A cél nem kézi vezérlés, csak próbálni akarom kézzel. Ha működik és meg vagyok vele elégedve akkor rakok rá két léptetőmotort. Ha teljesen kézi esztergának terveztem volna akkor máshogyan oldottam volna meg. A golyós orsóknak más problémájuk is van, mert ha kézzel tekerem akkor rossz irányba megy, mert fordított a csavar. Ezt megoldhatnám tengelyenként két fogaskerékkel, de nincs tervbe mert léptető motorokkal úgysem számít.
Előzmény: Szalai György, 2021-11-15 05:57:45 [20806]
„Nagyon szép, szinte vizsgamunka.” Köszönöm, de vannak hibák, meg szebben is lehetett volna csinálni néhány dolgot! Viszont ez csak első próba. Soha nem csináltam esztergát de gondoltam kipróbálom. Tudom csak kicsi, puhább dolgokat lesz jó, de legalább játszani jó lesz.
Az a kerék ami a szegnyergen van az azzal jött amikor vettem. Csak a fehér fogót nyomtattam 3D printeren. A fehér kerekeket én nyomtattam, mert azok ideiglenesek. Bár kicsit lötyög, de az nem zavarja a hajtást. Ha működik nekem próbára akkor jó, utána átépítem akkor léptető motorokkal és majd meglátom hogy lesz e szükségem kézi kerekekre vagy nem. Ha igen, akkor vagy csinálok alumíniumból, vagy veszek igaziakat. Előre nem akartam venni mert nem tudom hogy lesz a vége.
„a szegnyereg előtt az az alátétes imbusz miért van ott??Mi a szerepe?”
Gondolom a T-anyás csavarra gondolsz... az jelenleg fogja zárva a szegnyerget a helyén hogy ne mozogjon. Arra is vannak más tervek, de jelenleg így oldottam meg.
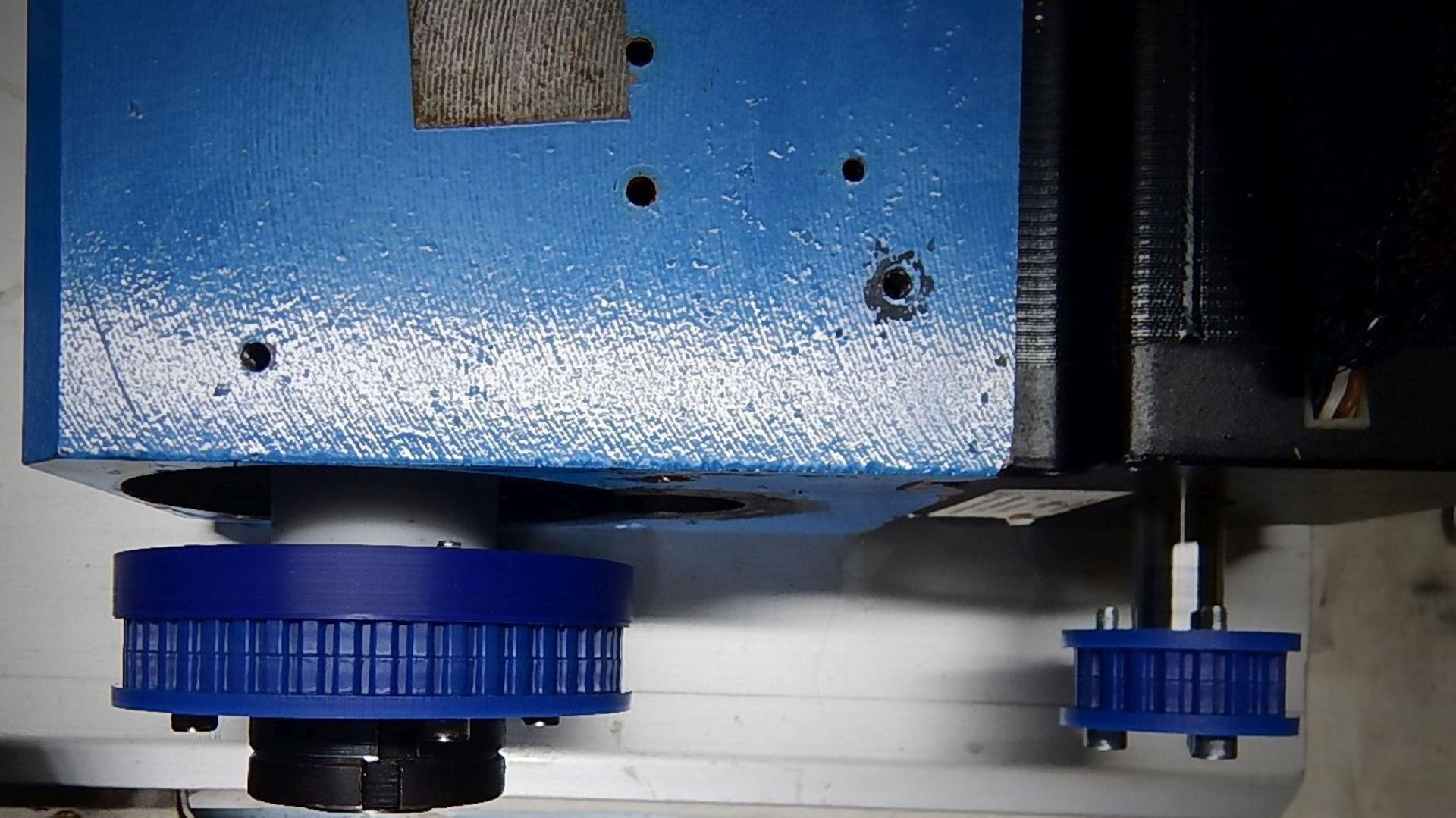
Meguntam keresgélni megfelelő bordáskerekeket, TAKIDEKOR barétommal közösen megoldottuk
Vetesi75 | 1523
2021-11-05 12:00:48
[20801]
A tegnap és ma délelőtti itthoni: Tömítés foglalat nyomáspróbázó szerelvényhez. Egy külső menetes csőtoldatra lesz ráhegesztve. Anyaga D40x6 S355 vastagfalú csőhulladék. Darabolást (szalagfűrész) követően két oldalról, kétszeri megfogással esztergálva.
A fa sűrűsége befolyásolhatja a buborék képződést. Próbáld ki egyszer a frissen lakkozott fát megvákumozni... úgy pezseg mint a traubiszóda, ahogy a lakk és a fában lévő levegő "helyet cserél"
