Adódott egy problémám, hátha tud valaki segíteni. Nyomdászként könyvek borítójának aranyozását kellene elkészítenem. Régebben ez a technológia úgy nézett ki, hogy az ólombetűt megmelegítettük, és egy aranyozó fólián keresztül rápréseltük a könyvre. Az ,,aranyfüst" levált a hordozó fóliáról, és a betűk helyén rajta maradt a borítón.
Ezt a feladatot kellene elvégezni ólombetű nélkül. A mechanikus része menne, de hogyan lehetne gyorsan ki-be kapcsolgatható melegítő eszközt készíteni, amit a fóliára rá is kellene nyomni? (A hőfok kb. 120-130 fok, a nyomás minimális, mint a ceruzával való írás.)
Lehet, hogy ennek a feladatnak semmi köze a lézerhez, azért írtam ide, mert egy gyári gép leírása diódát emleget.
Ha valaki tud erről valamit, vagy van ötlete, kérem, írja meg. Köszönöm!
remrendes | 4073
2021-02-16 09:38:26
[18428]
Köszi! Azt tudtam csak, hogy plexi lemezt nem ajánlatos vágni.
Vágott már valaki 0.5-1mm vastag PTFE (esetleg POM) lemezt?
NorbertoEco | 2
2021-02-15 23:52:30
[18425]
Igen néztem. Kértem árajánlatot Epilog Zing24 40W gépre és 4,4 millió+áfa ami sok, és sokára térülne meg az ára, de cserébe megbízható. Egyik kiszemelt EZ1 Másik EZ2
Nem csak hobbi célra szeretném. És ezért kérném a tanácsotokat. Esetleg tudtok konkrét weboldalakat ahol érdemes nézelődnöm?
Az RF csöves gépek még használtan is 1,5 milliótól indulnak,mindenben jobbak mint a DC csöves, csak hát elég drágák. Ha sok felesleges pénzed van, akkor, persze akár hobby célra is vehetsz RF csövest, de az inkább ipari felhasználásra való.
Sziasztok! Még viszonylag új vagyok a témában, de pár éve használok egy kis mini Kínai 15W-os lézer gravírozót. Sokat próbálok olvasgatni a témában és tudom, hogy van RF és DC gerjesztő lézerforrás. A fő dilemmám az, hogy melyik mellett tegyem le a voksomat és ebben kérném ki az itt jelenlévők segítségeteket, tapasztalatotokat. Ha jól tudom a DC lézerforrás elsősorban vágásra jó, viszont rövidebb az élettartama, de olcsóbb. Főleg ha kínait vásárol az ember. Kinéztem már pár lézer gépet ebay-en, de nem tudom hogy mennyire szabad megbízni az ottani hirdetőkben vagy hogy egyáltalán érdemes-e onnan vásárolni. Nem kis gépet szeretnék, hanem ha veszek akkor jobbfajtát szeretnék. Elsődleges cél fa vágása/feliratozása, plexi (legalább 1cm vastag) vágás és gravírozása, eloxált fém gravírozása/feliratozása. DC lézerforrás nagy hátránya a vízhűtő rendszer. Mennyire megbízhatók ezek a gépek? Nem nagy üzemi felhasználásra lenne, de nem is csak saját részre használnám. Fontos lenne a vágási pontosság. Ezek az üvegcsöves lézer gépek valóban nagy kompromisszummal használhatók kép gravírozásra? RF lézerforrás nagy hátránya, hogy drága, de ahogy olvasgattam szépen vág és jól gravíroz képet, hosszú az élettartama. Tudok hazánkban is megvásárolható RF lézeres gépeket forgalmazó boltokat/márkákat? Én csak az Epilog (borzasztóan drága), TCN Laser Lab. Hosszabb távon szerintetek melyikre érdemes beruházni?
Válaszaitokat előre köszönöm!
