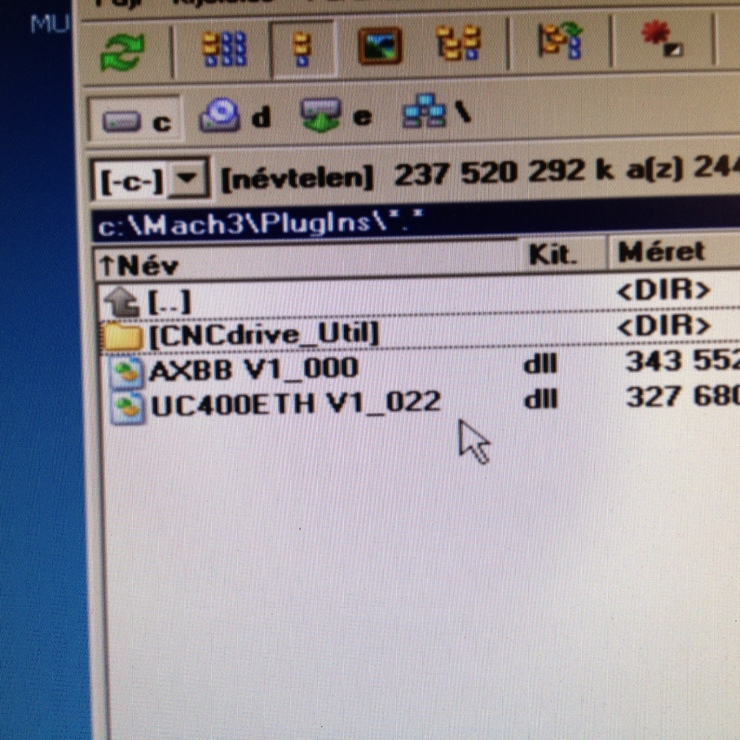
Kiderült, az elmentett és használni kívánt XML file már tartalmazott egy másik sorozatszámú UC400ETH eszközt. Az XML-ben ezt a sorozatszámot átírva már megy rendesen.
Sokadjára előjött tanulság, hogyaz XML-eket mégsem lehet büntetlenül másolni. Illetve nem elég a plugin könyvtárból az UC-hez tartozó dll-t kitörölni, meg kell nézni az xml-t is.
Engem már nagyon-nagyon sokszor megszívatott és ami a legbosszantóbb hogy több esetben nem lett megoldás.
Aláírom még most is nagyon sok mindent tud és nagyon univerzális, én is ezen "nőttem fel" de talán nem véletlen, hogy abbahagyták a fejlesztését, javítgatásait.
Van egy barátom aki foggal körömmel ragaszkodik hozzá, így muszáj lenne képben lennem.
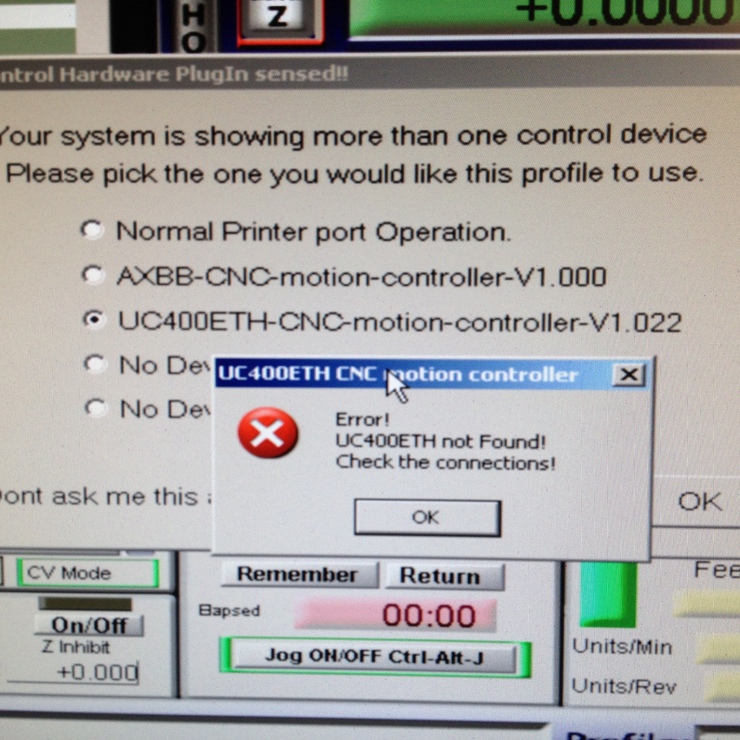
No de mit bénázhatok el az UC400ETH - Mach3 kapcsolatomnál?