Sziasztok! Mindenkinek nagyon szépen köszönöm az észrevételeket, jó tanácsokat! Annak ellenére, hogy egy üveg, szénszál, stb erősítésű termékek gyártó cégnél rontom a levegőt nem értek hozzá:) de merem állitan, hogy a gyanta bubimentesitésen kívül minden rendbe volt, epoxi gyanta, lasúkötésű edzővel. Ami nagyon érdekelne a fa előkészítésé! Por és zsírtalanításon kívül célszerű megcsiszolni, felület kezelni a tökéletes tapadás eléréséhez.
Előzmény: Rabb Ferenc, 2021-10-30 17:44:20 [20790]
hegedűs györgy | 68
2021-10-30 22:49:27
[20791]
Vákuumozás nélkül tényleg az a legjárhatóbb út, amit RJancsi vázolt fel. Megfelelő gyanta és geometriájú keverő, lassú csurgatás a legvégen pedig a "tisztítótűz". Ha felfűtöd az epoxy gyantát extrém módon felhígul, ami megkönnyíti a mikro-buborékok eltávozását a keverményből. Viszont van (vagy lehet) egy kellemetlen hátulütője. Ha nincs vele elég tapasztalatod, idő előtt elkezdhet kötni... Hogy milyen hőmérséklet a megfelelő az gyanta függő. Mindenképp úgynevezett "öntő gyantát" használj, mert az hígabb szoba hőmérsékleten is és nem repedezik meg vastagabb rétegben sem. Azt a forgalmazót, amelyik nem tud szakmai tanácsot adni, meg el kell felejteni, ha occó, akkor is. Öntés közben nyomás alá helyezni (értem alatta legalább 3-4 bar) egy esetleg asztallap méretű valamit, nem tartozik az olcsó DIY kategóriába, ezért ezen ne is görcsölj! A keverményt megvákuumozni viszont nem akkora varázslat. Sűrített levegős vákuum ejektorral "otthoni" körülmények között is megoldható. Ráadásul még látványos is, ahogy "kiforrnak" a bubik. Feltéve, hogy az edényed átlátszó vagy legalább "ablakos". Mindenesetre látványos dolgok készíthetők ezzel a módszerrel. Sok sikert hozzá, meg elszántságot. Figyeld mit csinálsz és hogyan. A kudarcokból meg vondd le a megfelelő következtetéseket!
Így már értem. Amikor epoxit öntöttem forró vizes vödörbe tettem a komponenseket, hogy könnyebb legyen kimérni és összekeverni. A keverésnél vigyáztam, hogy ne alakuljon ki örvény-tölcsér a keverőszár mellett ahol levegőt szívna be. Az öntésnél meg vékony sugárban folyattam a gyantát hogy már a levegőben elkezdjen kilevegősödni.
Zárt fém edényben szárítani? Mitől szárad, ha nem engedem a nedvességet távozni? A sütőzacskót is arra találták fel, hogy ne száradjon ki benne a hús sütés közben.
Az előttem szoloknak nagyon igazuk van . Amit én tudok hozzá asni : a komponenseket 70 fokos sütőben ki kell száritani zárt fém edényben . Majd másnap 40 fokon tárolni , ezt lehet jól ősze keverni .
RJancsi | 5804
2021-10-22 10:10:51
[20785]
Az is lehet, hogy nem jól keverted a gyantát. Ugyan alaposan össze kell keverni a két (három) komponenst, de ha nem megfelelő alakú és gyors fordulatú a keverőd akkor egy csomó légbubit keversz a gyantába. Hasonlóan mint a tojáshab. A kiöntőgyanták lassú kötésűek, nem ritka a 3-6 óra fazékidő (amíg hígfolyós) épp azért, hogy legyen ideje a buborékoknak a felszínre jönni. A nagyobbakat tűvel lehet kiszúrni, az apróbbaknak legjobb megoldás ha gázlánggal pukkasztod ki. Ezt csak akkor érdemes csinálni ha már az összes bubi feljött a felszínre, mert ha még vannak belül bubik a láng csak ront a helyzeten, a melegtől gyorsul a kémiai reakció és besűrűsödik a gyanta a felszínen, azon már nem nem tud kilevegőzni.
szia, nem a nem vákuumozás miatt vannak a bubik, lángoztad? vagy a gyantád nem erre való, 100millió féle van, vagy másra való, sajnos sokan akik árulják azok sem mind tudják, vagy csak el akarják adni hiszen nekik az bevétel!,vagy a technológiád rossz, olvass utána alaposabban, de ha erre valót használsz azt NEM kell vákuumozni, nagyon nem mindegy a gyanta! van amit pl. csak "vékony" rétegekben lehet vastagítani, ott is meg van mennyi időt kell várni milyen hőmérsékletnél. milyen hőmérsékletű a gyanta, alaposan utána kell olvasni. Érdemes lenne olyantól venni a gyantát aki oktatja is, persze ott drágább is az anyag de tuti a siker.
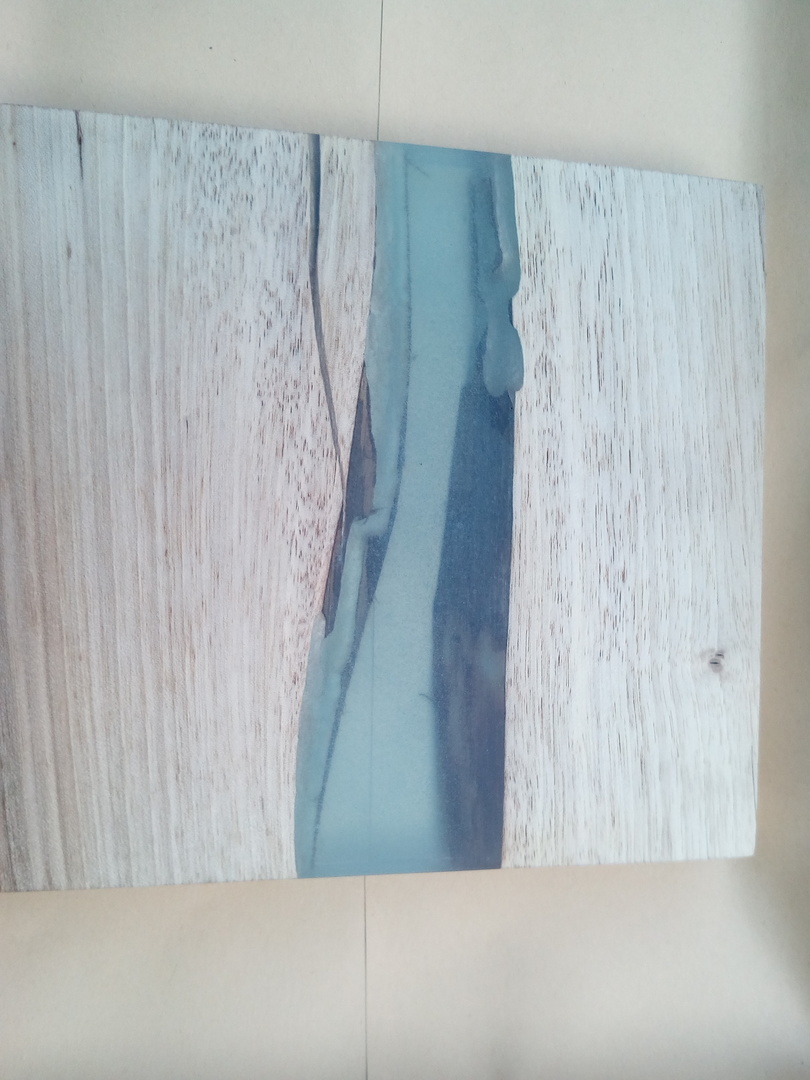
Sziasztok! Síkba marás és kontúr vágáson kívül nem sok köze van a cnc-hez! Első műgyantás próbálkozásom:) Sajnos nem vákuumozottam a gyantát igy hát tele van bubival:( Észrevételek, tapasztalatok?
Törölt felhasználó
2021-08-03 21:56:02
[20780]
Én is szoktam a Sorotec-töl meg a DOLD-tól vásárolni. Mind a kettő jó dolgokat árusít és jó a kiszolgálás.
Egyre jobban tetszik nekem ez a motor+szervoamp kombó. Lehet ezt eu-n belülről ésszerű áron beszerezni? Beleolvasván az adatlapjába egyáltalán nem tűnik rossznak, ha nagy nyomatékra nincs szükség. Először bldc-nek gondoltam, mint pl a Clearpath motorok amivel már volt dolgom, de ez tényleg ac szervó a doksija szerint. Imádok hangtalan hajtásokat építeni, szerintem az 1000-es felbontással is együtt tudnék élni. Pozicionálási pontosságot vizsgáltál esetleg? O.
Ennek csak 1000 soros az ekóderja. A beépített vezérlési problémák amit írsz az nincs. Először is a step/dir közül csak a step pulzusok változna gyorsan, de az sem "nagy frekvencia" mert maximum 250kHz, az meg nem nagy. Na meg attól függ hogy kötöd be és milyen kábelt használsz. Mindennek van előnye is és hátránya is, szerintem erre a megoldásra ez jó.
Forgácsvédelmet, ha probléma lenne, könnyen meg leget oldani. Na meg oda szerintem az nem fog menni, mert a tokmámy mögött van, elég messze a vágótól.
A 2500-ös enkóder felbontást keveslem. Bár azt nem találtam a leírásban, hogy ezt négyszerezi-e.
Valamint a beépített vézérlésnél is kérdéses, hogy métereken keresztül vezetett magas frekis step-dir jelek mennyire stabilak / zavarérzényekek.
Illetve forgácsvédelem szempontjából is kérdéses, hogy forgácsoló gépre mennyire jó választás. Szálló forgács, tömítetlen csatlakozók nem tűnnek jó barátnak.
Játszani ez a motor jó. Nagyon csöndes ha nincs rá semmi rakva. Csináltam egy videót hogy mutassam a hangot mert néhányan erőltetik hogy ez nem szervó hanem léptető motor.
Ez egy AC szervó, beépített hajtóval amit 50VDC-vel lehet táplálni.
Ha ez a motor nem lesz erre jó akkor átrakom a CNC-re X-nek, veszek mégy egyet és az Y-re is rakom, kicserélem a léptetőmotorokat erre.
Szerintem nem lesz az kevés, mert azt meg kell háromszorozni az 1:3 hajtás miatt, de ha kell át tudom rakni 1:6 ra is, akkor pedig hatszoros lesz az ereje. Én inkább a CNC-re találom ezt gyengének mert nem bírja tartani a hirtelen nyomást, de lehet hogy újra rámegyek a paraméterekre és átnézem, kísérletezek tovább ha lesz időm rá. De mindegy, mert ha 400W-os sem lesz elég akkor feladom.
Nem is vártam hogy 1,kW-os legyen. De szerintem a verzió nem lényegtelen, mert amiket te be tudsz állítani azt én nem.
De mindegy, mert ingyen kaptam. Panaszkodtam az eladónak, meg kapcsolatba voltam a gyárral és onnan írták hogy ezt nem adhatják el Európába már az eladók. Aztán írtam az eladónak és mivel úgy árusította hogy ez a legújabb verzió, felajánlotta hogy 100%-ot visszafizet. Én meg azt megköszöntem...
Viszont ha ezt nem tudom beállítani akkor veszek egy 400W-os motort.
"Szegény ember esztergája" már sokba kerül... mert folytatása következik...
Vettem egy 180W-os szervomotort, kicseréltem nem csak a motort, de majdnem mindent. Csak a kontroll doboz nem lett kicserélve, de azt is a át kellet alakítani hogy a motort gyorsabban tudja hajtani.
