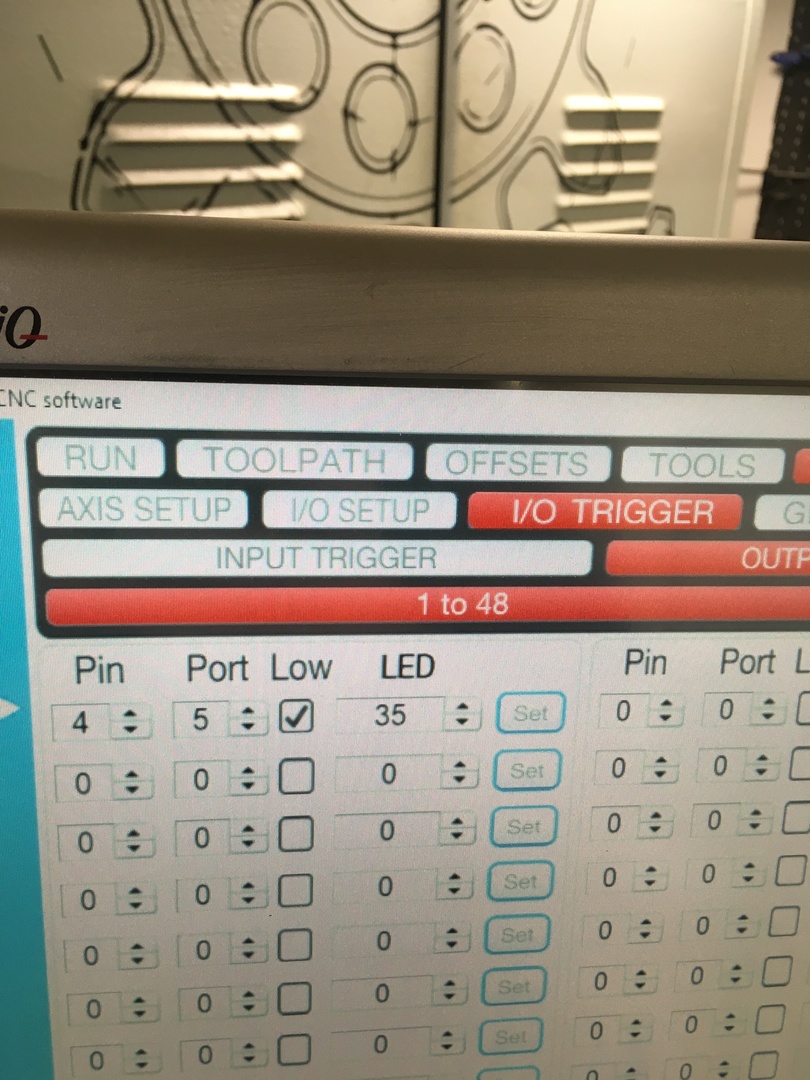
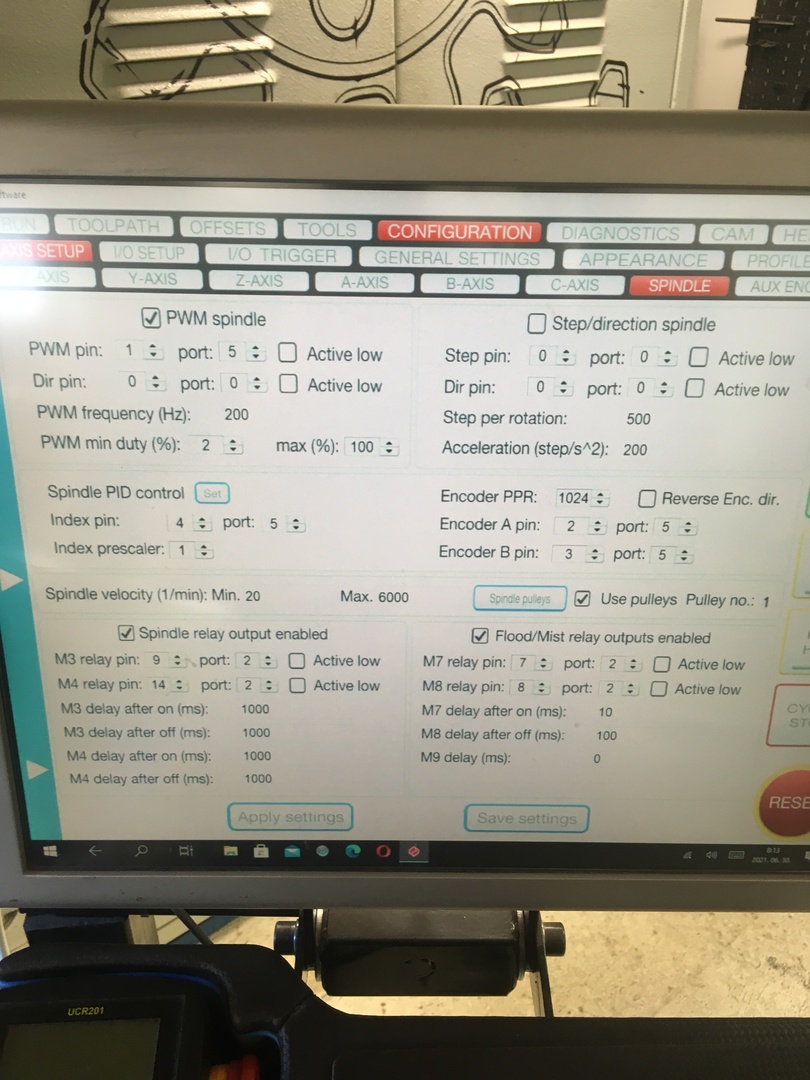
Az index jelnek nem lehet polaritást megadni, mert nem lényeges. Az output trigger beállításoknál pedig végképp nem. Az 5-ös port 4-es lába bemenet, ezért nem tudod megadni kimenetként.
Sziasztok Az index jel bemenetét szeretném alcsonyról magasra ( vagy fordítva) Átállítani Poblémám hogy hiába fogadtatom el enterrel A mentés után törlődik Mit csinálok rosszul?
Autotec1 | 528
2021-07-07 17:18:29
[8393]
sziasztok
köszönöm a segítséget egy AMT103-as enkóderrel 100-as felbontással megoldódott részben a probléma - pontos lett a fordulatszám mindkét sebességfokozatban. viszont keresek egy vállalkozókedvű és hozzáértő embert Miskolc közelében aki ránézne a gépemre és néhány apró beállítást megejtene, természetesen Nem ingyen röviden - indexjel van, de mégsem indul el a menetvágás - kézi távirányító apróbb beállítások (főorsó forgásirány)UCR201 - fordulatszám PID szabályzás
UCBB jelosztó UC300-ETH
Törölt felhasználó
2021-07-02 17:41:49
[8392]
Nem tudom itt valaki használja-e az én Probe makróimat vagy nem, de ha igen akkor csak azt akarom mondani hogy elkészült a 4. verzió és újra működik az UCCNC 1.2111 verzióval is. Itt a videó mutatja hogy néz ki és hogy kell felrakni az UCCNC programra. A kommentár szöveg meg tovább visz hogy honnan lehet letölteni meg bővebb magyarázatokat ad.
Ha letöltöd akkor van egy használati utasítás is (angolul) ami ki lett próbálva többször, nem csak én hanem egy barátom is kipróbálta, úgyhogy ha követed a használati utasítást akkor fog működni neked is. Én nekem UC300ETH_5LPT van a barátomnak pedig UC100, de a hardvertől független, úgyhogy gondolom mindennel működik. Sajnos nem tudom Magyarra lefordítani, de gondolom ez ma már nem probléma.
50 kHz környéke, feltéve, hogy ethernetes vezérlőről van szó, és szép, tiszta, határozott a jel. (És jó a kábel, nem zavarja semmi stb.) Balázs elég korrektül összefoglalta itt, igaz, angolul.
Túl nagy az enkóder felbontása ehhez a fordulatszámhoz. 2000-es fordulatnál az 1024-es enkóderen kb. 34133 impulzus jön másodpercenként, ami több, mint amit a bemenetek tudnak kezelni.
Sziasztok Most volt egy pici időm finomítani a beállításokat Fordulatszám beállítási problémáim vannak Pwm-jelből 0-10v os átalakítót használok A fordulat most már hozzávetőlegesen jó, viszont az főorsó jeladóm A fordulatszám növelésével egyre kisebb fordulatot mutat Mi lehet a gond?
Szedlay Pál | 1846
2021-06-21 13:35:06
[8382]
Nagyon köszönöm. Ilyen a tudatlanság. Megtévesztett, hogy nem elég az adatbevitel, hanem Enterrel meg is kell azt erősíteni, de ezzel nem aktiválódik az érték, hanem kell még plusz megerősítés. Minden az elvárt módon működik, sőt annál egy kicsit jobban. Mindegy hány sorban adom meg a marópályát nem függ az elkészülési idő tőle. Míg egy másik programnál ez nem így van. egyenlőe ez egy kellemes csalódás volt. Köszönöm segítséged.
Nem tudom, hogy mi a megfejtés: vagy nem nyomtál Apply settings-et a változtatások után vagy azért nem változik, mert nincsenek step/dir kimenetek beállítva. Én egy működő profillal próbáltam és ez az eredmény:
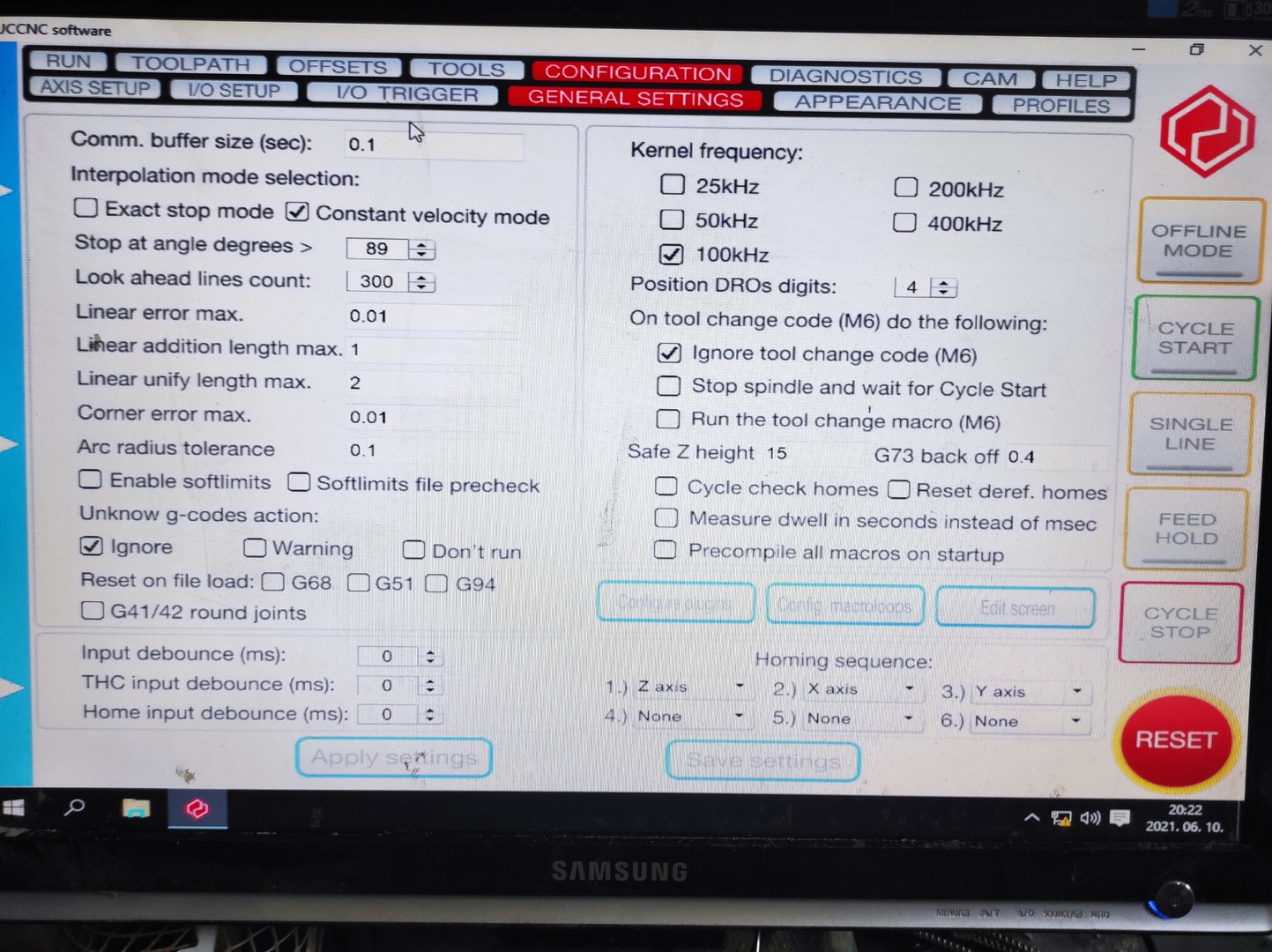
- "Gyári" CV beállításokkal kereken 3 perc. - Exact stop módban 7 perc 10 másodperc. - Az utolsó képen látható CV beállításokkal 2 perc 27 másodperc.
Sőt próbaképpen ugyan annál az alakzatnál úgy generáltam le a pályát, hogy 5200 sor helyett 132000 sor legyen. Fantasztikus, ez nem lassított semmit, ugyan olyan sebességgel csinálta meg ezt a pályát is, lassan. Tehát a sorok száma nem befolyásolja a megmunkálás sebességét.
Egy kis segítséget szeretnék kérni. Vettem két hardvert és szoftvert is, gondoltam beüzemelem az egyiket. Legeneráltam egy marópályát beállítottam a paramétereket és lefuttattam. Nem értem miért ilyen lassan csinálja meg a pályát. Na, de, hogy az exakt stop módban ugyan olyan gyorsan fut le mint a borzalmas tűrésekkel beállított konstans velocity ezt végképp nem értem. Mitől van ez a paradoxon.
A beállításokról készítettem fotókat.
Itt a program file csak kb. 5000 sort futtattam le és vizsgáltam az időt : https://drive.google.com/file/d/1huL3Kx6-dOps271dXOUxw384WzZ49fPu/view?usp=sharing
Hogyan tudnám gyorsítani a megmunkálás sebességét? Így nagyon lassú
Sziasztok! Igen régen jártam erre, mivel a gép is most egy jó ideje pihen. Viszont azt látom, hogy a megszokotthoz képest a program is már elég régen nem frissült. Van valami különösebb oka ennek, vagy ez már tökéletesre sikeredett, vagy beleunt a fejlesztő.
dezsoe | 2919
2021-06-11 11:59:34
[8375]
Szia!
Megjött, de még csak most jutottam géphez. Nemsoká jelentkezem.
Ha rámegyek, hogy "Home ALL" rendben lezajlik a folyamat, X Y Z tengelynél zöldre is vált a kis ikon. Viszont az A tengelynél(Y szolga tengelye) nem lesz zöld a kis ikon(csak ha rákattintok kézzel miután beállt a home pozicióba)
Ugye ez azért gond mert ha mind a 4 tengely "zöld" akkor fog működni a "probe".
Van erre valami trükk, hogy automatikusan menjen a dolog?
dezsoe | 2919
2021-06-10 21:12:05
[8368]
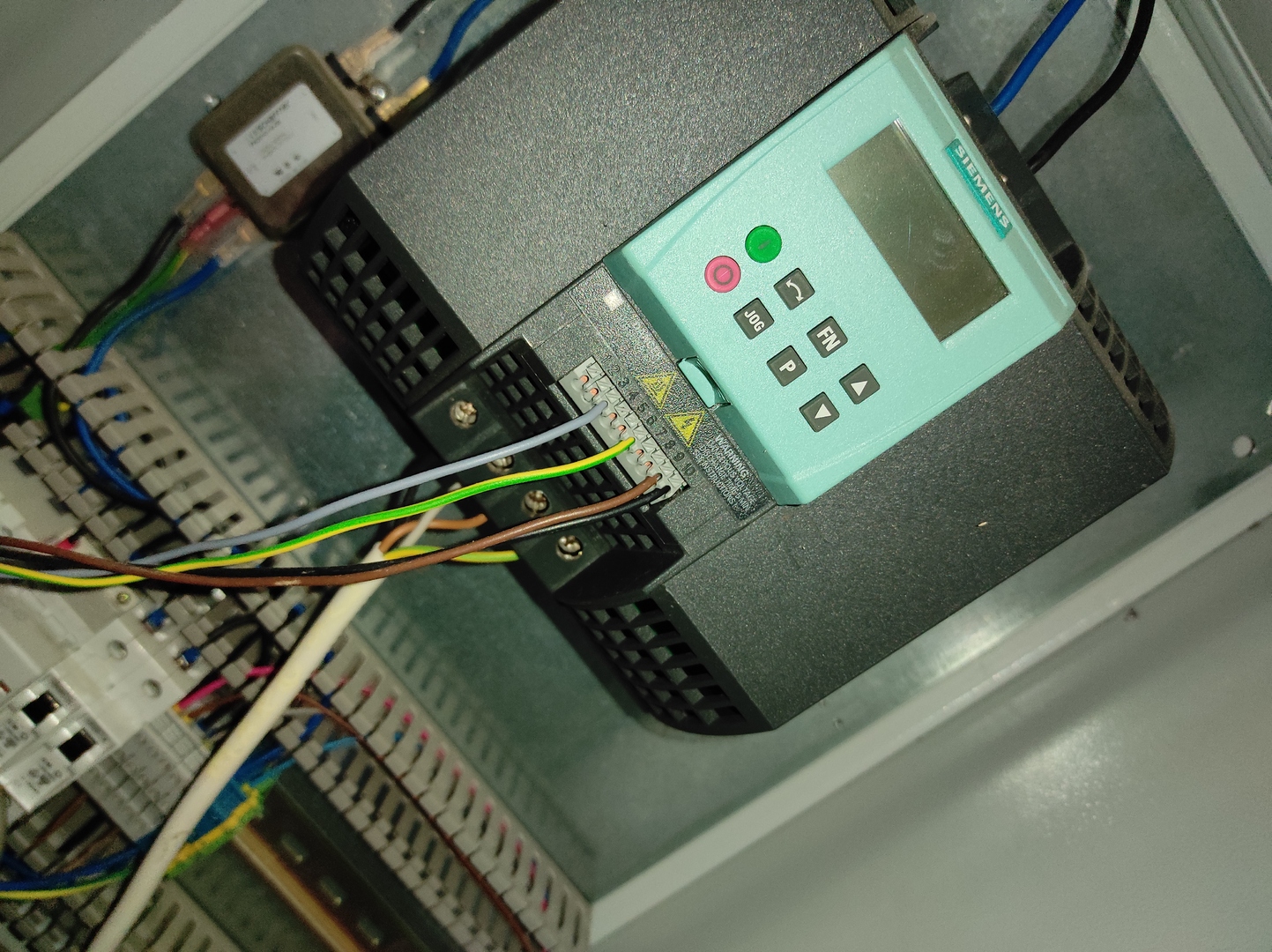
Határeset. Még kéne az I/O setup oldal is, meg a frekiváltó típusa. Igazából a hibajelenséget is leírhatnád bővebben, mert nem egyértelmű. 15000 a legkisebb fordulat, amin megy? 15000 a legkisebb fordulat, amin elindul, de utána lejjebb tud menni?
Klasszikus 2,2 kw os vízhűtéses siemens frekiváltóval
Ak | 63
2021-06-10 20:31:46
[8366]
Ezek alapján valamikiderül?
dezsoe | 2919
2021-06-10 16:26:29
[8365]
Úgy indul el, ahogy beállítod, akár 1/perccel is. Neked is ugyanazt tudom írni: nulla információ alapján nem sokat lehet tanácsolni. Verziószám, milyen főorsó, hogy van összekötve, melyik képernyőn mit állítottál be, analóg vagy PWM, esetleg plugin stb.
meglett a probléma. "P" értékét kellet átírni minuszra a probe beállításoknál.
krausz | 52
2021-06-09 12:28:01
[8359]
ilyen, elöző rossz kép
krausz | 52
2021-06-09 12:25:00
[8358]
Egy kérdés azért még lenne.
A z tengelyem bekötés után fordítva mozgott, én a az axis beálításoknál a "Dir"-nél kiválasztottam az Active low-ot, így jó irányba mozgott. Viszont most a szerszám magasság szondázásánál ha elindítom az érintő próbát akkor fordítva mozog. Lehetséges hogy itt is valami fordítva van bekötve a motornál?
HBS57 hybrid servo driver van a Z tengelynél. Nem én kötöttem be a motor részét, az már megvolt.
A HyPlugin-hoz nem értek, de ha minden jó, csak a másik irányba forog, akkor a cserélj fel két vezetéket a motorhoz menőkből, ezzel megfordítod a forgásirányt.
Hogy van összekötve az UC300 a frekiváltóval? A vezérlésből mennyi folyik a soros porton? Mivel hajtod a soros portot (makró vagy plugin, ha plugin, akkor melyik plugin, hogyan beállítva)? Satöbbi.
Most cserélem épp le a kínai STB4100 kínai mozgásvezérlőt uc300-ra. Már csak a főorsó behangolásával bajlódok. USB RS485 adapterrel kötöttem be a frekiváltót, kínai 2.2kw.
A probléma, hogy a főorsó pont fordítva forog. M3 és M4 is pont ellenkezőleg forog. Tud valaki ebben segíteni?
Köszönöm a segítseget egy win 7 re való driver segített neki edddig jó már csak a beégett motorvezérlőt kell cserélni..
dezsoe | 2919
2021-06-03 16:37:08
[8349]
Attól még, hogy integrált, szokott hozzá illesztőprogram létezni. Nézd meg az alaplap gyártó honlapján. A Windows driver csak arra jó általában, hogy a Windows megjelenjen és elinduljon. Az UCCNC használja a videókártya teljesítményét, de ahhoz el is kell tudnia érni.
Videókártya az integralt intel 82945g express,ez egy kis gyagyi gép, az baj hogy ez fér csak el a cnc gép hazaba nincs is bővítőhely az alaplapon a videókártyának.De ilyen baja nem volt az xp alatt,,,
dezsoe | 2919
2021-06-03 14:53:03
[8347]
Telepíts rendes videókártya illesztőprogramot, mert anélkül nem fog menni. (Rendes alatt értem, hogy a gyártótól letöltött, hozzávaló cuccot, nem azt, amit a Windows telepít.)











 )
)



 tudtam én, hogy ide kell írni
tudtam én, hogy ide kell írni