A Mach3 R3.043.062 verziójú az UC400ETH plugin V1_022.
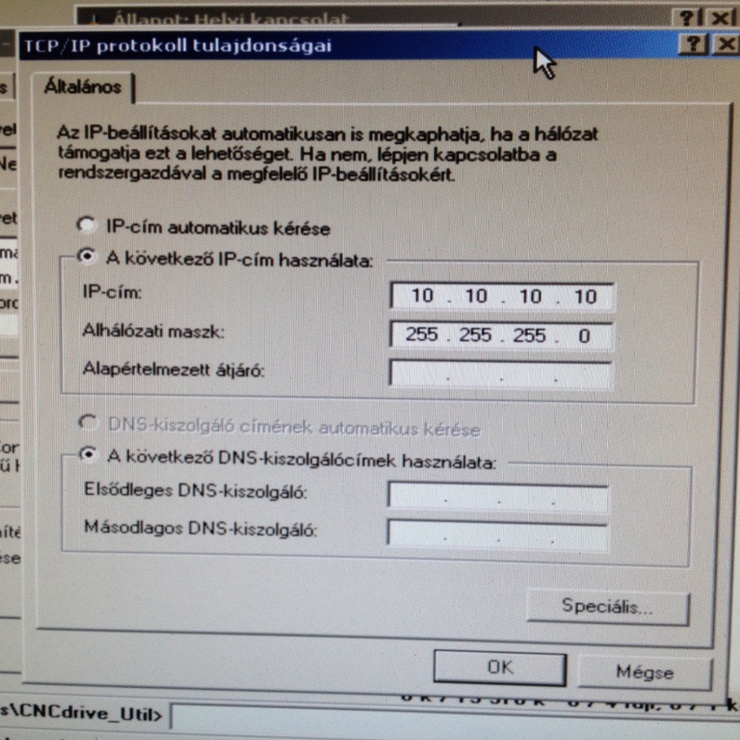
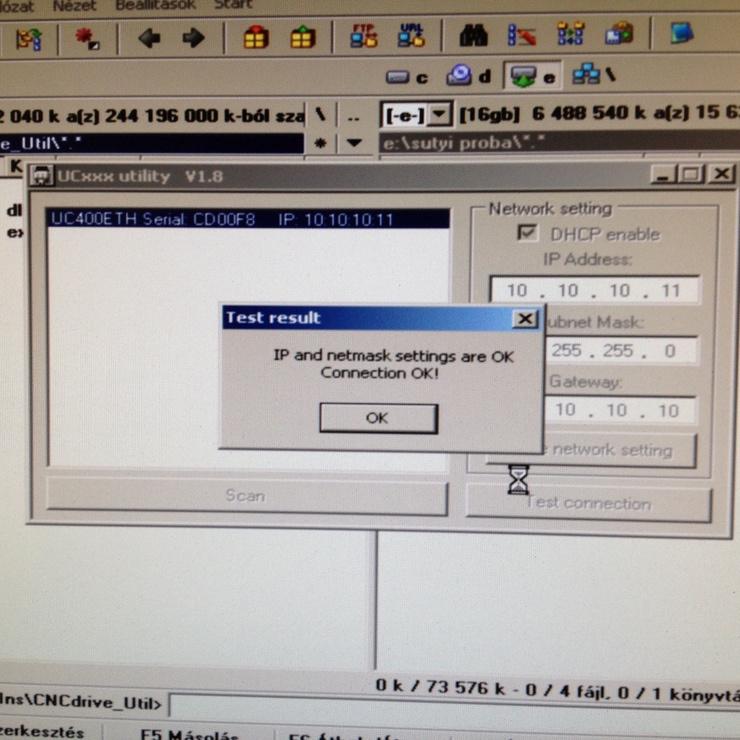
Az UCxxx_utility szerint minden rendben, a test connectionra kattintva is van kapcsolat, de ha elindítom a Mach3-at akkor az már nem látja az UC400ETH eszközt.
A kábel crosslink, ugyanezzel a felállással az AXBB-E hardver elsőre indult.
svejk | 32881
2019-04-20 22:11:59
[1294]
Egyébként úgy emlékszem az UCCNC szoftverrel sincs meg a 400 kHz, de erre most nem esküszöm meg.