Sajnos a szervomotorral nem vagyok megelégedve, mert kicsit gyenge, de ezzel fogom befejezni mielőtt veszek egy erősebbet.
Bizony, mindig jönnek elő újabb érdekes történetek.
A buborékok inkább a felületen vannak, az üveg meg kellően vastag ahhoz, hogy ez ne okozzon problémát.
Jó lett volna ha megvan, de így talán még jobb, mert én nem az eredeti funkciója szerint használom. Ott az üveg aljába tesznek szilikagél-t és a peremre kerül egy szitaszerű lemez, amire aztán a szárítani kívánt anyagot helyezik.
Apám, "szintén üvegballonos zenész". Ő mindig az előkészületeknél, mosáskor szokta "selejtezni" a ballonjait. Persze...Ő is a bubira szokta fogni a törést.
Érdekes dolog ez az "üvegben buborék". Apám a telkén kicsiben borászkodik, 50 literes fémkosaras "savas" ballonokban érleli a tudatmódosítót. A ballonok üvegében mindig szokott lenni egy-két bombostűfejnyi buborék. Ami az érdekes hogy évek alatt ezek akár borsónyira is képesek megnőni ami az üveg előbb-utóbbi repedéségig folytatódik. Nyilván az öntésnél feszültség marad az üvegben ami az évek alatt a leggyengébb ponton (a bubinál) jelentkezik.
A mutatott képeiden nem látszik, de... Van az öntött üvegben egy-két aprócska zárvány/buborék, ami az aggódás tárgyát képezte. De ha a "szakember" úgy látja hogy nincs jelentősége, akkor ok!
Az lett volna a király, ha komplett a cucc, de a rá illő üvegfedéllel/haranggal, sajnos...nem tudtam szolgálni.
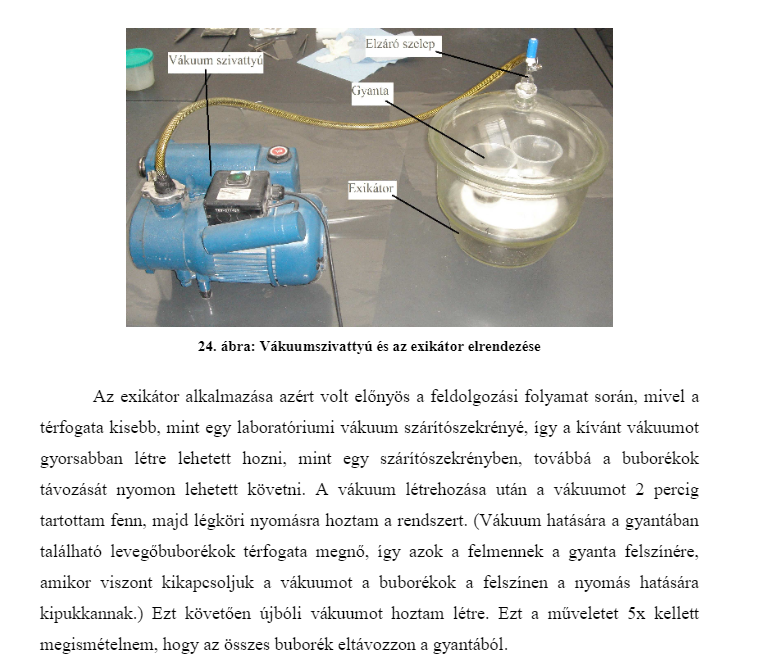
Közben megtudtam Barátomtól, aki munkájából kifolyólag napi szinten jár a fűzfői lőtérre, hogy ez a cucc egy laboratóriumi exikátor (vákuumos szárító) alsó része. És ami ennél is jobb, pont arra használják a lenti műegyetemi cikkben, amire nekem is kell. Most már nem aggódom amiatt, hogy esetleg ne bírná a vákuum okozta nyomást.
Nem kell végteleníteni, csak 45°-ban levágni mindkét darabot és egymásra hajtani. Ugyanígy működik a kis vákuumasztal is, ha munkadarabot kell leszorítani.
Azt amúgy én is, de igazából olyan nagy és nehéz, hogy illik két kézzel megfogni, mert ha nekiütődik valaminek, akkor tuti elpattan az üveg.










 Mitől szárad, ha nem engedem a nedvességet távozni? A sütőzacskót is arra találták fel, hogy ne száradjon ki benne a hús sütés közben.
Mitől szárad, ha nem engedem a nedvességet távozni? A sütőzacskót is arra találták fel, hogy ne száradjon ki benne a hús sütés közben.