Természetesen nem állt szándékomban rontani a motorjaid hírét, csak valóban a megoldás érdekelne, hiszen pont azért vettem 6db-ot, mert dolgozni szeretnék velük, és mert egyébként bennem fel sem merült, hogy gond lehet egy közönséges bipol motorral.
Ha eddig senki sem panaszkodott, akkor szerintem megoldás lehetne, ha meg tudnánk kérdezni olyas valakit aki szintén vett ilyet, és használja, hogy neki hogyan sikerült munkára fogni?
Egyébként pont azért említettem, SándorP-t mert ő is vett belőle tőled, és neki is ugyanezt csinálják a motorok DM860-as vezérlővel, és ő is tanácstalan ...
Azt mondod, hogy az adok-veszekben sokat látott Minebea 23KM-C050CN02CA (enkóderes) Minebea 23KM-C050CN01CA (anélküli) motorok konstrukcióilag alkalmatlanok CNC hajtásához (microstep-gond)?
Ezzel a problémával más is találkozott már itt?
Akár igen/nem, írja már le a véleményét, komolyan érdekelne.
"A tünet az, hogy a vezérlőt elindítva (üresen, csak a motorral), "tartó állapotban" kb. 3-5 lépéseket folyamatosan ugrál, és persze nagyon hangos."
