'NYÁK készítés' téma, 4991. hozzászólás Itt írok róla és a fotója is itt van. 6-os húzott anyagba belefúrok, 3-assal kezdem 3,15 és 3,2 ami csak 3,18-as valójában. Így a tű nem lötyög, és nem is szorul. A rúgó a tű után van a furatba, 2,2 fúróra hajtok 0,2-035 közötti huzalból, anyaga ellenállás huzal, de a közönséges réz zománchuzal is megteszi. Elöl-hátul műanyaggal le van zárva. Elől a kupak megakadályozza a tű elfordulását is.
A grtű 10-40grammal nehezedik a panelra 1-2-3mm mélységű benyomáskor. P20 lakknál már a 10gr is elég, de vastagabb festéknél és 600mm/p-nél növelni kell a nyomóerőt, akár 35gr-re is, mert különben a festék tetejére feljön. Én ezt a mélységgel oldom meg, lenyomom 2-3mm-ig a tűt, és ott már 30gr-rel nyomja.
A gravírtű nagyon fontos része a műveletnek, csak erre a célra alkalmas grtű nem lukassza ki a rézfóliát, különösen a 18 mikronost. A tűnek nem szabad a vágóélnél magasabbnak lenni vagy csak alig észrevehető mértékbe, mert akkor forgácsolja a rezet is. Kell egy 6-os ER11-es patron, ha nincs.
Biztos lennének még kérdéseid, keres magánba, akár csinálhatok is egyet!
Hyperol tablettát vegyél 100db kiszerelésben kapható, nagyon sokáig elég. Közvetlenűl a sósavba teszed. Minnél többet raksz bele annál gyorsabb a maratási sebesség. 4-5db elég 100x100mm panelhez. A sósavat nem kell cserélni újra felhasználható sokszor.
Ertem. Bemutatnad milyen modszerrel rugoztatod a gravirtut? Nem hatrany, ha nem kell vegigtapogatni elozetesen a nyak feluletet. Leporolom a 3018 pro-t en is. Kiserletezes sok idot vett el, ezert felre raktam.
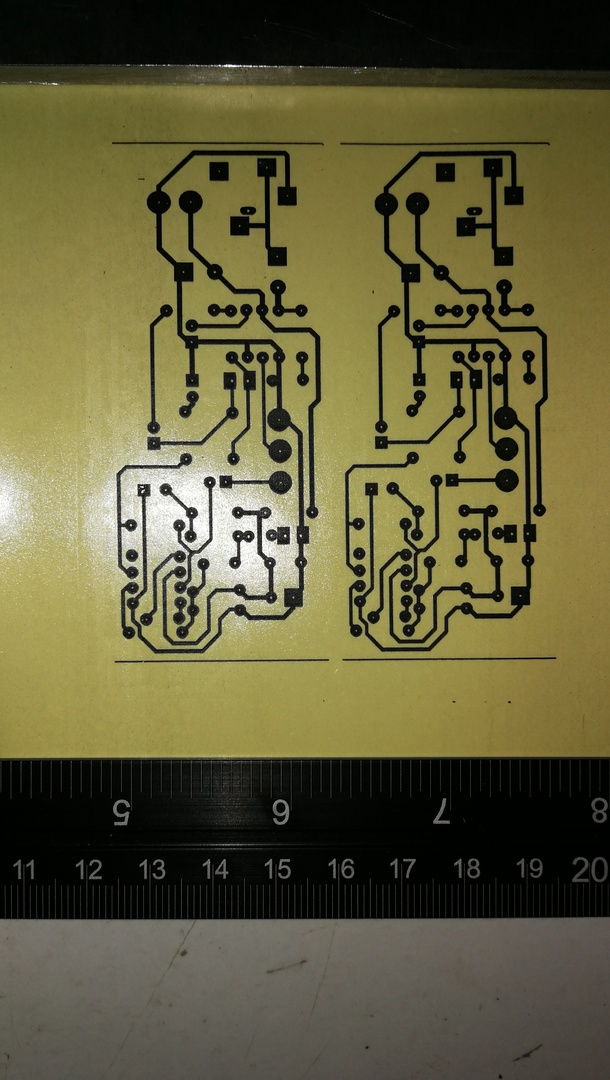
A fölösleges lakkot gravírozom le a rézfóliáról, utána vegyszeresen maratom le.
Nekem ez a megoldás tetszik a legjobban. Van egy pár előnye a közvetlen réz lemaráshoz képest. A vegyszeres maratás hátrány, és a festés, ha zöld védőlakkot használok, akkor azt nem kell leszedni utólag. Maratáskor mivel általában a másik oldalt úgyis lemaratnám, mivel kétoldalas a nyáklemezem, és csak általában egyik oldal kell. Így ez sem hátrány most.