VighLajos | 2321
2021-02-14 22:27:53
[18419]
Hm! Az 1000 S/cm-es vezetőképesség kicsit sok a csapvízre. Nem kicsit, nagyon! Lehet, hogy felétek akkora a sótartalma, hogy eléri ezt az értéket, itt Pakson csak 1 mS/cm körüli értéket mértünk. Dionizált vízről még nem hallottam, így a maró hatásának nagyságát sem ismerem.
Némely lézer és rezonátor konstrukció sajátossága, hogy a gerjesztőlámpa csatlakozóstól a hűtővízben van. Ilyen a legtöbb villanócsöves lézerhegesztő, de pl a Rofin Starmark lámpás lézeres jelölők is. Ezekben a rendszerekben van beépített konduktivitásmérő is, a víz vezetőképességének/ionszennyezettségének növekedése esetén tilt. Kínai üvegcsöves zárt rezonátoroknál nincs különösebb indok alacsony vezetőképességű víz használatára, desztvízre meg pláné nem. A desztvíz előszeretettel beold magába mindent amit tud, cseréltem már lyukas rozsdamentes hőcserélőt ezért. Neon/rózsaszín, gépjárműveknél használt glykolos hűtőfolyadékot használ egyik ügyfelem kínai csővel, UV LED-el megvilágítva, ha technikailag nem is indokolt, de rettentően látványos. O.
Üvegcsöves lézereknél nagyon fontos a hűtés.A gyártók 5-45 fok közötti értéket adnak meg,de a jellemző érték a 18-20 fok.A legfontosabb ok az alacsony hőmérsékletre hogy a tükröket egy epoxi alapú beállított hőtágulású ragasztóval helyezik fel ami magasabb hőmérsékleten szivárog.(mindíg szivárog de melegben jobban)A megadott 5-10000 óra üzemet csak megfelelően hűtve tudja.Nyilván egy k40-es gépnél nem számít,de egy 130-150w-os gépnél már többszázezer a cső,tehát nem mindegy.Egy RF cső szinte azonnal tönkremegy ha túlfut a hőmérséklet.
Messor | 10
2021-02-14 12:21:39
[18412]
Szia!
A hűtésről.... Az első és legfontosabb, hogy desztillált vizet használj. Egyrészt, mert minden szennyeződés és ásványi anyag kiürül az előállításakor, így kevésbé lesznek lerakódások, ráadásul a csapvízzel szemben a vezetőképessége cca. 2,6μs/cm!! és ez nagyon fontos! (a csapvíz 100 és 1000 S/cm között van. A legjobb értéke a dionizált víznek van, de az erősen maró hatású, így felejtős!)
Anno a neten találtam egy "receptet" amit kiegészítettem. Én ezt használom, és eddig egyszer cseréltem, így elmondható, hogy évenként
15 liter desztviz 8 csepp Tetra Algumin Plus akváriumi algaölő 8 csepp mosogató ( egyszerű mosószer és felületaktív anyag)
nem kevergeted, hanem hagyod a szivattyúnak megkeringetni. Ezt követően csatlakoztatod a lézercsőre, és hagyd, hogy az összes buborékot kidolgozza! Elképzelhető, hogy a gépet meg kell emelned, hogy mindenhonnan kimenjen a buborék.
Nekem, ha csak nem túl sokat vágtam, nagyon nem kellett hűtenem, de ha többet vágok, akkor beteszek a tartályba egy két jégakkut. Soha nem volt gondom.
Közel két éve boldog tulajdonosa vagyok egy k40, kicsi de olcsó lézernek. Apróbb módosításokat hajtottam végre. Áramlásfigyelő, hűtővíz hőmérsékletmérő, elszívás módosítása, valamint a vágótér pozitív nyomás alá tétele.
Bár gravírozásra még nem sokat használtam, mégis arra gondoltam, hogy szeretném fejleszteni egy alaplappal, hogy a CorelLasernél komolyabb szoftverrel tudjam használni. Jelesül csak annyit szeretnék, hogy a program tudja kezelni a lézer teljesítményét. Mivel nem igazán értek az elektronikához, olyan megoldás érdekelne, ami egyszerűen beszerelhető, mint pl. a Cohesion3D LaserBoard vagy a Gerbil. (aki tud más lehetőséget, ne tartsa magában) A kérdésem az lenne, Updatelt már így valaki?