Valószínűleg a PC-hez való kellő hozzáértésem híján az UC400ETH-mat nem bírtam elfogadtatni a Mach3-al de az AXBB-E típusú hardverrel ki tudtam próbálni.
Az AXBB-E pliugint feltelepítve a Mach3 motortuningjának a sebességablakába a kért 1000 step/mm felbontás mellett 20400 mm/min sebességet enged beírni. Ez ugye 340 kHz-et jelent. Ezt a megfelelő kimeneten ellenőriztem frekimérővel és szkóppal is. Ez a 340 kHz rendben, jitter mentesen kijön.
Hogy miért pont ennyi nem tudom, de végül is a kiválasztásnál az van odaírva, hogy: Max step rate: 400 kHz, ergo kevesebb lehet.
A max 200 és 100 Khz-es kiválasztásnál is rendre 10200 és 5100 mm/precet enged beírni.
Mondjuk az már eleve egy érdekes kérdés, hogy a Mach3 maximális kernel frekije csak 100 kHz lehet, de a teszt setup adataim 400 kHz-et kívánnak. Így eleve hibajelzést kellene adni a Mach-nak, és be se lehet neki írni ilyen adatokat. Na de majd kiderül az igazság a teszt során, annál, aki szán erre két percet, és megcsinálja.
Mérd ki a valóságban egy frekimérővel a stepjelet hajtás nélkül az alábbi G kód futtatásával (előtte az X setup ablakban be kell állítani 1000 step/mm felbontást, 24000 mm/min max. sebességet, 10000 mm/s gyorsulást): G0 X0 G1 F24000 X2000 G1 X0 Tulajdonképpen még frekimérő se kell, mert ha ~10 másodperc végrehajtja ezt a pár soros teszt G kódot, akkor tényleg ott van a 400 kHz step jel. Ha meg több az idő, megint becsaptak minket a csicsa "hazudós" CNC vezérlő ablakok.
Igen, lehet használni 400kHz-en, ugyanúgy működik a 400kHz mint a többi kernel frekvencia beállítás. Persze, hogy a motor meghajtó is tudja-e fogadni ezt a nagyfrekvenciás jelet az már egy másik kérdés. Olcsó léptetőmotor vezérlők általában nem szokták tudni, mert a lassú optocsatoló a step/dir bemeneteken nem tudja átvinni a jelet.
A hétvégi debreceni találkozó ideje alatt a következő kedvezmények lesznek: - HDBB2, UCBB, UCSB és UCR201: 10% kedvezmény - UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
A termékeket most is a szokott módon a webshop-ban kell megvásárolni. A találkozón felírjuk, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
Ak | 63
2019-03-17 14:24:22
[1284]
Sziasztok
Valamiért az ucr-200 vezérlővel mach 3 alatt nem akar teljes sebességgel működni a cnc-m. csak elenyésző sebességel valahogy el állítottam a sebességet hogy tudom vissza állítani?Eddig ment minden rendesen.
Köszi
dezsoe | 2928
2019-03-12 06:26:36
[1283]
Elkészült a Mach3 plugin az új AXBB mozgásvezérlőhöz, letölthető az automatikus telepítő.
frob | 2266
2019-02-16 19:26:21
[1282]
válaszoltál a kérdésre, sajnálom hogy húzódik a dolog! biztos sokan rávetnék magukat akik saját egyszerűbb kijelzésre vágynak, a meglévő igen csak komoly vezérlőket használva.
Nem tudom pontosan mit jelent az, hogy "kész cucc"? Arra gondolsz, hogy az a dll egy mások által előre megírt szoftver csomag? Ha ez a kérdés, akkor a válasz nem, a dll az a Mach3 plugin ami egy általunk készített/írt szoftver. A Mach3 induláskor betölti a dll-t és a plugin irányítja a kommunikációt és a különböző adatok és folyamatok kezelését a Mach3 és a mozgásvezérlő között. A dll-t nem tudjátok használni semmire, az csak a Mach3-al működik.
