Barátkozom az alu hegesztéssel. A képeken szereplő mdb. Lv 15mm.
sufnituning | 3480
2018-02-18 21:36:20
[520]
4lit/perc elég, próbáld meg először úgy mint a kezdők! 5mm laposvas, pálca nélkül húzod, húzol mellé egy másik varratot, aztán ha már ez megy pálcával is meg lehet próbálni, rozsdamentes pálcával könnyebb. ha fordítva van a polaritás, kétpercenként köszörülheted az elektródát. 80 amperrel 3,2 elektródával kezdenék.
Akkor még lehet régi a szögvas szénszegény teljesen tisztára csiszoltad kis felületi rozsda vagy reve is okozhatja. É a vasat is rozsdamentes awi pálcával hegesztem sokkal jobb tisztább a varrat. A 8 liter gáz bőven elég. én 4 körül használom gázlencsével még kevesebbet 2-őt. Alura használok 6-8 at.
Kiszaladtam a műhelybe. Valóban lehetne fordított polaritást is kiválasztani de egyértelműen jelölve van az előlapon, az awi pisztoly a negatív pólus. Megnéztem a gázmennyiséget is egy kinai rotaméterrel 8l/perc.
A polaritást úgy tudod állítani hogy az awi pisztolyt a negatívba tekered be a testet a pozitívba. A piros wolfram a legjobb csak káros az egészségre köszörülni csak elszívással. a köszörű por rákot okozhat. Én most már lilát használok. De ezt mindenki maga dönti el.
Nem hatékony így, azért keresek valakit aki személyesen megnézné mit rontok el. De mert próbáltok így is segíteni akkor mondom amit tudok. Sima szerkezeti acél darabokat hegesztenék, kényelmes pozícióban, Kb 100A körüli árammal ( A polaritás nem állítható ) 2.4 piros wolframmal, argonnal, 7-es kerámiával. Szivárgás nem nagyon van, palackot lezárva percekig megmarad a nyomás. A darabokat flexel tisztára köszörültem. Gázmennyiségre most nem emlékszem, de próbáltam már több gázzal is. Nem huzatos a környezet. Ennek ellenére a hegfürdő legtöbbször felhabosodik, ha valami buborék hozzáért a wolframhoz akkor az azonnal legömbölyödik. A hegesztés fekete, és gyakran barna porszerű kirakódás van a varrat környezetében.
remrendes | 4256
2018-02-18 19:20:18
[514]
A forditott polaritast hamar eszre lehet azert venni.
Üdv. Esetleg polaritás hiba, ügye az awi fordított polaritással működik. egyenáramhoz zöld wolfram nem jó.Ha nincs elég gáz akkor a wolfram elég és fekete lesz.
Csikarc | 5045
2018-02-18 18:37:31
[512]
Sajnos így sötétben tapogatva szinte lehetetlen belőni egy hibát . Nem tudni például a gáz minőséget , mennyiséget , tömlő tömítettséget ...stb.
Egy potméter van, az áram. A gáz utánfolyás nem lényeges most. Egy stahwerk CT520 gépről van szó. ( Videót nem készítek mert nagyon körülményes.) Sokat keresgéltem már a neten sok hibalehetőséget ismerek de mégsem boldogulok. Ezért gondolom hogy egy hozzáértő percek alatt tudna segíteni.
Kedves hegeszteni tudók, keresnék egy hozzáértő szakit aki illő díjazás ellenében egy napot rám szánna és Fóton tartana egy kis awi tanfolyamot nekem. Be kell látnom hogy nem tudok hegeszteni, bármit próbálok, legömbölyödik a wolfram habos ronda lesz a varrat. Nyilván valami elemi dolgot rontok el, de magamtól nem boldogulok. Ha valakinek volna kedve tanítani egy kicsit, írjon magánba.
sasi | 1903
2018-01-02 21:00:07
[506]
Egy picike sarokvarratos próbatest, csupán csak azért, hogy ne süllyedjen túlságosan el a téma.
dezso74 | 787
2017-12-31 08:49:40
[505]
Sziaztok Fórumtársak!