A másik. Találtam egy PSU frissítést. Egy külső PSU csatlakoztatást.: https://k40.se/k40-laser-electronics/connect-a-24v-external-psu/
Egy hozzáértő, kérem mondja el a véleményét! Előre is köszönöm megtisztelő válaszotokat. (sajnos vén és hülye vagyok már, így ha visszakérdezek, az azért van, mert nekem néha szájbarágósan kell.)
pistix | 152
2021-02-08 20:28:35
[18410]
SMC japán 1200w Aktív kompresszoros folyadékhűtő. Pontos tipus SMC HRS012-a-20 0.1 fok pontosság,1000 liter/h vegyszerszivattyú,áramláskapcsoló.5-40 fok között kompenzál,hűt. 100-200w-os lézerekhez,AWI fejekhez,Plazmavágófejek hűtésére. R407c hűtőközeg.(hűt-fűt)Panasonic kompresszor 200e 06706303007
frob | 2250
2021-02-06 11:41:40
[18409]
elég hozzá a 2X hűtőteljesítmény? végül is nem vág ezer métert egyben, sok a apró vágásra van bazírozva így gondolom, a 25L hűtőfolyadéknak meg elég nagy a tehetetlensége... Ez egy komplett gép volt Kínából szeretettel? Mennyibe állt meg?
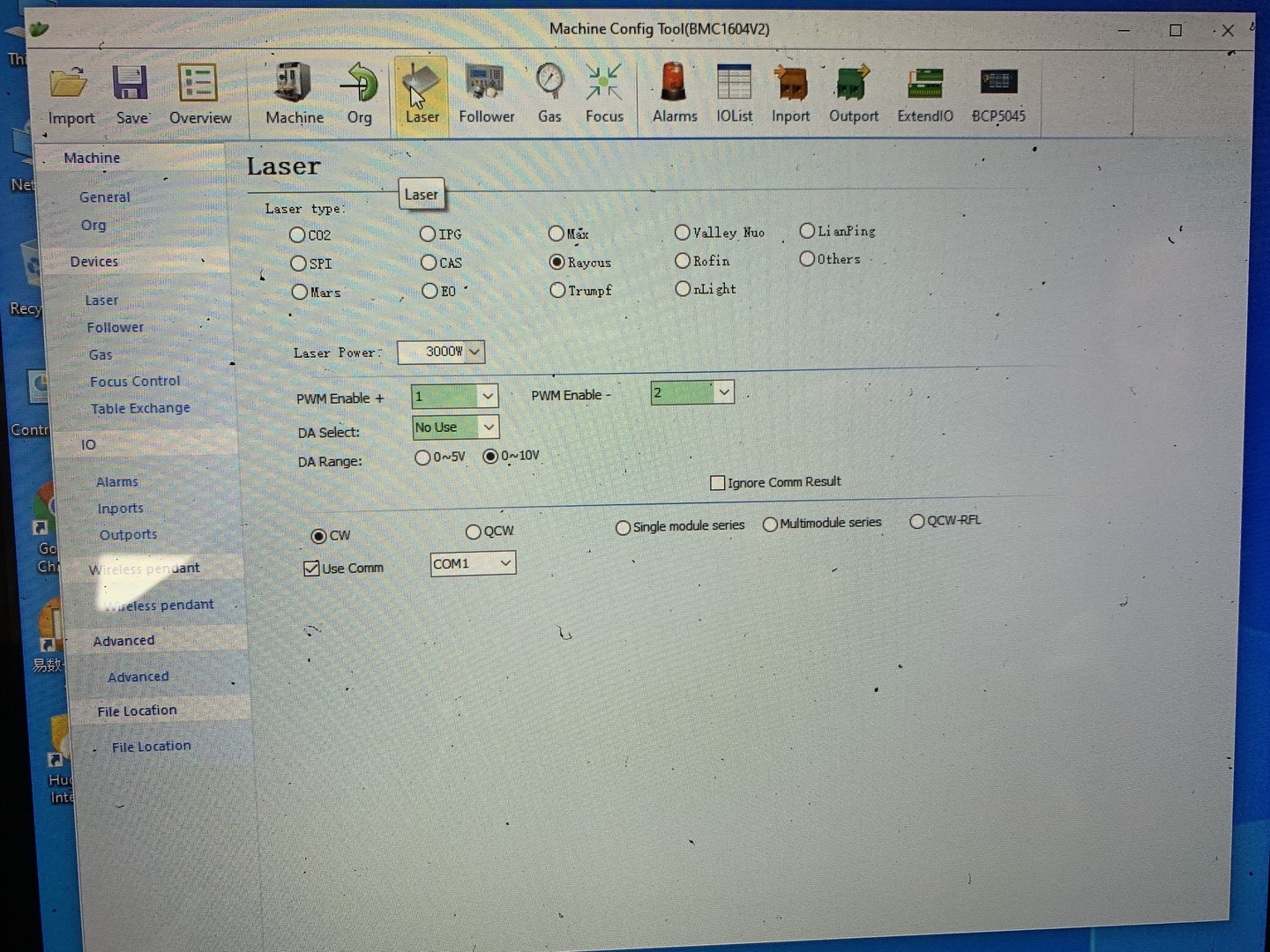
A vezérlő szett. BM111 Lézer fej Max 3Kw-ig (Auto Fokusz) én ezt választanám. BCS100 Cypcut Control System FSCUT2000 Cutting Control System BMC1604-V4 vezérlő Számítógép (I3-felfele 2 hálózati kártya kell) Raycus fiber lézer RFL-C1000-1500-3000s (számok a lézer W) Kell hozzá egy fűtő hűtő egység. (nem gagyi ) X-Y-Z szervok (Panasonic Yaskawa-10+10V vezérlést kell tudni) Nyomás szabályzók, nyomás érzékelők. 2 féle gáz szelep. Szénacél Oxigénnnel kell vágni. Az alumininiumot N2 nitrogénnel kell vágni. Meg egy pár apróság szenzorok stb..
No ez engem is érdekelne, lehetőleg fiber, co-t hanyagoljuk, szárazabb tisztább érzés fénykábellel vinni a dolgokat egy jó sugárforrás után, szóval esetleg fénykábelre is Kösz!
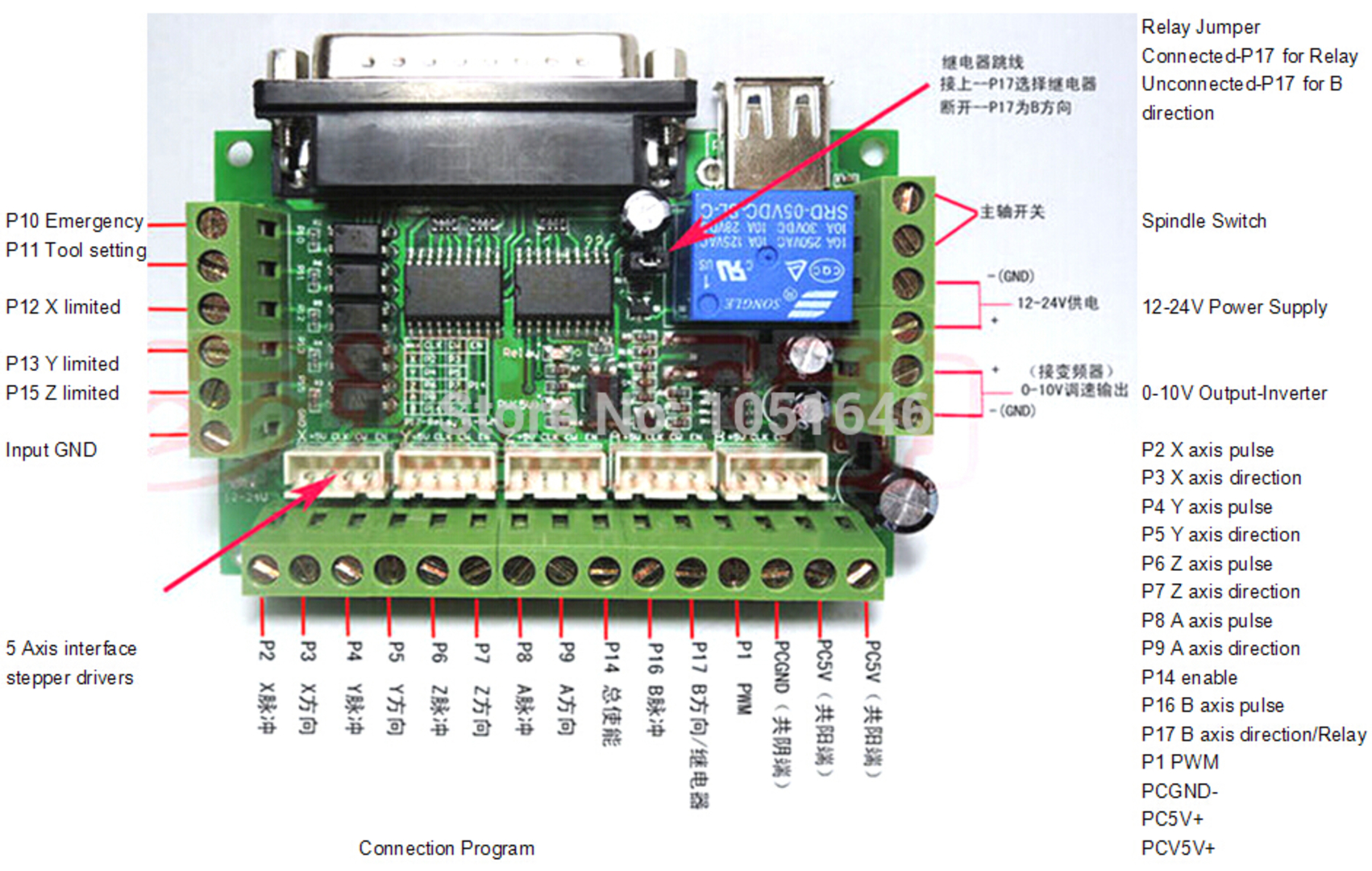
Szia! A 1205-nek 2 verziója van, ha az első képen látható van neked, akkor nem tudja vezérelni. Ha a 2.-akkor igen. a lényeg, hogy legyen rajta P1-vagy PWM kimenet. Ha kell telefonos segítség, hívj fel nyugodtan, Ha tudok segítek. Üdv: Sándor 06206217777
Sziasztok ! Segítség kellene egy két dologban . Építettem egy CNC gépet tökéletesen működik de szeretném lézerrel is használni már vetten is egy kínai csodát állítólag 5 w de nem ez a lényeg én csak gravírozni szeretnék vele fába . Arra lennék kíváncsi hogy Mach 3 progival lehet e lézert vezérelni,a BD25-1205 LPT csatoló kártyával működtethető-e, és a képen látható lézerrel meg oldható-e.Ha valaki tudna segíteni megköszönném .
Hűtő, nézz inkább itthon egy sörhűtőt, egy használt is megteszi, csak kompresszoros legyen, bőven tudni fogja ami kell a 40W os csőhöz
nem gondoltam hogy ennyire rossz a nyalábkép, ahogy a többiek írják valószínű cső kuka... azért még egy dolgot megnéznék ( ettől még a cső lehet hogy kuka) hogy a nagyfesz vezetékek nem e világítanak, lámpa lekpacs, sötét szoba és megnézed nem e valahol áthúz, mert ha egy lövésnél jó, folyamatosnál meg ennyire elmegy az is lehet a hiba, ahogy sajnos a hűtés normális hiánya is,
és ha világít nagyfesz vezeték, akkor biz azt is csere...