Vannak olyan célfeladatra (pl. banki automata) tervezett motorok, amik csak egész lépésre alkamasak a mágneses mező kontsrukciójuk miatt. Ez a Nema34-es típus, vagy pl. a Nema23 A23KMC050CN02CA is ilyen. Nem igazán alkalmasak CNC gép hajtáshoz, mert nem lehet ezeket normálisan microstep üzemben használni.
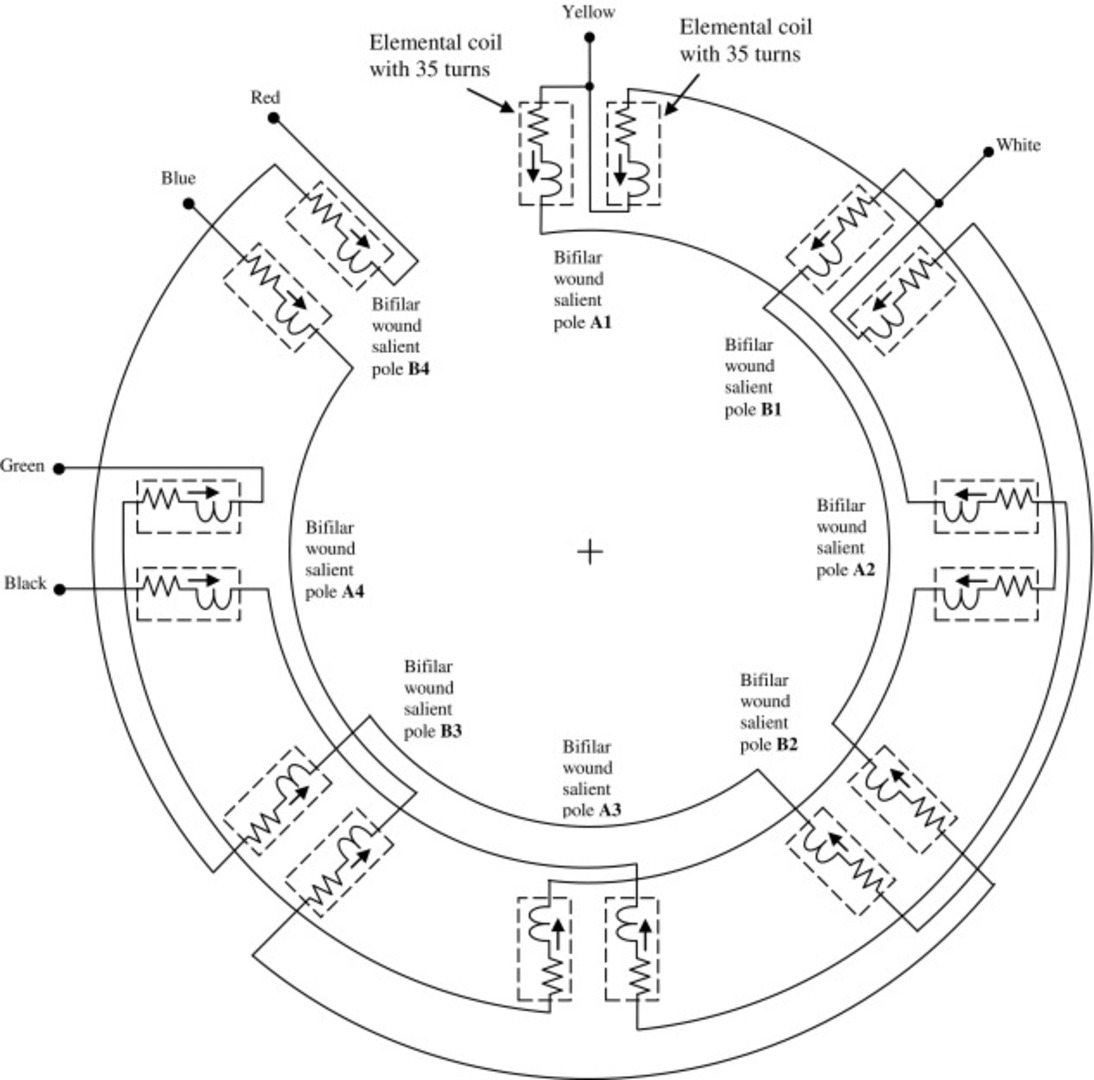
En már tegnap este írtam neked, de törölve lett mivel rossz helyen tetted fel a kérdést. A lényeg, az első rajz szerint ha bekötöd a vezérlőbe a motort, lehet el sem indul. Altalaban ugy szoktak jelölni a tekercsvégeket, es a vezerlő bekötését, hogy első tekercs A-B, masodik C-D. Namost a te rajzod A-C és B-D. Mondjuk ha figyelsz a bekötésre, akkor mindegy hogyan jelölöd, csak jo legyen
Érdemes lenne, ahogy a Svejk is írja , a most párhuzamosan kötött 2-2 tekercset sorosan kötni. Lehet, hogy túl kicsi az ellenállása, és az induktivitása így a vezérlő számára, és azt nem szereti.
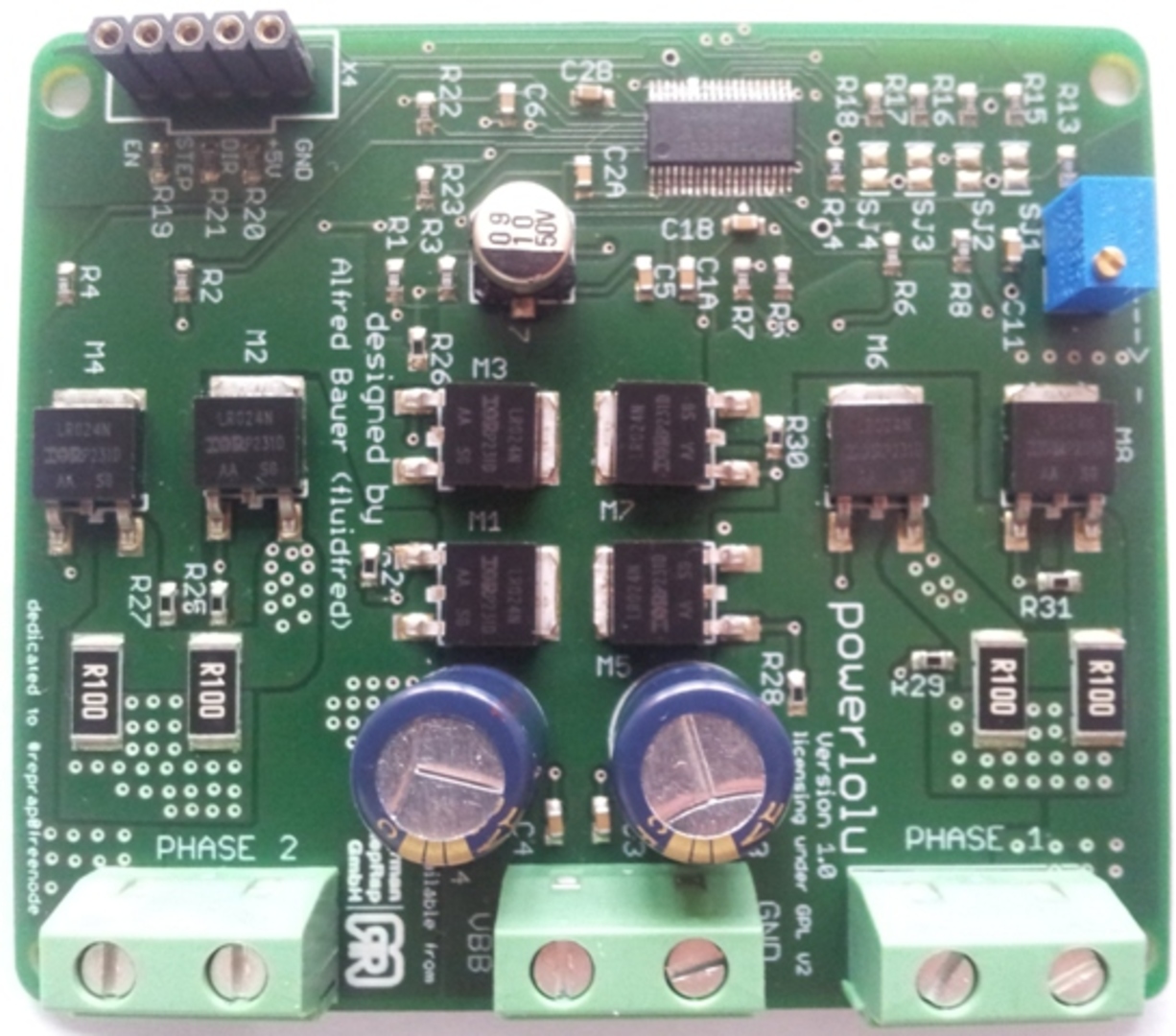
Ezt a motort gyárilag egy A4989 IC és 4db IRLR024N FET félhídból kialakított áramkör vitte 24V-ról. A kötése biztosan jo... Tudok adni egy darab a teljes panelről "körbevágott " meghajtó részt ha valaki hajlandó a vezető sávokra "rátákolni ". Az IC step dir -es!