A döglött P20 lakkal egész jól működik, ha keményre ki van szárítva, és a gravírtű éle is jól van köszörülve.
A legjobb a zöld lakk, ezt acetonnal felhígítva ráfújom, ez kőkemény lesz UV szárítás után, és ez nagyon szép kontúros éleket ad. Azután maradhat is rajta védelemnek, nem kell lemosogatni, mint a többi festéket. Egy vékony réteget még esetleg fújok rá, hogy ahol lemarta a rezet ott is zöld legyen.
A többi festéknél általában kiszakadozik a széleken. Persze az is lehet, hogy egy hónap után, mikor már teljesen kikeményedett a festék jó lenne.
Ez a hiba azért nem olyan borzasztó, de a zöld védő lakkal, és nem gyors sebességgel a kontúr marásnál, fotó minőség szerű eredmény érhető el.
Szevasztok! Tudja valaki,hogyan lehet most 35%-os hidrogénperoxidot vásárolni? Sajnos nincs olyan fodrász,borász,vadász ismerősöm aki segíteni tudna.Már hozzászoktam ennek a használatához,és jó lenne még 1-2 liter belőle.
keri | 14086
2023-02-01 07:27:13
[5106]
Jó, de ehhez minek a fotólakk? Bármilyen lakk megfelelne ehhez.
Amúgy a kedvencem amikor lelakkozza, lézerrel lepörköli a lakkot, és utána maratja, de ugye ehhez is sok eszköz kéne ami nekem nincs.
Régebben úgy csináltam a nyákot hogy öntapadós tapétával leragasztottam és késforgatós plotterrel Mach3-al kivágtam és kiszedtem. Sósav hidrogénperoxid tablettával kimarattam. Macerás de jó volt.
Most meg lelakkozom fotólakkal és amit itt láttam rugós gravirtűvel lemarom a lakkot savval meg a rezet. Ez a legjobb. Picit hosszadalmas viszont mindig sikerül elsőre.
keri | 14086
2023-02-01 07:15:23
[5104]
Az időzítés sokmindentől függ. Anyag, film, lámpáktól, szavatossági időtől, még a leszorító üveg UV áteresztő képességétől is. Amikor összeálltak az ember eszközei, kell egy expozíciós tesztet csinálni, úgy be lehet lőni a legjobb minőségűre a levilágítási időt.
Fotózásnak valóban nincs párja minőségben és reprodukálhatóságban. Ha az ember sokat foglalkozik ilyesmivel, akkor célszerűbb ez a technológia, de ugye ahhoz kell egy csomó dolog, eszköz amit az alkalmi NYÁK készítőnek felesleges lenne, főleg ha nincs is hova tennie a kis lakásban. Egy lézer nyomtató, körömlakk lemosó, vasaló, újságpapír meg gyakran akad. Ez a jó ezekben a DIY technológiákban, nem az hogy versenyképes a profi módszerekkel.
Ez igaz viszont a minőség is tükrözi ezt , volt hogy 3* 4* is ujra kellett vasalni laminálni a nyákot és akkor sem volt tökéletes, ha magadnak csinálod és ráérsz ,maximum morgolódsz kicsit és folytatod. De ha megrendelték és ma készen kell legyen akkor nem engedheted meg magadnak hogy egy film kispórolása miatt időt veszíts . Egyébként a lézernyomtatóval nyomtatott film is tökéletes lehet ha a DRY fólia kellő ideig van csak világítva nálam 45s volt ez az idő
Próbáltam fénymásoló papírral, mert műnyomót nem találtam, de nekem pocsék eredmény volt biztos meg van a trükkje. De ha jó a technológia azzal biztosan egyszerűbb mint az újságpapírral szórakoznom.
Én csak a két átlós sarokban lévő rögzítő, pozicionáló furatot fúrtam ki maratás előtt, mert rontja a forrszemek minőségét a maratás, meg a furatban az esetleges marató anyag maradvány sem segíti a tartósságot. Persze amikor kézzel rajzoltuk a nyákot, akkor előre kifúrni volt a legegyszerűbb, mert könnyítette a rajzolást, tehát működni fog. Még a tanműhelyben is így csináltuk, de a tanárunk felhívta a figyelmet erre a problémára. Én ezért figyelembe vettem és nyomtatásnál/fotózásnál már nincs jelentősége az előre fúrásnak. Sőt igazából én a forrszemek közepén a lyuk átmérőt is úgy terveztem, hogy optimálisan megvezesse a fúró hegyét, így hajlékony HSS kézifúróval is gyorsan és pontosan lehet dolgozni.
Ezt ne gondold hogy nem nyomtatófüggő ! Minden tonerporhoz más keverési arányú aceton-alkohol keverék passzol. Amikor ment a "vita" a hobbielektronikán a technológiákról mindet végigpróbáltam . A DRY fóliának nincs "ellenfele" a hobbi nyákkészítésben . Maximum a PNP fólia léphet a nyomába de az meg nagyon drága .
A hobbielektronikan egy ugyes forumozo tarsjnk mezei fenymasolo papirrol viszi at a toner port a nyakra. Gyogyszertari alkohollal permetezte es kifogastalan minosegben atvitte a lenyomatot es ki is tudta hazilag maratni. Tikkimaci, vagy tikimaci neven van/volt video rola youtube-on. Elraktam a modszert, mennyivel egyszerubb, reprodukalhatobb, mint a vasalasos. Nem nyomtato fuggo, stb. Na, pont azota nem gyartottam mar egy fia nyaklapot sem hazilagosan... Telefonrol irok, nem talalom a videot persze. Hatha valaki tudja linkelni. Tanulsagos es faek egyszeru modszer.
kaqkk007 | 1567
2023-01-31 20:33:48
[5093]
Ezt a technológiát használtam vagy 8 évig amíg csináltam nyákot , nálam az első lépés a cnc fúrás volt ezután jött a többi (kifúrt nyákra egyszerű volt két gombostűvel illeszteni a filmet )
Kb 4 éve voltam a Budai féle nyomdában beszéltem a tulajjal ( Budai ) nem vállalnak síkfilmet . Valami modern lézeres technikával csinálják a klisét egy gyárilag előérzékenyített lemezre . Miskolchoz legközelebb Tiszaújvárosban van ( elvileg ) egy üzem de azt hiszem már ott sem vállalnak filmet
Itt nálunk a a Videopix-nél500 Ft / A4 volt tavaly. Délig elküldöd e-mailben a PDF-et, délután küldik futárral a filmet.
Lakkozni már rég nem kell. Veszel fórumtársunktól DuPont fényérzékeny fóliát és egy 5 ezer Ft-os laminálóval rálaminálod a NyÁK-ra. 1-2 perc alatt levilágítod, NaOH oldatban előhívod, hőlégfúvóval megszárítod és már marathatod is.
Hibamentes, pontos végtermék.
Egyszerre érdemes nagyobb darabokat lelaminálni, később ollóval méretre szabhatók. Akár 1 év múlva is felhasználható ha sötét helyen van. Nálam egy karton mappában vannak télen 0 nyáron +35 fokban.
Igen, nekem is van egy NYÁK centrifugám amit egy régi wincseszterből csináltam. Pont optimális a fordulata. Ezzel az volt a technika hogy víz alatt alaposan lepucoltam VIM-el, így vizesen felraktam, megpörgettem, az le is csapta a vizet, ráfújtam a fényérzékeny lakkot, szépen elterült, pár perc alatt a forgás közben meg is száradt hőlégfúvóval rá is melegítettem. A forgás miatt nem ragadt bele egyetlen porszemcse sem és egyenletes volt a lakk réteg.
Ez után egyből raktam a levilágítóba, mert frissen jobb volt az érzékenység és a kontraszt. Egy 10 másodpercenként 1 centit elmozdított árnyékoló lemezzel teszteltem az új alapanyagokat, mennyi az optimális exponálási idő. Így nagyon jó minőségű volt a rajzolat.
Én tintasugaras nyomtatóval és hozzá való írásvetítő fóliával csináltam meg a filmet. Gyakorlatilag amit a nyomtató ki tudott nyomtatni, az a maratásban is megjelent. Később lézer nyomtatóval sima fénymásoló papírra nyomtattam amikor már nem volt jó a tintasugaras nyomtató. Azt "Transparens" spray-vel lefújva szintén jó eredményt adott. Persze sorozatgyártásnál a rendes film, tartósabb, de én csak egyedi vagy kis példányszámú dolgokat csináltam, oda egyszerűbb volt így.
Egy gravírozót én is elkezdtem építeni, ami jó lenne NYÁK gyártásra, de mint oly sok minden ez sem lett befejezve. Bár igazából nem tudom miért. Csak az Y hidat kéne felcsavarozni az asztalra, meg kinyomtatni a motortartót az asztalhoz.
Régebben én is használtam transzfer fóliát, de drága volt, és egyszer használatos. Műnyomót én is hallottam, de soha nem sikerült beszereznem, igaz nem is hajtottam túlzottan. Aztán kolléga mondta hogy a 18. kerületi önkormányzati magazin a elég jó a célra
A 80 as években külön labort csináltam a munkahelyemen ahol profi módon gyártottam a fotózásos technikával a nyákot . Alacsony fordulatú centrifugában állítottam be a lakk egyenletes vastagságát . Azután adott idejű adott hőfokú szárítás labor szárítószekrényben . Akkor még lehetett kapni síkfilmet és képes voltam jó minőségű klisét csinálni . A pauszos módszert sohasem szerettem .
Ma már nem lehet síkfilmet kapni és Miskolcon nincs senki aki vállalna levilágítást . Én ha kell marom a nyákot , de a gépem kb 4 km re van a lakásomtól ( a műhelyemben )
Szeretnék csinálni valami itthoni megoldást. A vasalós technika pedig ( szerintem ) érzékeny a másológép fajtájára és a tonerre ( legalábbis az én (lézer ) másolóm nem alkalmas erre. A linkelt technika szerintem könnyen után építhető de a lényeg a részletekben van .
Műnyomó papírt használtam erre a célra. Most viszont rendeltem kínai "transzfer" fóliát, azt a sárga kinézetűt. Nagyon hasonlít az egyik oldalfelülete a vulkanizálók által használt szeparáló papírra. Azt a sütőlapok, és a vulkanizálandó gumiheveder közé teszik, így akadályozzák meg a kettő összegyógyulását. Hőálló teflonbevonat van rajta, így nem tapad a gumihoz sem. A lézernyomtató nem örült neki, ahogy jött kifelé, úgy vált el a nyomat a hordozótól. Ha viszont alkoholos áttörlés után tettem be, tökéletes lett a nyomat. Ugyanez elmondható a sárgáról is, tehát előzetes tisztítást igényel.
Mint az eredeti hsz-ban is olvashattad, a lötyi egy kb 70°C-ra melegített valamilyen viasz. Ezt a video alatti hozzászólásokra adott válaszokban Adam Sitkowski írja, aki 11 évvel ezelőtt követte el mindezt.
Bár a fotózás is gyors és könnyű módszer, de igényel némi tapasztalatot, és eszközállományt, amit lusta vagyok előszedni, manapság. Ráadásul a fotolakk is hajlamos megromlani ha 10évig nem használom Ezért most a kedvenc módszerem, az hogy van egy fényes, de vékony papírú reklámújság. Ennek a lapjára nyomtatok lézernyomtatóval. Ezt ráteszem a NYÁK-ra, és papírtörlővel egyenletesen rásimítva átvasalom. Konkrétabban a 3D nyomtató fűtött asztalára rakom fel, lesúlyozva és ott hagyom egy fél órára 130fokon. Aztán amikor kihűlt fogom beledobom egy tálca vízbe pár perc alatt leesik a papír, és marad a toner. Ez meg már mehet a vaskloridba.
Ez a jellegzetes színű lila festék szerintem egy spéci keletnémet gyártású tus tollba való alkohol oldószeres, maratás álló tinta. Valahol még van is egy fél üvegcsével. Még a 80-as évekből maradt, de azóta sem találtam hasonlóan jól működő anyagot. Rotring csőtollal elképesztő jó minőségű nyákot lehetett rajzolni vele. Gyönyörű kontúrok, zéró alámarás. Lemosni sem kellett a végén, mert könnyen átforrasztható. Szerencsére beszáradás sem probléma, mert alkohollal újra oldható.
Viszont manapság már vannak sokkal kényelmesebb és gyorsabb módszerek is, szóval inkább érdekes.
Tudom hogy 20 éves technika de nekem tetszik . Szívesen konzultálnék a videó feltevőjével de nem jelentkezik . Olvasztott ( 70C fok) viasz ( színezett méhviasz? pecsétviasz? ) az anyag . A tartály közepén lévő recézett henger + csavart szár az érdekes benne . Vajon használ súlyszelepet ?
ANTAL GÁBOR | 4685
2023-01-19 09:25:30
[5078]
Köszönöm ! ez a gombos módszer is jól működik . Lassan beletanulok . üdv G
A makró könyvtár alatt jobbra szélen van egy gomb, TOP felirattal, mintha egy nyomógomb teteje lenne. Azzal bármelyik alkatrész átvihető a másik oldalra mint amin megjelent. Ez egy kapcsoló, amig nincs visszanyomva, mindig az adott oldalon jelenik meg. Vagy: jobb klikk, "Set to layer..." és ott az adott oldalra lehet mindent rakni. (A zöld a C2)
Egy időre feliratkoztam a videókra, de miután megnéztem vagy harmincat és semmi újdonság nem volt benne, meguntam. Azért azt megjegyzem, hogy fizikai fájdalmat okoz, amikor ilyen szintű precizitással elkészítenek egy panelt, majd az alkatrészek lábméretétől függetlenül minden furatot kifúrnak 1-esre. Amelyik alkatrésznek nincs válla, az akár át is eshet a furaton...





 biztos meg van a trükkje.
biztos meg van a trükkje.