kicsikínain látod hogy mivel kell foglalkoznod, de egyébként venni sem kell jó pár embernél van már ilyen, biztos a közeledben is akar ilyen ember, elmész megnézed, de a fémvágáshoz spéci fej kell az kínából is 200-500e huf környékén kezdődnek... de lényeg az alapokat már egy ilyen gépen is láthatod... utána meg egy lézervágással foglalkozó fémmegmunkáló céget keress, hogy kicsit hagy nézelődj, ha nem valami pokróc társaságot fogsz ki, tuti engedni fogják
egyébként trumf-nak vannak még ilyen ún cellái, ami beépíthetők egy egy munkafolyamatba... érdemes őket is megkeresni, legalább tudod mit ajánlanak, lehet ők tudnak munkában is mutatni ilyen gépet esetleg https://www.mazakeu.hu/ vagy bistronic... eza három ha jól tudom ( az első kettő biztos) elérhető Mo-n is de rengeteg cég foglalkozik ilyesmivel, lehet valamelyik tud kész olyan cuccot adni olyan összegért ami megfelel nektek, és nem elhanyagolható hogy ott a support is, ami egy üzemnek elengedhetetlen
Az én lézercsöveimnél az volt írva, hogy a működési hőmérséklethatárok 15-27°C között, grafikonon ábrázolva 24 foktól már teljesítménycsökkenés van, 27 fok felett pedig cső károsodás, gyengülés! A kis 40W-os csöveknél a tükör éppenhogy alkalmas a célra, emiatt hibásodnak meg nagyszámban.
Sajnos az a baj, hogy az egyszerű és olcsó lézerekhez adott "hűtési" megoldás, alkalmatlan a feladatra! De egy megfelelő hűtőegység többe van mint maga a kis hobbi lézer.
A Co2 lézerek teljesítménye nagyban függ a hűtőfolyadék hőmérsékletétől. Vannak akiknek nagyobb szerencséjük van mert az adott cső jobban bírja és vannak akiknek nem tolerálja a behatásokat. Sajnos a technológiai szükségletek a vételártól függetlenek.
Köszönöm. A tesztek alatt 22 fokon belül volt a hőmérséklet. Rövid idő volt a teszt. De valóban volt hetekkel ezelőtt, amikor elérte a 30 fokot a hűtővíz rövid időre. Azt olvastam, 35 fok alatt kell tartani, különben veszít a működési idejéből, de nem gondoltam, hogy tönkremegy. Így igazából a hozzá adott szívattyú a 10 literes tartállyal biztosan tönkreteszi? Mert azzal nemhogy 1 fok eltérés nem lehetséges, de egy nyáron meleg szobában (tetőtér) még be sem lehetne kapcsolni a gépet. A fentiek miatt nyilván én rontottam el, így felesleges is lenne a szállítótól kárpótlást kérni? Jól gondolom, alapvetően be kell ruházni egy chiller-be? Ráadásul ami aktívan is hűt, valami ilyen: CW-5000 110-120 ezerért. Ez a típus alkalmas? Jól hűt és keringet? Tudsz tanácsot adni, lézercsövet hol érdemes venni? Kínából olcsóbb, de lassú, és nyilván érzékeny a szállításra, itthon van erre megbízható, jó cég?
Abban tudok neked segíteni, hogy a lézered valós maximális teljesítményét bemérem. Keress meg magánban, ha érdekel egy ilyen lézer P mérés, és megbeszéljük a részleteket.