Viszont tervezzük majd az UCCNC-hez fejlesztett API kiadását, csak még azt nem tudom megmondani, hogy mikorra készülünk el vele. Az UCCNC API az az UC100.dll fájl az UCCNC-ben, amit az UCCNC használ hasonlóképpen mint a Mach3. Ezt a dll-t is mi készítjük. Ehhez fogunk adni C++ header (.h) fájlt, illetve C# wrapper fájlt. Ki melyik nyelven szeretne fejleszteni azt a fájlt és programozási nyelvet használhatja. Viszont egyelőre nem tudom megmondani, hogy mikor tudjuk ezt kiadni, még csak tervben van, de nem tudom mikor jutunk el odáig, hogy tudjunk vele foglalkozni.
mivel az uc mozgásvezérlők mennek mach3 alatt, gondolom a DLL ami kezeli őket egy kész cucc, ehhez elérhető leírás? tehát ha nem a ti programotokkal szeretném használni, hanem esetleg írni egy sajátot akkor ... előre is kösz
greycat | 153
2019-02-13 05:48:38
[1279]
köszönöm! akkor ennek utána nézek. bár ha megmaradna a richauto mozgásvezérlő és kompatibilis is lenne az ltp portja az uccncvel, akkor sem oldódna meg a 4. tengely problémám. szóval minden képpen csere lesz.
Az a tapasztalatunk, hogy elég sokan lecserélik ezeket a Richauto vezérlőket UCCNC-re. A legtöbb ilyen vezérlő egy kézi vezérlőből, ami tulajdonképpen maga a kód interpreter és jelgenerátor és egy elosztópanelből (breakout board) áll. Viszont nem vagyok biztos benne, hogy ezek az elosztó panelek milyen interface-el csatlakoznak a kézi vezérlő részhez?! Azt kéne tudni, hogy nyomtatóport lábkiosztású (DSUB25)-e a csatlakozója vagy sem? Ha igen, akkor a konverzió viszonylag egyszerű, legalábbis az elektronikai részét tekintve akkor csak le kell húzni róla a Richauto vezérlőt és rádugni az egyik mozgásvezérlőnk portjára. Viszont, ha nem LPT port kompatibilis, akkor újra kell építeni, vezetékezni a vezérlést, ami azért egy jóval bonyolultabb feladat. Ráadásul akkor a jel elosztó panelt is le kell cserélni LPT port kompatibilisre. Persze vannak ilyenjeink (lásd UCBB, UCSB a weboldalunkon), de persze érteni kell valamennyire az elektronikához, hogy egy adott kész gép vezérléséhez be tudd kötni.
Egyébként eredetileg ezek a gépek is Richauto-val mentek, de egy ideje már UCCNC-vel is árulja őket a gyártó:
Sajnos nem tudom, hogy az UCCNC-vel árult vezérlőik mennyiben különböznek a Richauto vezérlőstől, illetve azt sem tudom hogy hány felé Richauto vezérlő létezik? Valószínűleg sok modelljük van és lehet ahány féle, annyi interface. Legalábbis a Kínai gyártókat általában nem érdekli az oda/vissza kompatibilitás, ha kihoznak valami újat, akkor nem lényeg nekik, hogy az a régi dolgaikkal kompatibilis legyen.
üdv urak! adott egy 3 axis cnc szervókkal és egy csodás richauto a11 vezérléssel. mocskosul nem bírom megszokni. pedig van benne lehetőség. le kellene cserélni valamire amit elvisz az uccnc program. nem ártana egy 4-ik axis. pl. egy forgató léptetőmotorral. lényeg. milyen lehetőségek vannak? mit ajánlatok a richauto kiváltására?
köszönöm!
CNCdrive | 442
2019-01-25 23:23:00
[1276]
Azért nem dobja ki az AOI, mert ahogy írtam szándékosan van összeforrasztva az a két láb. Az AOI tudja, hogy össze kell lennie forrasztva.
Ha így jó akkor nem aggódom, bár nehéz elképzelni, hogy ezt nem dobja ki egy AOI. Valószínű ignorálva lett. Én arra tippeltem, hogy egy nem használt láb, de így már tiszta. Folytatom a tervezgetést.
Az szándékosan van összeforrasztva, hogy miért abba most nem megyek bele, mert hosszú, de a lényeg, hogy a panelterven (NYÁK-on) össze van kötve a 2 láb ami össze van forrasztva és amit lefényképeztél. És hát forrasztási hiba nem igazán lehet a panelon, egyrészt, mert AOI vizuális géppel ellenőrizve van minden panel a gyártáskor, másrészt van automata teszterünk, ami minden I/O-t ellenőriz és hibát ad, ha bármi zárlat vagy rossz nem érintkező forrasztás van. Szóval hibás panel nem megy át a tesztelési folyamaton és így eladásra sem kerülhet.



 :
: