Tisztelt forumtarsak. Mini gravir 3018 gépre kellene közvetlen minta file. Milyen a formátuma ami azonnal futtatható?
navra55 | 221
2024-12-29 00:40:17
[3887]
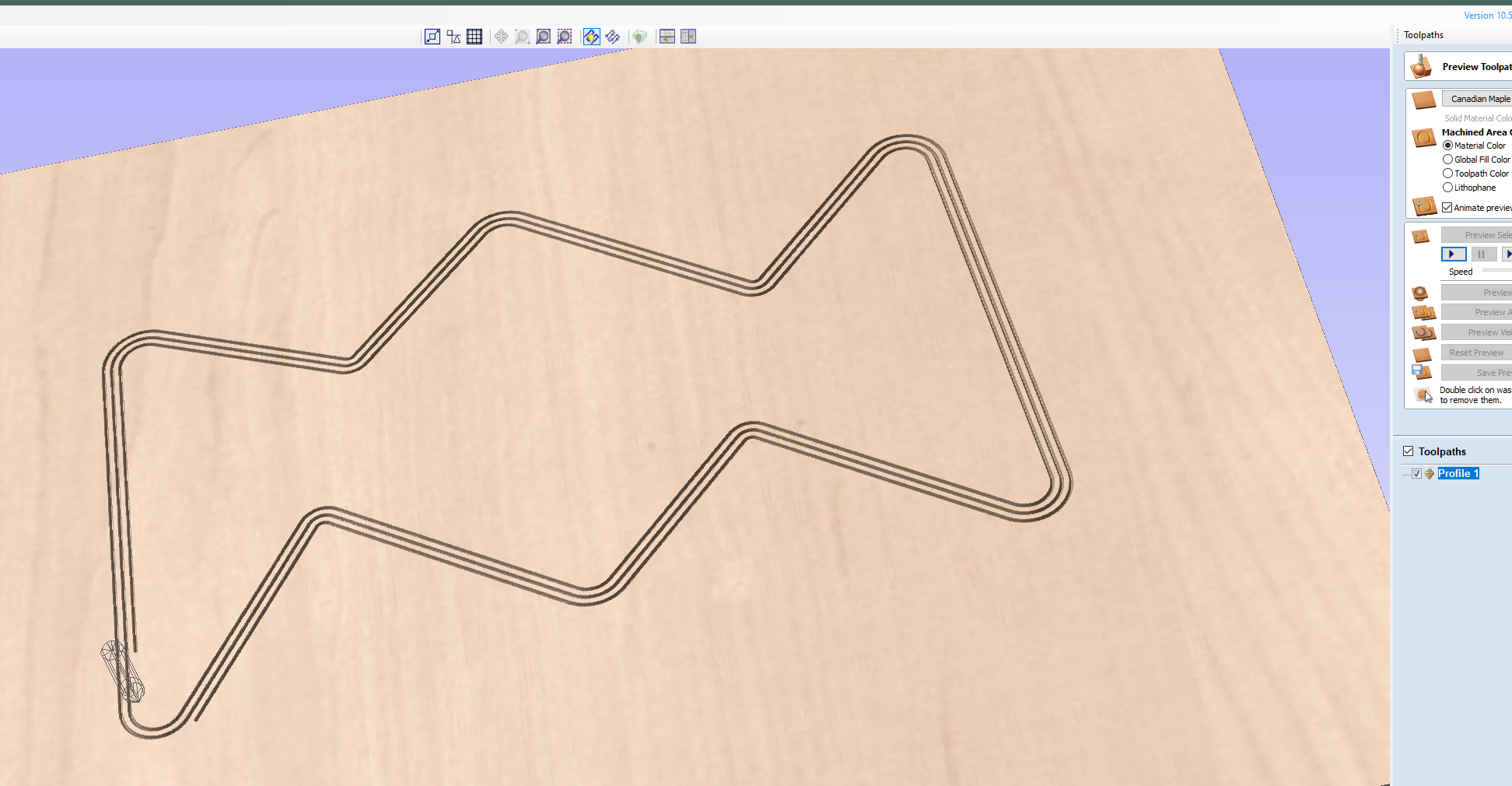
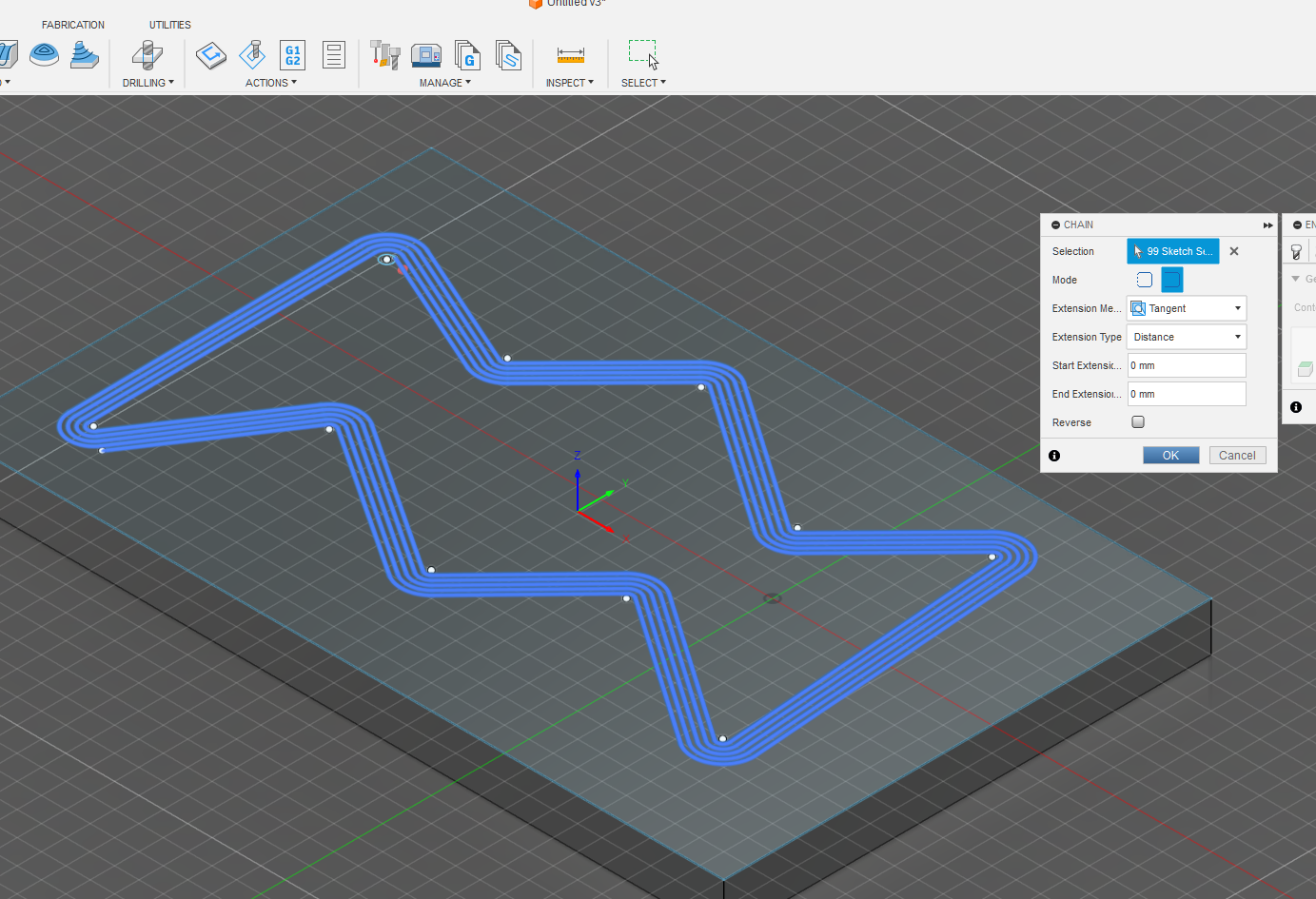
Végülis behívtam ASPIRE-ba , össze kellett "joint"-olni a görbét... és igy már van szerszámpálya. A feladat megoldva de nem elegáns... valami közvetlen G-kódos lenne szép...
navra55 | 221
2024-12-29 00:27:06
[3886]
jópofa és szerszámpálya egy szó...