A piros színú tekercsek az az "A" fázis, a kékszínű a "B" fázis.
Idsmeretlen motornál én a vezérlő kimenetére minden vezetékkel 1db ellenállást sorba kötnék és az áramot a vezérlőn levenném minimumra, mert, ha rossz a tekercsbekötés rövidzárként viselkedik a motor.Tönkremehet a vezérlő.
Valószínű a tekercsek induktivitás értékében találod meg a választ. Ha van lehetőséged mérd meg és hasonlítsd össze egy olyan motoréval amit a vezérlődhöz ajánlanak.
Lehetne hókuszpókolni külső tekercsekkel vagy a vezérlő PWM körébe belepiszkálni, de nem olyan drága dolgok ezek, hogy ne lehessen túllépni rajtuk.
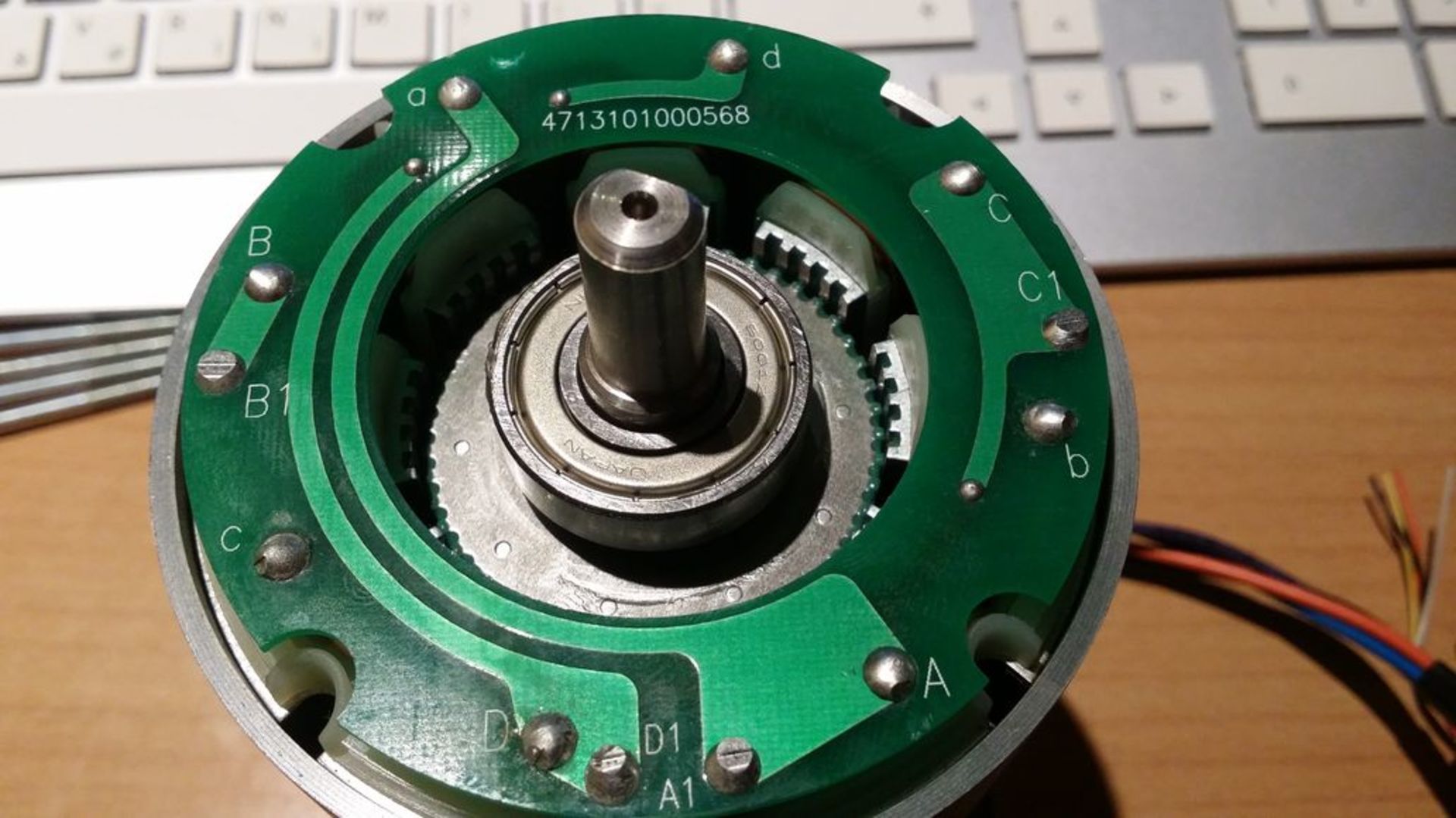
A segítségeteket szeretném kérni ezzel a motorral kapcsolatban!!! Moons 34HY1416-02 Többen vettünk már innen belőle, ( Pl. SándorP ) de valami gond van vele, annak ellenére, hogy minden tekintetben újszerű állapotban van.
A tünet az, hogy a vezérlőt elindítva (üresen, csak a motorral), "tartó állapotban" kb. 3-5 lépéseket folyamatosan ugrál, és persze nagyon hangos. Vezérlő: HBS860H 48V-ról táplálva.
A motorról nem találtam semmilyen adatot, de az eladó az alábbiakat adta meg: Moons 34HY1416-02. Bipoláris 4 vezetékes , 1.8 fokos lépésszögű.
Amit feltártam:
Súly: 2500g Tekercsek száma: 8 Menetszám: 12 Huzalátmérő: 1.25
A tekercsek irányát, és kötéseit a rajzomon feltüntettem.
Mi lehet a hiba oka? Mit nem csinálunk jól?
... egyébként nagyon erős motornak tűnik, és nem tudom elhinni, hogy 10-ből 10 hibás legyen ...
Köszönök előre is minden jó ötletet, és választ!
... valaki írt rá a bekötéssel kapcsolatban nyilvánosban, de azt törölték ...
Olyasmit olvastam, hogy rosszul vannak kötve a tekercsek? A rajzom a motor kötéseinek alapján készült. Ha ez okozza a gondot, akkor viszont hibásan lenne kötve gyárilag?
flac72 | 93
2019-12-15 18:51:42
[6287]
Sziasztok, építettem egy 3D nyomtatót, és az elején jól működöt, majd a 3. 4. nyomtatás után néha előjön egy olyan hiba, hogy a léptetőmotor kerregő hanggal elveszti a lépéseket, nem lép tovább, majd mint ha nem történt volna semmi folytatja a nyomtatást, persze már egy hibás pozícióban. A hiba teljesen véletlenszerűen jön elő van amikor 3 óra, van amikor 1 óra nyomtatás után. A léptetőmotorok amiket használok azok 3,6 fokos osztásúak, és 24V-ról van meghajtva, a motor típusa P532.258.004.89. A mechanika golyósorsós kialakítású. A motor elvileg 0,2Nm tartónyomatékú. Mi okozhatja ezt a hibát? Előre is köszönöm a segítséget Laci
dtb | 1900
2019-11-24 18:30:34
[6286]
Én használom is ezeket, és nagyon beváltak. Van egy nagyon jó plusz tulajdonságuk, az ALARM kimenet. Ez, ha be van kötve a vezérlőbe, akkor hiba esetén meg tudja állítani pl. a marást, vagy a nyomtatást, és akkor esélyes, hogy nincs selejt.
"Ha az a nyomtató -maradjunk ennél a példánál- jól be van állítva, -mechanika, motormeghajtók, sebességek, gyorsulás, adagolás, stb.- nem is lehet ilyen probléma."
Ekkor nem. Ha így nézzük, akkor tulajdonképpen kár "bohóckodni" ezekkel a hobby kategóriájú encoderes léptetőmotoros hajtásokkal, hiszen a lelkük a léptető motor az nem lesz szervomotor képességű (erősen eső továbbra is a nyomatékuk, zajonganak, lengedeznek, rezegnek, stb.). Így aztán majdnem hiába telepítünk köré egy kis csecsebecsét, a vasba öntött valós motor képességek felülírják az álmokat.