Valaki közületek dolgozott már spotterrel?
Mik a legfontosabb technológiai szabályok?
Csikarc | 5045
2017-12-30 20:56:41
[504]
Csak úgy általánosságban : egy kép az inverteres MIG hegesztőgép belsejéről - a fojtó itt nagyobb mint a főtrafó míg hagyományos trafós MIG gépeknél jóval kisebb szokott lenni a főtrafótól ( főleg 3 fázisú gépeknél ) .
Annyit még talán hozzátennék , hogy inverteres gépnél már megoldható az "áram" figyelése és mérés visszajelzés alapján változtatás történhet a kitöltési tényező %-on végeredményben az "áramon" . A macskaköröm nem véletlen mert nem az áram változik a pwm-es szabályozásnál hanem a kitöltési tényező - de a fojtó meg teszi a dolgát .
Nem értem a problémát ill. pontosan miről megyen a vita . Te elektromos szakember vagy ezért jobban tudod - az áram a feszültség és az ellenállás függvénye azaz laikus buta szóval "kialakul" .A feszültséget alaphelyzetben vehetjük állandónak (beállítottnak ) és így marad az ellenállás ami viszont nagyon sok tényezőtől függ például gázminőség és összetevők ,ívhossz - tartás és huzalsebesség és vastagság , rövidzárlatok száma (ha nem permetes )és még persze más tényezők . Egyszerű helyzetre így gondolom és impulzusos meg más technikákat most nem kevernék bele az alap logikába .
Impulzus uzemmodban nem a kitoltesi tenyezovel machinal? Kezi hasznalatnal, normal uzemmodban, ahol nem allando az ivhossz, ott valamibe bele kell szolni menet kozben is. Csak a feszultseget allitgatja?
Jol sejtem, hogy ez a satunak a vege? En lehet, hogy lemarnam es mas anyagbol potolnam, ha nem tul bonyolult forma es hozzaferheto helyen van. Ha a szoritas iranyara merolegesen is csavarozhato, talan az lenne a legjobb.
Most már én is leírom mert más is leírta előttem bizony én sem hegeszteném mert semmit nem érne Messziről lerí róla , hogy rossz tervezés szüleménye . Ragasztanám én is de persze nem úgy mint egy törött porcelán díszt . Előtte áttervezni az alulról hozzáragasztandó tehermentesítőt (amit persze még csavarozol és illesztő csapokat is használsz melléjük nyírónak )valamint a szorító orsó anyájának támasztását is közvetlen a tehermentesítőre készíteném amit csak úgy lehet ha a tört furatnál megtámasztás céljából elsőre anyagot eltávolítasz az öntvényből és oda kerülne a megtámasztó konzol ami nem az öntvényt feszítené . A ragasztás is akkor jó ha nyíró erőben gondolkodsz és létezik jó fémragasztó . Most nem tudom a nevét de például mi is használtunk az üveggyárban anno kétkomponensű ragasztó-bevonó anyagot az üvegfúvó gépeknél például az öntöttvas csepp csatornák bevonására amin az 1100-1200 fokos olvadt üvegcsepp csúszott a gépek formáiba de fém ragasztásra is kiváló volt így használtuk is . Másodpercek alatt elérte a szilárdsága 80%-át hő hatására bár mi a bevont felületű csatornákat átengedtük a 30 méteres hűtőszalagon és míg átért addig rá is égett (kb. 1 óra ). De az biztos én csak törötten venném meg a satut azaz senkiben nem bíznék meg hogyan oldaná meg a javítást így azt mondom ha nincs vele terved és nem akarod megtartani akkor így add el mert ugye még képvisel valami értéket törötten is .Elnézést mindenkitől akinek nem tetszik a hozzászólásom mert valószínű így röviden leírva talán nem is érthető a mondandóm .