navra55 | 221
2024-12-29 00:25:51
[3885]
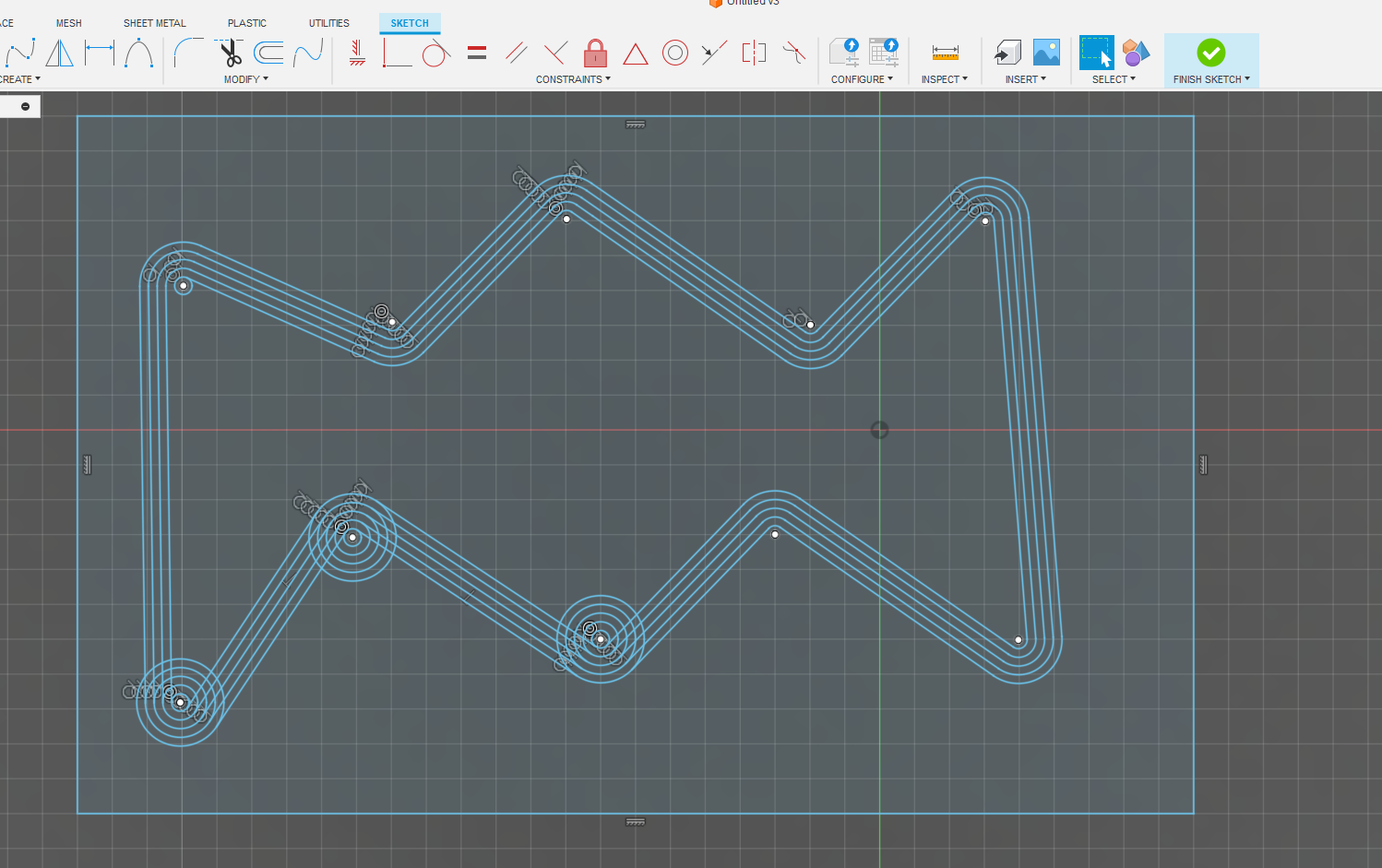
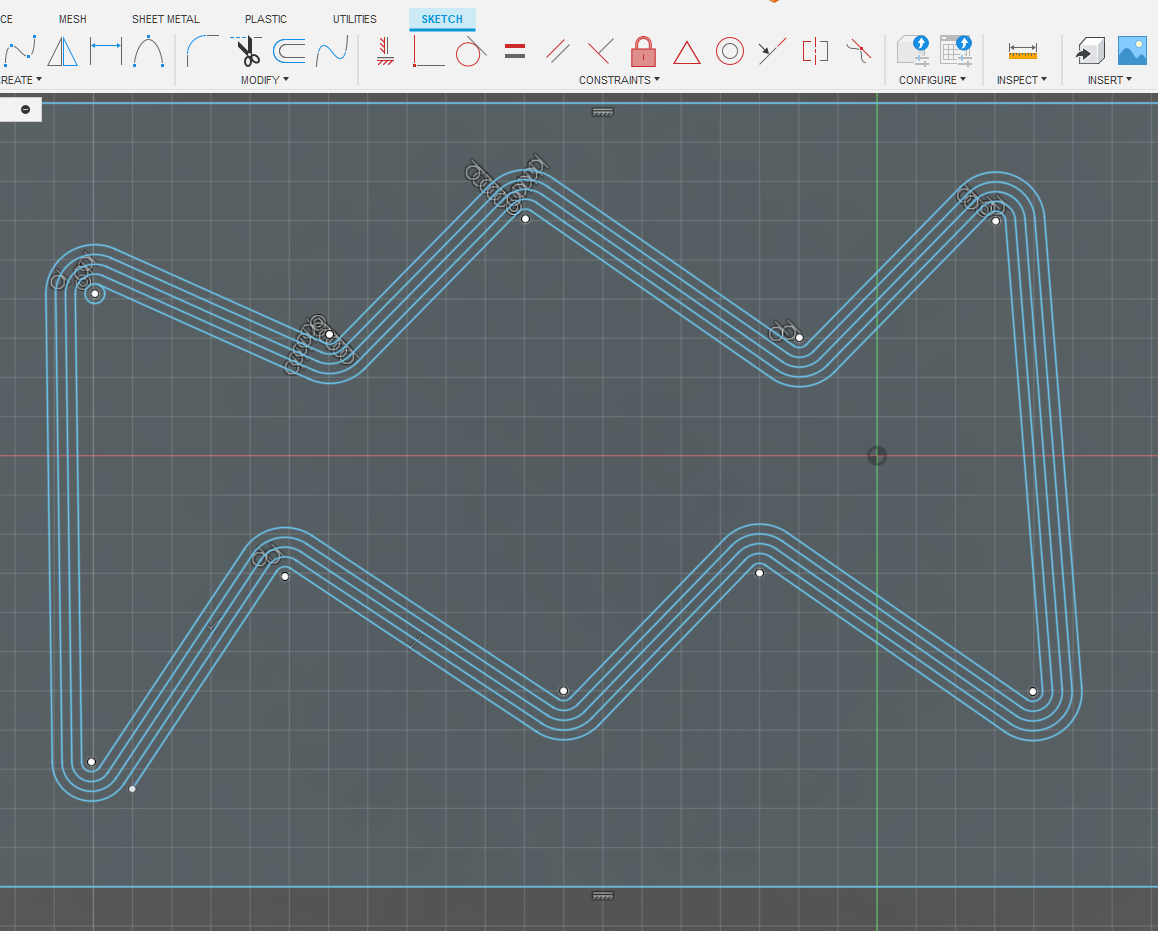
Egy kicsit agyaztam rajta, persze a megoldás nem elegáns...a FUSION-ben egy sketchben megrajzoltam.. ami elvi, de szerszám pályát már nem sikerült hozzá generálni...
navra55 | 221
2024-12-28 21:29:35
[3884]
Szép jóestét mindenkinek! Szokás szerint megint segítséget kérek a tanult programíró szakiktól.Láttam egy jó pofa videót, ahol az ecsetet egy vászon felett gyakorlatilag cnc maró asztalon fekvő vászon felett mozgatják. A kérdésem az, hogy vajon hogyan lehet hasonló rajzolatú szerszámpályát generálni, illetve G-kódot írni egy ilyen "ábrához"?
Boldog Újévet, és további kellemes pihenést kívánok ezúton is Mindnyájatoknak!
Robsy1 | 356
2024-11-04 07:21:11
[3883]
Szia!
A gravírozandó mintádat egy fekete/fehér képpé kell átlakítami, majd erről vektoros körvonal fájlt(, pl. HPGL) kell készíteni. Ezt lehet utána CNC G kóddá alakítani, amivel már tudod a CNC gépedet működtetni.
Üdvözlöm az urakat. Segítségre lenne szükségem. Van egy hobby cnc gravír gépem. Késkészítő vagyok, eddig a gépet napkorong fúrásra használta. Most gravír tűvel szeretnék sárgarézbe mintát gravírozni. Pontosabban a bicska bakniába . Aki tudna segíteni a kód megírásba hálás lennék.
Szervusz! Egy egyszerű bükkfa péklapátra szeretném gravírozni. NEM ragaszkodom a melléklet képhez, nekem egy kakaós csiga meg egy túró bátyú kellene dxf fájlban.
Ezt az eredeti képedet legélethűebben egy nagyobb felbontású szürkeárnyalatos fekete/fehér lézer CNC gravírozással tudod elkészíteni, mivel eleve ilyemi képet sikerült kimásolnod.
Mi a végcélod? Milyen CNC technológiával akarod ezt a képet megvalósítani, milyen anyagban? Ugyanis ehhez kell a képefeldolgzást/konvertálást igazítani.
Sziasztok! Tudna valaki a mellékelt képről egy használható dxf fájlt készíteni? A tányér nem fontos, a kakaós csiga meg a túros bukta a lényeg. Az ellenértékről és a fájlról privát üzenetbe kérem jelezni! Köszönöm! Dezső
eduard | 257
2024-07-02 03:54:51
[3872]
Miért nem nyomtatod? Tudok neked többféle gyantát, vagy műanyag filamentet mutatni, ami megfelelő lehet.
Méhsejt vektor fájl (dxf jó lenne) van esetleg valakinek?
Köszönöm szépen előre is!
Vetesi75 | 1724
2024-06-23 22:34:04
[3868]
Talán külső-belső átmérőt és szabad élét első megfogásból, és másodikból visszaoldalaznám. Tartok tőle, hogy az alakhiba miatt másképp nem fog beleférni a vastagság az egy tizedbe.
Sziasztok. Abban szeretnék segítséget kérni,hogy ti milyen sorrendben munkálnátok meg az alábbi alkatrészt? 2felfogással készülne. Fanuc vezérlő. Köszi előre is.
Ttibor11 | 111
2024-05-29 23:47:32
[3866]
Porcelán nem is feltètlenül kell. Kemènyebb acèldrótbol hajlított vezetőszem sok èvet kibírhat. Ha mègis kell, a horgászbothoz való biztosan olcsóbb. A rugós feszítőt pedig lehet imitálni. Csavar felfelè áll, teszünk rá 2 alátètet, ès az alátètek közözt vezetjük a fonalat. Ha nem elèg szőrös, teszünk rá mèg valami súlyt (nagyobb csavaranyát, vagy mèg nèhány alátètet). Így elèg precízen ès egyformára be lehet állítani a szálfeszessègeket. Nèha ki kell majd takarítani őket, mert a felgyülemlett szösz miatt lazuzhat a szál.
Egyenként kell. A saját gyártásra is sor kerülhet, de nem sikerült még kiagyalnom legalább elvileg működő és általam legyártható megoldást. A feladat nem a feszesen tartás. A fonal tekercsen van, a tekercs meg egy szögön pörög, mint a varrócérna a varrógépen. Amikor a gép húzza a szálat, akkor mindig ránt rajta pár mm-t, amikor hurkolja, akkor belazulhat, sőt be is kell lazulnia. Viszont rántáskor egy kis csipesz szerű feszítő között csúszik át. Ennek a csipesznek a szorítóerejét precízen össze kell hangolni, különben nem működik a varrás, és a szövés sem. A varrógépen csak két szál van, nekem sokszáz kellene.
Csak húzáskor kell egyformán jönni a szálaknak. Az a 16 tárcsapár egy tengelyen tetszik, de ugye nem állíthatóak egyenként? Nekem az egyenkénti finom állítás is fontos lenne, mert el tudok képzelni olyan szövet felvetést is, ahol a láncfonalak különböző minőségűek, és/vagy különböző vastagságúak.
Ami a külön képen van, az műszakilag tökéletes, de aligha fér bele a költségvetésembe, legalább nyolc alkatrész!
Azok a lila vezetőgyűrűk (porcelánok?) vásárolhatóak külön? Drágák? Mármint drágábbak, mint a horgászbothoz valók?
Egyenként gondolod? Te készítenéd? Iratkapocsból hajlítanék, valami vascsőből darabolt súly, azt gyűrűként ráhúzni. Ha sokkal erősebb kell, akkor bicikliküllőből.
Gyerekkori álmom egy házi készítésű szövőgép sok szállal, amiket egyenként lehet feszesen tartani. Ehez kéne rengeteg kicsi, olcsó feszítö. Többszáz, max ezer darab. A textiliparból csak a háztartási varrógépet ismerem, annak az alsó szálfeszítőjéhez hasonló bigyó megfelelne.
Nem tudod véletlenül, hol lehet ilyesmit kapni, vagy miből lehetne bontani?
Esetleg van valakinek ötlete, hogyan lehetne alkalmas céleszközt gyártani? Darabonként 20 forintnál nem kerülhet többe.
Hímzögépet èpítenèk, de nem vagyok nagy g-kód mágus Egy x-y keretmozgatót ès egy kb.600 ford/perc tengelyt kellene szinkronba hozni párhuzamos porton. Működhet-e a dolog úgy, hogy az optikai èrzèkelőt a probe bemenetre kötöm ès valami hasonló parancsokat írok: G00 X10 Y10 G38.2 Z0 G00 X10.5 Y9.5 G38.2 Z0 . .
Elèg gyors lehet ez így a másodpercenkènti 8-10 lèpèshez, vagy kell az M66?
Köszönöm a segítséget!
Thomas35 | 80
2024-04-07 14:21:22
[3859]
Sziasztok!
Hatalmas segítségre lenne szükségem. Egy régi Okuma eszterga OSP-5000L vezérlőhöz esetleg tudna valaki letölthető manual linket adni vagy valami hasonlót? Amiket talàltam azok mind vagyonokba kerülnek sajnos. Nagyon szépen köszönöm a segítséget előre is!!
MacGyver | 140
2024-04-03 20:47:14
[3858]
Sziasztok, Tudna valaki küldeni nekem pár Vadásztrófea tartós STL fájlt/ relief-et ? őzikéhez/ vaddisznóhoz.. Esetleg cserébe tudok küldeni pár mindenféle jobb minőségű relief-et. Ha van valamid, akkor írj rám és tudunk osztozkodni mondjuk gugli driven megosztáson keresztül.
Thomas35 | 80
2024-03-26 19:02:56
[3857]
Szia!
Igen sikerült megoldani a problémát! Nagyon szépen köszönöm a segítséget!!
:) Alkalmazottként olyan eszközökkel vagyok kénytelen dolgozni, amit biztosítanak... (Kb. 1 hónapja körvonalaztam a "béna vagyok" #51312-ben munkánk "sokszínűségét". CAM: Nemrég a kollégákkal szóba jött, hogy ez irányban is kellene fejlődni és ezt tolmácsolni is próbáltuk felfelé, de még a vártnál is rosszabb reakciót váltott ki.)
Plazmavágáshoz annak idején készítettem csőáthatás G100 feletti feladatorientált kódokat. Egy soros G kóddal kimarja/kivágja az alakzatot a vezérlő. Néhány ezzel kapcsolatos megoldás videóval is illusztrálva itt található: Robsy G kódok plazmavágás (forgácsolás) cső áthatás görbékhez.
Ezen elv alapján vannak G kód generátorok is, amik lefejtik a C, Z, X koordinátákat a C tengelyes esztergádra.
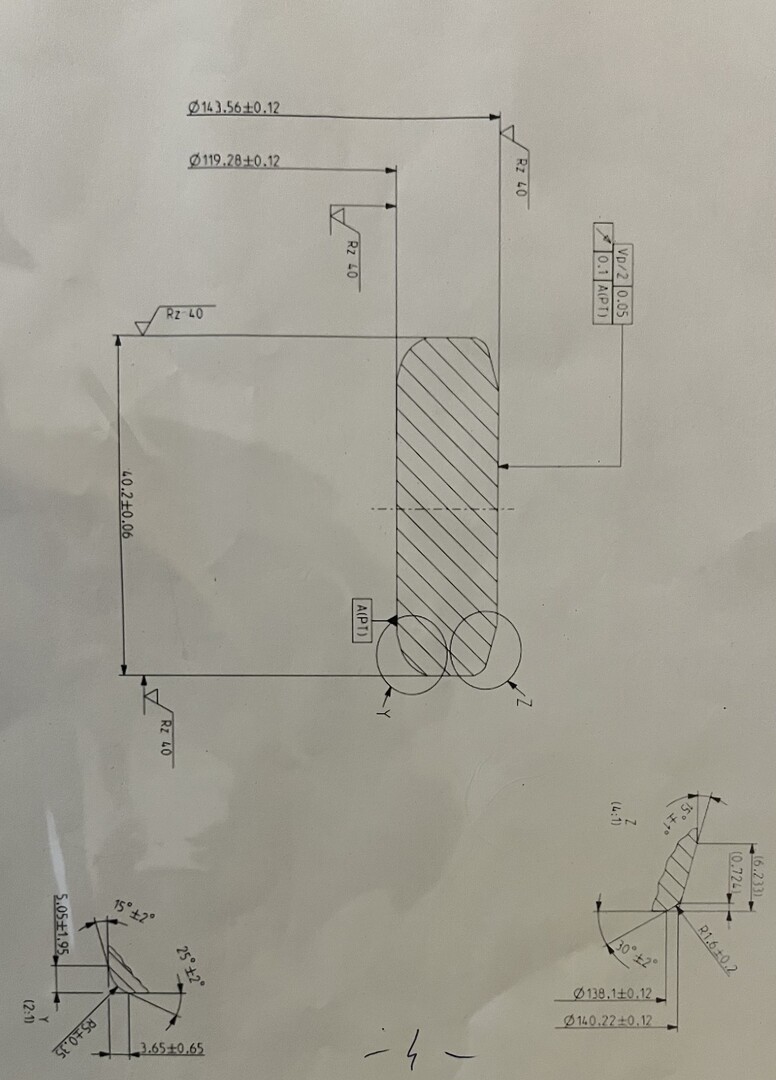
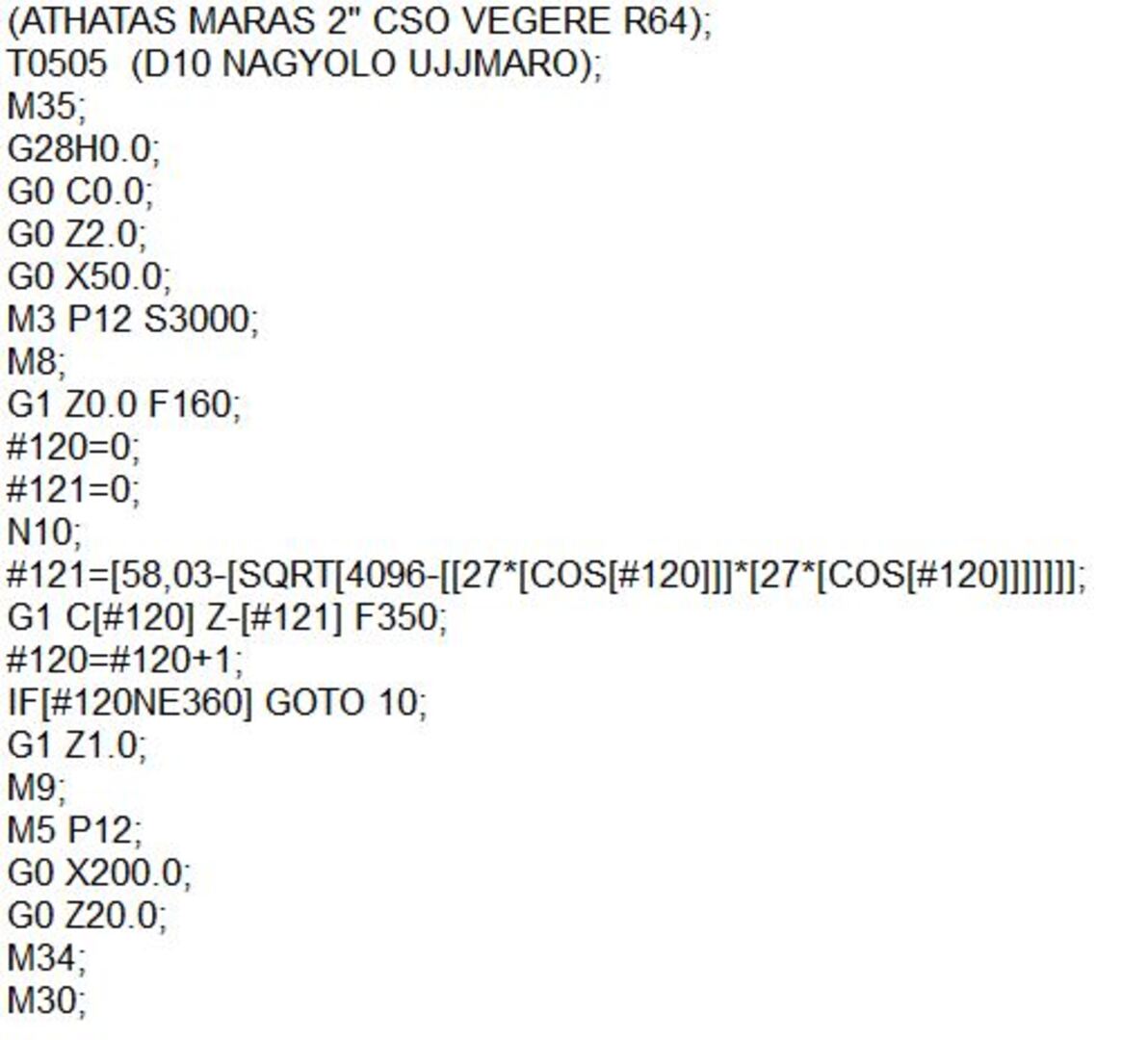
Ez a kód kisebb módosításokkal lefutott, de mozgás annyira szakaszos volt, hogy forgácsolni nem lehetett vele. Ha nem közvetlen követi egymást a két mozgás parancs, akkor megtorpan a technika. Mondatonként futtatva kinyertem belőle papírra a koordinátákat, amit direktben, folytonosan egymást követő G1 sorokba visszapötyögtettem és íme, kisimult a mozgás - miden happy! (Jeleztem is a hegesztőknek, hogy ne sokat variáljanak, mert egy programmódosítás alsó hangon két óra hosszába telik. ) A maró csak a levegőben kószál a videó kedvéért, mert nem lehetett átlátni az üvegen az egybefüggő hűtővíz tömegen:
Ez még mindig Fanuc eszterga. A holnapi próbálkozás. Kívácsi vagyok rá, hogy mit tudok összehozni belőle. Tudom, hogy így merőleges lesz a vágás a palástra, de mindenféle módszerrel sziszifuszi munka és próbálnék gyorsítani rajta. Elég vékony falú csőből van, meg különben is, a hegesztő legjobb barátja a hézag - áldásukat is adták a szisztémára, csak haladjunk. (Ha jól látom még van benne egy előjel hiba is.)
Bocsánat majd elfelejtettem, Doosan Fanuc vezérlő.
Thomas35 | 80
2024-03-18 13:46:47
[3844]
Sziasztok!
Tudnátok segíteni? Doosan cnc esztergàn szeretnék lapolàst készíteni de eddig csak Okuma vezérlőn dolgoztam . Anyag d30, lapolàs sw24 10mm hosszon, szerszám D10 4élű vhm maró. G kódokkal szeretném valahogy kivitelezni.
Köszönöm szépen a segítséget előre is!
Robsy1 | 356
2024-02-21 06:42:48
[3843]
Nagyon tanulságos, és érdekes, ha 4 esetet tesztelünk. Az út felbontás mindig legyen 100 step/mm.
Vezérlőprogram: ? Eset F kód(mm/min) a max (mm/s2) Futásidő (s) 1. 60 1000 ? 2. 60 10000 ? 3. 600 1000 ? 4. 600 10000 ?
Mivel a Fórumon elég sokféle vezérlővel (pl. Mach3, LinuxCNC, GRBL, ...) rendelkező felhasználó van, és a CNC technológiák is változatosak (3D nyomtatás, esztergálás, marás, lézergravír/vágás, ...), jó lenne ha felsoroltakra is jönnének teszt adatok.
Ja igen... és amíg a hobbyvezérlővel ellátott gép a kívánt pontossággal legyártja az alkatrészt addig a felhasználót nem érdekli a műszaki háttér.
Persze van az is, hogy amit nem tudunk az nem fáj. Adott esetben ha be lehet bizonyítani hogy a másik pontosabb, gyorsabb, felhasználóbarátabb és nem sokkal drágább akkor van esély rábeszélni a váltásra a tulajt.
Fafaragó ismerősöm is nagyot csodálkozott amikor ugyanazt a kódot lefuttatva előjöttek részletek a reliefjén egy másik vezérlővel.
Persze ez a részét tudjuk, és igazad is van a horror árak miatt. Hiszen így használhatóvá válik a jó öreg gép, komoly mechaniával, és ez a legfontosabb.
Csak sokan azt hiszik, huhhhh milyen minőségi váltás ez. Pedig irányítástechnikailag visszafejlődés. De mint tudjuk a hobbysta a jég hátán is megél, és "furmányos" ember, és őt csak a "működés", felhasználás érdekli minél olcsóbban, mint elsődleges szempont. Ha pedig betartjuk és tudjuk a vezérlés, mozgás dinamika adta határokat az adott gépre, nincs is azokkal semmi baj legyen az egy mezei léptecses vagy szervós step/dir hajtás.
"...a hobbysta korszerűsítés jegyében valaki lecseréli a régi ipari CNC vezérlőjét egy akármilyen step/dir-esre"
Nem! Azért cseréli le, mert nem javatható és/vagy csak horribilis árakon tudná megoldani az eredeti felélesztését.
Bár volt a körömben egy 86-os évjáratú Hurco Ultamax-2-es vezérlővel amit kínkeservesen sikerült életre keltenem, de a tulaj 1 hét után azt mondta képtelen azt a vezérlőt használni, pedig van vagy 6-7 típusú vezérlője. Tehát itt a kezelhetőség volt az ok.
Az ipari gépek tele vannak spec alkatrészekkel. Egy Fanuc 0T-s alaplapot 2,2 milló forintért javítottak meg a közelmúltban, ki kellett küldeni Luxemburgba mert a magyarországi szervizek feladták. '88-as eszterga, de célfeladatot teljesít, nagy cég, kibírták.
Ha egy hobbysta MÉH telepi áron megvesz egy ilyen hibás gépet, valószínűleg csak a hobby vezérlő lesz neki a járható út.
"Jelen tesztnél 1 lépésről, egy stepjelről beszélünk, hiszen ez követekezik a G kódból. És ahogy írtam, eleve ez a teszt kód célja, hogy a különböző step/dir vezérlők (Mach3, LinuxCNC, ... ) mit kezdenek egy ilyen teszt kóddal. Ha ismerjük az 500 db oda-vissza elmozdulásból álló mozgássorozat végrehajtási idejét, abból is már sok következtetésre juthatunk, és ezt a mérést egy stopperrel vagy a kijelzett futási ablak adat alapján mindenki el tudja végezni, akit érdekel a téma."
Az eltelt idő minden számítógépen más és más, nincs egységes órajel, éppen mi fut a háttérben az operációs rendszeren. Hogyan van konfigurálva a vezérlő program és minden más. Beállított paraméterektől: mennyi idő van beállítva az irány és a lépés parancs kiadása előtt, mennyi a max kiadható imp. száma, igy az eltelt időből mire is lehet következtetni? A program a G kód szerint ki fogja adni a megadott digitális jel mennyiségét, itt az 500-500db négyszögjelet és irány jelet.