Az ipari kategória persze ebben az encoderes stepper kategóriában is más, és bizony vannak olyan alkalmazások, amikor összességében (előnyök/hátrányok mérlegelése)akár ki is válthatják az igazi szervomotoros hajtásokat.
Persze ne abból indulunk ki hogy "namostjólalrébblököm"...
Mert ez egyáltalán nem életszerű helyzet.
Ha az a nyomtató -maradjunk ennél a példánál- jól be van állítva, -mechanika, motormeghajtók, sebességek, gyorsulás, adagolás, stb.- nem is lehet ilyen probléma.
Bizonyos esetekben apróbb lépésvesztést tud még korrigálni, ha pl. egy kis dudor miatt megakadt a lépés és pár mm-t arrébb van, azt még utolérheti.
Mondjuk nálam volt olyan nyomat, hogy egy kis göb keletkezett egy helyen és mindig ott le is akadt emiatt, de ha lett volna ilyen nyomvonal követő szervó benne, ment volna tovább, persze a második szintnél, megint ugyanott elakad ...:)
"Talán egy hobby 3D nyomtatónál még nem is biztos, hogy selejt az a selejt..."
Szinte biztos a selejt, mert közben valószínűleg a szál előtolás nem áll, és szegény így egy pontba vagy csak a másik nem elakadt tengely mentén próbál egy jó nagy sz@r kupacot kinyomtatni, ameddig nem sül be a nyomtatófej is.
Van valóság alapja, de ezek a videók a gyártó speciális tesztjei ismeretlen step/dir jel küldővel és hajtás beállítások mellett.
Csak ugyebár a hobby CNC step/dir vezérlők alap esetben a vakvilágba nyomják ki a jeleket (sokszor hitvány minőségben), így hiába folytatja majd valamikor a mozgást a hajtás, ameddig állt, azok a pozíciók a munkadarabon már elvesztek, azaz a selejt garantált.
Látványos kis videók sokasága a YouTube-n... (most nem keresek)
Odébb löki az ember a nyomtatója "X" kocsiját és mintha mi sem történt volna... A léptecs és a kocsi azonnal? visszaáll a pozícióra, látszólag hiba nélkül...folytatódik a nyomtatás.
"Többet tudnak ezek a motorok mint a sima léptetők, vagy csak egy enkóder van rábiggyesztve és ugyan olyan hamar kiesik a szinkronból? Sajnos nyomaték görbét nem igazán találok sehol..."
Motortól, szabályzó beállítástól függően 10-30%-al nagyob lesz a visszacsatolásnak köszönhetően így a léptetőmotoros hajtás nyomatéka, de sajnos ugyanúgy veszti el a nyomatékét magasabb fordulatszám esetén, mint egy normál hajtásnál. Ezt meghaladó nyomaték esetén pedig ez is kiesik a szinkronból, de X időn belül ha a terhelő nyomaték újra kisebbé válik, és már képes korrigálni, akkor az aktuális pozíciót igyekszik újra felvenni és szinkronba kerülni, vagy ha betelt közben a pozíció hibatárolója, letilt. Általában egész lépéses felbontást nem tudnak, 400 step/fordulattól kezdődnek a beállítási lehetőségek.
Van néhány konkrét mérési adatom ilyen hajtásokkal kapcsolatban a Robsy motor dinamikai mérőrendszer tesztek kapcsán, ha további részletek érdekelnek még, keress meg.
Sziasztok adott a képen látható Berger Lahr motor megvan a vezérlő egység is kérdésem az lenne hogy ezeket a motorokat+vezérlőket lehet valahogy Mach3 mal vezérelni. Mi szükséges ahoz hogy tudjam vezérelni. Válaszokat köszönöm
Nekem tavaly óta van 4db használatban,két külön gyártótól akkor nagyon olcsón sikerült vennem. (~$75/db volt akkor) Azon kívül, hogy az egyik tápkábel csatlakozója kilazult, és a rossz kontakt miatt félig elégett, más gondom nem volt vele. Szépen, csendben dolgoznak, nekem beváltak.
Van valakinek tapasztalata ezekkel a manapság elterjedt kínai enkóderes visszacsatolt léptető motor rendszerekkel?
Többet tudnak ezek a motorok mint a sima léptetők, vagy csak egy enkóder van rábiggyesztve és ugyan olyan hamar kiesik a szinkronból?
Sajnos nyomaték görbét nem igazán találok sehol...
