyanaz a vonal lehet sokféle objektumtípus. Maga a dxf is lehet sokféle formátum, az autocad egy csomó dxf-et tud menteni. A dxf-ben definiált a koordinátarendszer, vetület, mértékegység, meg még a csuda tudja mi minden. Ha te csinálod a forrás dxf-et is, akkor jó eséllyel kidolgozhatod a szerkeszt->export->import->szerkeszt eljárást úgy, ahogy neked szükséged van rá, de "kapott" dxf esetén erre nem sok esélyt látok, különösen ha a fájlok különdöző forrásokból származnak.
(A héten kezdtem el tanulni a Fusion 360-at, igen reményteljes. Rendkívül jó videósorozat van hozzá, 30 rész, kb 10 percesek, egy rész feldolgozására két óra elég. A Yt automatikus feliratfordítójával minimális angol is elég hozzá.)
A Fusion pl tud importálni dxf-et, de csak olyat, amit autocad-ből r12-be mentettem. A vonallánc vonalai átjönnek. Vonallánc lehet az XZ síkon is, az is átjön. Ha ugyanez az objektum 3dvonallánc, az nem jön át...
A Fusiontól egyetlen szoftver a nulláról a G kódig, szimulációval együtt. Nekem most úgy tűnik, érdemesebb megtanulni, mint az adatcserékkel kínlódni.
Sajnos a FreeCAD programot még nem próbáltam. Így nem tudhatom, hogy az AUTO CAD programmal készített 3D rajzokat be lehet-e importálni, és azokat modellé lehet-e alakítani. Talán ez is megérne egy próbát.
Úgy látom többen kerülgetjük ezt a 3D kérdést. Ingyen ebéd nincs, ezt tudjuk, de azért jó lenne minél kevesebb küzdelem, zsákutca után elérni egy használható modellezési szintet. Ha már egyszer valamelyik program kiismerésébe belevágunk.
Hajladozok a FreeCAD felé. Talán céljaimhoz képest ez igényli a legkevesebb tanulási ráfordítást.
Viszont hosszú Acad 2D gyakorlat után a vázlatrajz készítés a FreeCAD-ban a videók alapján, elég nyögvenyelősnek látszik.
Gyakorlott használóktól kérdezem: Létezik-e valami olyan megoldás, hogy más tervező programban készült 1:1 arányú, 2D rajzot (egy alkatrész kontúrt), ami .dxf vagy .dwg esetleg .pdf kiterjesztésű beimportálni a FreeCAD-be, aztán ezt már a program lehetőségei szerint tovább alakítani 3D testté.
Ha volna ilyen lehetőség azt hiszem sokkal gyorsabban tudnék haladni.
remrendes | 4064
2023-12-15 07:07:44
[51029]
Ha Autodesk, akkor van olyan, hogy Autodesk Viewer, de letezik eDrawings Viewer is, ami szinten sok kiterjesztest megnyit.
... mondjuk TAPASZTALATOKAT is szívesen fogadok itt, ki mit használt már, és melyiket ajánlja kezdőknek! Én Corelban kb. a kezdetektől elvagyok, bármit megrajzolok, NYÁKot is sokáig abban terveztem, egész kis könyvtáram volt már elmentett alkatrészekkel, mintákkal, stb. DE A 3D méretezéshez már nem tartom alkalmasnak, nem arra találták ki.
Keresek olyan ingyenes (vagy olcsóbb...) CAD programot, amivel AUTODESK / AUTOCAD file-okat meg tudok nyitni, 3D-ben, és tudom forgatni, nézegetni, méreteket ellenőrizni, esetleg bemutatni valakinek a terméket. Hangsúlyozva, hogy én villamosmérnökként sajna nem ismerem az Autodesk és hasonszőrű társait, nem akarok bonyolult programot, és sok előismeretet igénylő szoftvert megtanulni, mert sajnos erre most nincs időm... (meg energia is fogytán így év vége fele...) - VAGYIS NEM tervezni akarok most - arra van egy kiváló és nagy tudású FÓRUMTAG, aki rengeteget segít egy komolyabb tervezési munkában. Fontos lenne, hogy bármely 3D axonometrikus nézetből tudjak jpg vagy pdf, stb. file-t exportálni, dokumentálni.
LoneWolf
Csuhás | 6652
2023-12-14 18:53:14
[51023]
Egyszer nekem is csípett a fúrógépem, üresben nem, de terhelve gyakran megcsípett. Szétszedve kiderült hogy összetört a csapágy mögötti hullámos rugógyűrű, így a terhelt forgórész eltolódott, és a ventilátor hozzáért a műanyag házhoz, és ez okozta a csípős feltöltődést.
Sanyi Bá | 356
2023-12-14 18:24:45
[51022]
A 90-es évek közepén volt ilyen rázós élményünk, amikor megjöttek az ISEL marógépek, azok csíptek nagyot, de nem mindig. Villanyszerelők és az elektróműszerész is mérte de nem találtak semmi problémát. Mi kezdtünk el nézni mikor csíp meg és rájöttünk amikor felkeltünk a székről és hozzá értünk a géphez jöt a csípés. A szék is, és az új munkaruha volt a bűnös. Kaptunk új állószéket ( olyan mint a vasalószék), megoldódott a csípési probléma.
Felhívtam egy barátomat aki szintén elég sokat építkezeik szendvicspanelből. Ő 250-es koronggal vág és a gépe műanyag nyelű, így rázást nem tapasztal.
Viszont azt mondja a fólia lehúzásánál nagyon oda kell figyelni mert irtózatosan fel tud töltődni. Tudom-tudom már leírták előttem miért nem játszhat a kondi hatás...
Tegnap egyébként azért kérdeztem hogy mit értesz / ért a dolgozó az áramütés alatt, mert aki nincs hozzászokva az képes a bolhából elefántot csinálni és nem is tudja megkülönböztetni a tényleges 50Hz-es áramütést az esetleges sztatikus kisüléstől.
Itt a tél lehet a dolgozónak kéne adni egy köbméter lécet/deszkát hogy annak az összevágásakor is jelentkezik-e a dolog.
Minden esetre nagyon kíváncsi leszek a konklúzióra.
Védőkesztyűbe kéne dolgozni, ami bírja a feltöltött gép rázását!
jani300 | 12056
2023-12-13 22:05:40
[51018]
Leírtad ugyanazt amit gondoltam . Még annyival bonyolítanám hogy a két fémtábla közti sorozatos , ütemes rövidzár ,akár rezgőkört is alkothat . De azért nem írtam mert azért ez szinte kizártnak tekinthető . Köszi hogy írtad ,én nem mertem felvállalni a dolgot
Mivel a gép esetében Ottó írta, hogy a piros gép, amit a probléma kiváltására vettek, nem ráz, az kisebb átmérőjű, DE NEM ÉRI ÁT a 120as szendvicspanelt... Tehát a nagyobb tárcsás Makitákkal átértek minden vágásnál, így az acél tárcsa elég gyorsan kisüti ugye a két fegyverzetként működő acél lemezt... én ezt így kizárnám. Hiszen ahol egyáltalán létrejöhetne a PUR hab dörzsölése során keletkező töltések miatti feltöltődés, ahol nem éri át a vágótárcsa a 2 fegyverzetet, na pont ott nincs rázás...