Hasonló probléma akkor lép fel többnyire, ha a lézercső alulhűtött és a lézergáz túlhevül, 25 fok felett már drasztikusan gyengén muzsikál. A Co2 lézercső rettenetesen érzékeny a hőmérsékletváltozásra! Stabil 20 fokot kellene biztosítani plusz/mínusz 0,5, max 1 fok! Ha rossz a hűtés, pl csak kis kanna és hasonló elven hűtöd, a vágást elkezded 18 fokos hűtőfolyadék hőmérséklettel, hamar eléri a cső a kritikus 27 fokot és elején könnyedén átvágja az anyagot, majd a végén éppenhogy csak gravíroz. A nagyon pontos hőmérséklethatárok mellett, nagyon fontos a megfelelő hűtőfolyadék áramlás is, hogy a keletkezett hőt le is vegye a csőről és a tükör/ablakról. A 40W-os csöveknél a rossz hűtés és túlhajtás végett a hátsó tükör megéghet, onnantól a csőnek vége van! Ha jó szögben nézed, akkor a hátsó tükröt picit láthatod, ha a felszíne sötét foltos, vagy hámló, akkor a csőnek annyi. A legtöbb 40w-os cső így végzi tanulási időszakban. A 3mm-es rétegeltlemezt nagyjából 30-35W mellett 18-20mm/s vágási sebességgel tudni kellene vágni, 5.6-is lencsével, De 15mm/s-el mindenképpen illő lenne. Persze ezt 19-21 fok közötti hűtőfolyadék mellett! A kör alakú folt is rossz jel, nagyszámban az oka a hátsó tükör megégése, Ilyenkor legtöbbször a túlhevült tükörfelszín megég ott ahol nagy volt a sugár teljesítménye, a kör alak pedig amiatt van, mert a lézersugár a széle mentén gyengébbé s a tükör nem sérült meg a kisebb energiasűrűségtől. Ritkábban a rossz táp is eredményezhet hasonlót.
Attól tartok, komoly a probléma. Végigállítottm az otikai tengelyt, most korrekt (nagyon nem volt rossz) Azonban a helyzet nem javult, sőt. Elkezdi a kivágást, megy egy 5-10 centit, és láthatóan gyengül. Az 1,5 mm-es falemezt 3 mm/s 70%-os teljesítménnyel éppen csak égeti. Érdekes, a próba során, mikor csak teszteltem az optikai tengelyt, 10 %-on kis nyomásra simán átégette a lemezt. De ha haladnia kellett, már nem bírta. Csináltam fotókat: 1: a lézercső és az első tükör között, itt még ugye semmit nem tudok állítani "o" alakú lézerfény, közepében ép a papír. 2. Próba egy alakkal: balra a kezdés, sötét, erősebb égetés, (az átégéshez köze sincs) jobbra visszaérkezik a kezdőponthoz, már nagyon halovány 3. Itt is nagyon gyenge, de a bekarikázott, pontszerű égés helyén a haladás kzben váratlanul egy nagyobb fény egy pillanatra, majd megy tovább, ahogy előtte. Abban a pillanatban azon a helyen át is égette az anyagot! Szintén az összes 70% és 3 mm/s.!! Attól tartok, cső vagy tápegység. (2 hónapja megy, nem sokat)
A kínai kicsi komplett gép helyett inkább iparosabb kellene, mert sokat dolgozna.
A szélesebb lemez tekercsek kb 350 mm-esek. Hosszra pedig kb 800 mm a max termék méret.
Ez a laser egyébként egy régóta működő gépsorba illsztődne be, ahol van automata lecsévélő, egyengető és adagoló is. Meg építenénk hozzá egy termék elszedőt. A gépészeti rész kivitelezése nem gond, mert ez a cég egyik fő profilja, csak laser technikában nem vagyok jártas és nem szeretnék butaságot összevásárolni.
Köszi az infókat. megkezdtem a mtisztítást, beállítást, még nem fejeztem be. De az elején azt az érdekes jelenséget tapasztaltam, hogy a lézercső kiment és az első tükör közé tett vékony falapra nem egy pontot égetett,hanem egy "o"szerű karikát. Persze egy rövid nyomásra 10 %-on. Aztán persze kiégette ponttá. Megnéztem a netem, milyen a kilépő sugár égetési alakja, és ott is az első pillanatban szintén "o" karika volt, aztán égette ki középre. Ez normális? A rámpa teszt nagyon jó, köszi.