Törölt felhasználó
2019-11-16 14:27:51
[6268]
Szeretnék majd minél több fajta léptető (vagy akár szervo) hajtást tesztelgetni, ahogy időm engedni hobby vagy ipari kategóriában is. Az érdekesebb eseteket pedig itt majd megmutatom, kitárgyaljuk, tanulunk belőle. Gyűlnek már az adatok, de még van bőven mit méregetni. Akiket érdekelnek ezek a mérések (lásd az utóbbi bejegyzéseim 6213-tól) a saját CNC rendszerére vonatkozóan, és első körben Bp. 2, 3, 4, 13 kerületében élnek, keressenek privát üzenetben, és egyeztetünk időpontot. Az alap mérések akár 15 perc alatt elvégezhetőek.
Törölt felhasználó
2019-11-08 20:08:16
[6267]
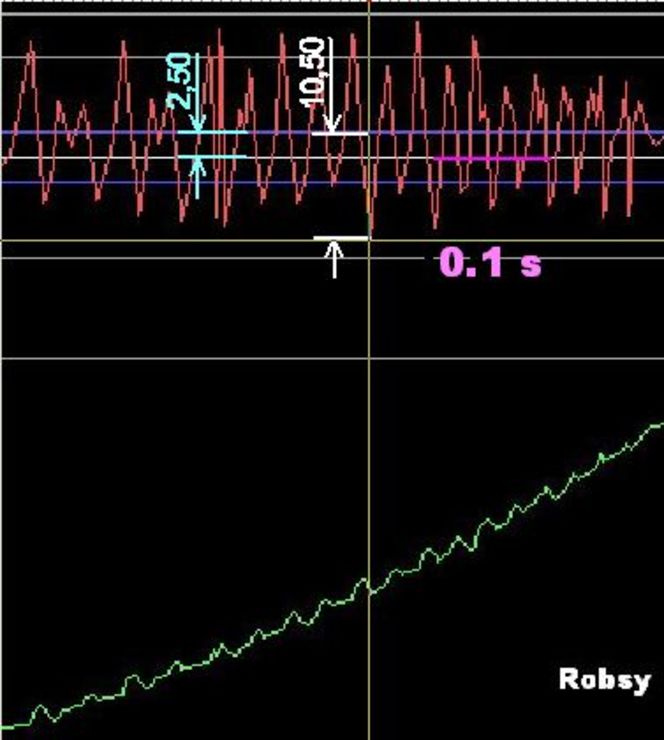
A lila színű 0.1 s felirathoz tartozóan felette van egy lila színű lépték szakasz az időtengelyen. Amikor a kép készült sokkal élesebb és lilább volt ez a szakasz, de lementés után a jpg formátum elhomályosította, de így is a fehér időtengelyhez képest még jól kivehetően ott van ez a lila színű szakasz. A 0.1 s pedig értelmeszerűen 1 tized másodpercet jelent.
Azt, hogy 0.1s-azt megtaláltam. Viszont, hogy ez mekkora tartomány azt legalább 3 féle képpen tudom értelmezni. Az gondolom neked egyértelmű, nekem nem. A többit valóban megtaláltam.
Egy pár dolgot még kérdeznék, hátha úgy könyebben tudom értelmezni ezt a grafikont. A vízszintes felbontás milyen időosztással van? Milyen léptetőmotor, milyen vezérléssel, milyen hajtás, és hol mérsz a hajtásláncon belül? Ha jól sejtem a mérőrendszer az a sajátod, lehet a vezérlő is, a hajtásláncból/mérési pontoról egy fotót is berakhatnál, ha van.
Egy újabb megdöbbentő, de nagyon tanulságos léptető motoros hajtás mérési eredményt mutatok nektek. Ideális esetben ennek a szánnak 5 mm/s (300 mm/min) állandó előtolási sebességgel (kék vonalak +-5 mm/s szintek) kellene mozogni a CNC vezérlő kijelzése alapján. Ezzel szemben a durva valóság az, hogy egy 10.5/2.5=420%-os sávban állandó változás közepette, irányváltásokat is végrehajtva "teszi a dolgát és működik", ahogy szokták büszkén mondani egyesek itt a Fórumon. Pl. direkt az egyik negatív sebesség csúcshoz egy szálkeresztet tettem, és látható, hogy ebben a pillanatban éppen csúcssebességgel halad a szán (zöld út görbe) ne de nem előre, hanem HÁTRA. Hoppá!!!!
Hatalmas tanulság ez a mérés azzal kapcsolatosan is, hogy micsoda "virtuális katyvaszban" élünk, CNC-zgetünk, hogy lesz a műszaki valóságból hit, vagy fordítva egyesek fejében. Pedig a dolog rendkívül egyszerű, hiszen a műszaki életben szinte mindig csak egy adat szokott igaz lenni, és jó dolog ezt tudni is, és törekedni illik mindig ennek megismerésére.