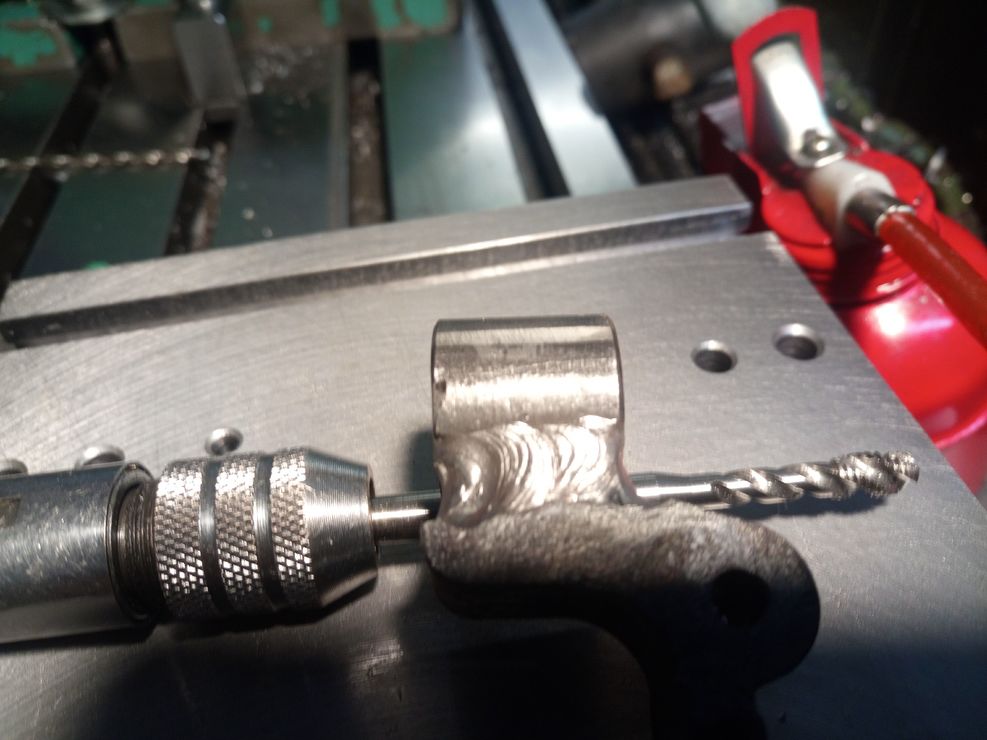
Tegnap házasítanom kellett egy darab öntvényt szénacéllal. Sikerült, a frigy létrejött és minden jel szerint tartós lesz.
jani300 | 12314
2017-12-29 21:48:41
[494]
Köszönöm . Nem nagyon akarom meghegeszteni sem ,pláne hogy egy másik is hasonló módon van eltörve . Nem eladásra megy , mondjuk a vaterán Szögben billenthető gépsatu , ha nem bírja repül ,törik néhány dolog , nem próbálnám ki . Egy lakatos satunál max leesik a munkadarab .
Lehet akkor pont arra az öt százalékra van szükség most Gondolom értem mire utalsz , de egyelőre még a szakmai tartalom csak a hozzászólók által van lektorálva . De ahogy gondolod . Meghallgatok minden ötletet , de megyek azért a saját fejem után ...
Írd nyugodtan ! Már írtam ,nem én törtem el . Azt is tudom hogy nem tudok hegeszteni Nem problémázok én itt semmin . Még a mozgó pofa is másik törött satué ,nem lehet ez jó konstrukció .
Kerestem egy kétkörmös lehúzót , hát nem találom ... De a múltkor emlegetett egyik törött satu megkerült . Nem tudom ,itt nem igazán bízom az öntvény hegesztésben . Nincsen olyan ötletem ,amire azt mondanám hogy szerintem jó lesz .
Csikarc | 5045
2017-12-29 07:30:55
[486]
Igen , én viszont helyesbítek mielőtt valaki belekötne a meghatározásba mert a "fénycső fojtószerűség" nem táp hanem pontosan csak egy 60W-os 230/12 V-os transzformátor .
Erre gondoltam . Egy nagy trafóval egyszerűbb persze . Ez csak szemléltetés inkább ,feszültség és teljesítmény ,szempontjából . Rengeteg kasznis dolgot néztem .
Valószínű , hogy jobb lesz mint a mikrónak a trafójából készített és elég gyorsan megtekercselhető is valamint a szekunder feszültséget belőni így - már mint ami a videón látható 3 fázisú trafón .






 sarokvarratos próbatest, csupán csak azért, hogy ne süllyedjen túlságosan el a téma.
sarokvarratos próbatest, csupán csak azért, hogy ne süllyedjen túlságosan el a téma.


 Messziről lerí róla , hogy rossz tervezés szüleménye . Ragasztanám én is de persze nem úgy mint egy törött porcelán díszt . Előtte áttervezni az alulról hozzáragasztandó tehermentesítőt (amit persze még csavarozol és illesztő csapokat is használsz melléjük nyírónak )valamint a szorító orsó anyájának támasztását is közvetlen a tehermentesítőre készíteném amit csak úgy lehet ha a tört furatnál megtámasztás céljából elsőre anyagot eltávolítasz az öntvényből és oda kerülne a megtámasztó konzol ami nem az öntvényt feszítené . A ragasztás is akkor jó ha nyíró erőben gondolkodsz és létezik jó fémragasztó . Most nem tudom a nevét de például mi is használtunk az üveggyárban anno kétkomponensű ragasztó-bevonó anyagot az üvegfúvó gépeknél például az öntöttvas csepp csatornák bevonására amin az 1100-1200 fokos olvadt üvegcsepp csúszott a gépek formáiba de fém ragasztásra is kiváló volt így használtuk is . Másodpercek alatt elérte a szilárdsága 80%-át hő hatására bár mi a bevont felületű csatornákat átengedtük a 30 méteres hűtőszalagon és míg átért addig rá is égett (kb. 1 óra ). De az biztos én csak törötten venném meg a satut azaz senkiben nem bíznék meg hogyan oldaná meg a javítást így azt mondom ha nincs vele terved és nem akarod megtartani akkor így add el mert ugye még képvisel valami értéket törötten is .Elnézést mindenkitől akinek nem tetszik a hozzászólásom mert valószínű így röviden leírva talán nem is érthető a mondandóm .
Messziről lerí róla , hogy rossz tervezés szüleménye . Ragasztanám én is de persze nem úgy mint egy törött porcelán díszt . Előtte áttervezni az alulról hozzáragasztandó tehermentesítőt (amit persze még csavarozol és illesztő csapokat is használsz melléjük nyírónak )valamint a szorító orsó anyájának támasztását is közvetlen a tehermentesítőre készíteném amit csak úgy lehet ha a tört furatnál megtámasztás céljából elsőre anyagot eltávolítasz az öntvényből és oda kerülne a megtámasztó konzol ami nem az öntvényt feszítené . A ragasztás is akkor jó ha nyíró erőben gondolkodsz és létezik jó fémragasztó . Most nem tudom a nevét de például mi is használtunk az üveggyárban anno kétkomponensű ragasztó-bevonó anyagot az üvegfúvó gépeknél például az öntöttvas csepp csatornák bevonására amin az 1100-1200 fokos olvadt üvegcsepp csúszott a gépek formáiba de fém ragasztásra is kiváló volt így használtuk is . Másodpercek alatt elérte a szilárdsága 80%-át hő hatására bár mi a bevont felületű csatornákat átengedtük a 30 méteres hűtőszalagon és míg átért addig rá is égett (kb. 1 óra ). De az biztos én csak törötten venném meg a satut azaz senkiben nem bíznék meg hogyan oldaná meg a javítást így azt mondom ha nincs vele terved és nem akarod megtartani akkor így add el mert ugye még képvisel valami értéket törötten is .Elnézést mindenkitől akinek nem tetszik a hozzászólásom mert valószínű így röviden leírva talán nem is érthető a mondandóm .



 -sajnos 10% értelmeset sem tudok írni !
-sajnos 10% értelmeset sem tudok írni !