Nem véletlen, hogy a kicsit is magára adó kínai cuccok is a saját motor-motorvezérlő párost erőltetik. A saját motorjához van behangolva vezérlő, aztán más motorral meg vagy jó vagy nem.
Véletlenül erre is válaszoltam, amíg írtam az előző bejegyzésemet, sokat elárulna arról a lézergravír gépről, ha 10 perc alatt bemérnénk, és az eredmények birtokában megtennénk a változtatásokat a hibák kijavítása, lecsökkentése érdekében. Hol van helyileg az a CNC masina?
Azt is beleméri a rendszer (hiszen ennél a mérésnél a szán elmozdulást mérem, azaz az egész CNC gép legvégső pontját), de a mechanikus kottyanási hiba nem ilyen, ott a sebesség és a gyorsulás mértéke akár egy nagységrenddel nagyobb impulzusként jelenik meg az ábrán.
Ha egy próbapadon csak a motor tengelyét mérem (természetesen annak a CNC gépnek a redukált inercia nyomatékával műterhelve, amit majd hajt a léptetőmotor), kihagyva ezáltal a gép mechanikáját, akkor szinte ugyanezek a mérési eredmények.
Tehát kimodható, a motorhajtás a legnagyobb főnök a láncban, az határoz meg minden valós rezdülést a hajtás elmélet idetartozó műszaki törvényei alapján. Ezek bemenő paramétereit pedig a motorra vonatkozó vasba öntött gyári gyári adatok jelentik. Ezeket az adatokat komolyabb gyártó közli egy motor adatlapon, és ezek beszédesek a szakembereknek önmagukban is.
Természetesen ezekhez a mérésekhez rendelkezem saját fejlesztésű, nagyon kis hibával rendelkező, gyakorlatilag etalonnak tekinthető step/dir jelgenerátorokkal is, amik az egység ugrástól kezdbve az "S" profilos gyorsításig bezárólag mindenféle step/dir alapjelet adnak a mérésekhez, pont azért, hogy a mérés legelején (alapjel szinten) a lehető legkisebb legyen a hiba. Ezeknek egy része van beépítve a Robsy CNC vezérlőkbe is. Ez azért fontos, mert ha már a lánc elején valami "hitványság" megy a rendszerbe egy hobby CNC vezérlőjel kapcsán, akkor a világ legjobb motorhajtása is csak hitvány mérési eredményt produkálhat.
Egyébként meg ha a CNC lánc legvégén, az elmozduló szánnál mérünk a gép sajár vezérlőjén futtatott G kóddal, akkor az egész gépről kapunk egy minőségi képet szőröstül-bőröstül. A végeredmények kapcsán pedig vagy sírunk vagy örülünk majd.:)
Még egy dolog: Ez a kis prezentáció, és a mérési eredmények egy adott hobby kategóriájú léptető motoros hajtásról szól, de értelemszerűen a legkomolyabb ipari szervo hajtású CNC gép is bemérhető vele, és a végén kapunk valamilyen eredményt. Ahogy időm, lehetőségem engedi, majd ilyen mérésekről is beszámolok, főleg azért, hogy legyen összehasonlítási alapunk a játékos hobby "kapirgálás" meg a profi forgácsolás közötti minőségi különbségről.
Egy nagyobbacska (kb. 1000x1600) munkaterületű gyári kínai szíjas lézernél a prezentált mérésedhez hasonló dolgok látszottak a munkadarabon is. Főleg a gyorsulási és lassulási szakaszokon (Y irányban 1 motor egy kb 1:3 áttételen keresztül kétoldalra kihajtva vitte az X hidat)
Sem a microstep állítások, sem a vezérlőprogram cseréje nem hozott eredményt. Sikertelen volt az encoderes léptetőmotor alkalmazása is, mivel nem lehetett a paraméterekhez hozzáférni.
Aztán ideiglenesen kapott ez a tengely egy 1:11-es áttétellel megfejelt 100 W-os AC szervot. Itt már volt látványos javulás de a távolabbi terv az, hogy ez a része ki lesz cserélve golyósorsóra.
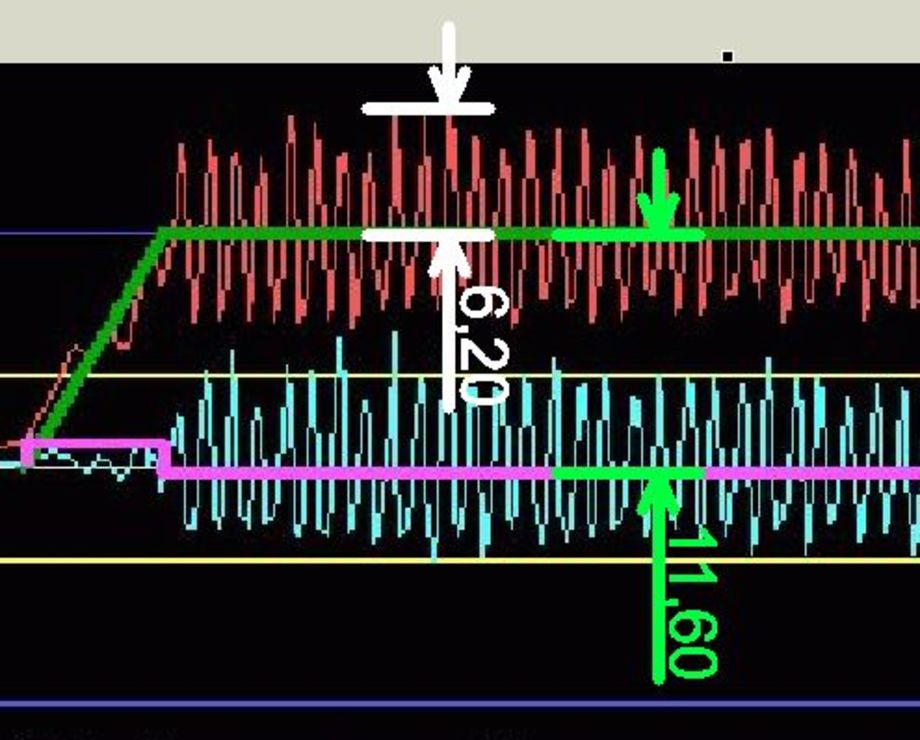
Még egy gondolat, megjegyzés az előbbiekhez: Ha ez az arányszám nagyobb mint 100% (volt már ilyen mérésem), akkor az a durva helyzet van, hogy adott pillanatokban a mozgás irányt is változtat. Magyarul amikor a motorhajtás mint "nagyfőnök" úgy gondolja magát, akkor nem előre megyünk a szánnal, hanem hátrafelé.
Amikor szó szerint a valóság ennyire szembejön velünk azért az elég meredek dolog, hiszen közben abban a hitben is lehetünk, hogy szépen egyenletesen haladunk előre a programozott előtolási sebeséggel.
Egy ilyen motor dinamikai mérés (#6213) kapcsán érdemes objektív mérőszámokkal minősíteni az adott hajtást, pl. egy ilyen fontos eredmény a sebesség változási (ingadozási) arányszám. Ezt az ábrán látható fehér és zöld távolságok hányadosaként definiálhatjuk. Jelen mérés esetében ez 53.4 % (6,2/11.6) volt, ami igen siralmas eredmény, hiszen az előtolási sebesség szinte soha nem annyi, amit beprogramoztunk, és láthatunk a hobby CNC vezérlő kijelzőjén, hanem a valóságban ettől egy +- 53.4 %-os sávban eltér, és állandóan ingadozik.
Két különböző motorhajtást összehasonlítva nyilván az a jobb, ahol ez az arányszám kisebb, ideális esetben pedig ennek NULLÁNAK kellene lenni. Természetesen ezt a legjobb, legdrágább hajtás sem tudja, de az is nyilvánvaló, még a hobbyban is érdemes olyan CNC mellékhajtásokat alkalmazni, amiknél ez minél kisebb. Hiszen ennek az igadozásnak a nyoma, következménye letagadhatalanul ott lesz minden elkészült munkadarabunkon.
Törölt felhasználó
2019-11-04 19:16:29
[6254]
Egyedi fejlesztésű Robsy encoderjel feldolgozó interfészhez csatlakozik az encoder, amit egy ugyancsak egyedi fejlesztésű DOS-os mérő program kezel. A felbontás a mérendő mozgási sebesség, úttartomány függvénye, a 0.5 mikronos lineáris felbontás a "legvadabb" mérési feladatra is elég.








 sávban állandó változás közepette, irányváltásokat is végrehajtva "teszi a dolgát és működik", ahogy szokták büszkén mondani egyesek itt a Fórumon. Pl. direkt az egyik negatív sebesség csúcshoz egy szálkeresztet tettem, és látható, hogy ebben a pillanatban éppen csúcssebességgel halad a szán (zöld út görbe) ne de nem előre, hanem HÁTRA. Hoppá!!!!
sávban állandó változás közepette, irányváltásokat is végrehajtva "teszi a dolgát és működik", ahogy szokták büszkén mondani egyesek itt a Fórumon. Pl. direkt az egyik negatív sebesség csúcshoz egy szálkeresztet tettem, és látható, hogy ebben a pillanatban éppen csúcssebességgel halad a szán (zöld út görbe) ne de nem előre, hanem HÁTRA. Hoppá!!!!