|
Előzmény: Frédi, 2019-03-22 18:24:59 [1061]
|
|
Előzmény: Arany János, 2019-03-22 17:26:59 [1060]
|
|
Előzmény: Csikarc, 2019-03-22 18:44:34 [1066]
|
|
Előzmény: Csikarc, 2019-03-22 18:44:34 [1066]
|
|
Előzmény: Frédi, 2019-03-22 18:44:56 [1067]
|
|
Előzmény: Arany János, 2019-03-22 18:28:26 [1062]
|
|
Előzmény: Arany János, 2019-03-22 18:34:31 [1063]
|
|
Előzmény: Frédi, 2019-03-22 16:56:55 [1057]
|
|
Előzmény: J-Steel, 2019-03-22 16:29:58 [1053]
|
|
Előzmény: Arany János, 2019-03-22 18:28:26 [1062]
|
|
Előzmény: Frédi, 2019-03-22 18:24:59 [1061]
|
|
Előzmény: Arany János, 2019-03-22 17:23:39 [1059]
|
|
Előzmény: Törölt felhasználó, 2019-03-22 17:11:32 [1058]
|
|
Előzmény: Frédi, 2019-03-22 16:56:55 [1057]
|
|
Előzmény: J-Steel, 2019-03-22 16:14:08 [1048]
|
|
Előzmény: Csikarc, 2019-03-21 23:21:27 [1024]
|
|
Előzmény: J-Steel, 2019-03-22 16:43:56 [1055]
|
|
Előzmény: jani300, 2019-03-22 16:23:25 [1050]
|
|
Előzmény: J-Steel, 2019-03-22 16:29:58 [1053]
|
|
Előzmény: J-Steel, 2019-03-22 16:23:41 [1051]
|
|
Előzmény: J-Steel, 2019-03-22 16:23:41 [1051]
|
|
Előzmény: Arany János, 2019-03-22 16:18:48 [1049]
|
|
Előzmény: J-Steel, 2019-03-22 16:14:08 [1048]
|
|
Előzmény: J-Steel, 2019-03-22 16:14:08 [1048]
|
|
Előzmény: jani300, 2019-03-22 15:27:17 [1045]
|
|
Előzmény: Csikarc, 2019-03-22 06:53:08 [1030]
|
|
Előzmény: Csuhás, 2019-03-22 15:07:31 [1042]
|
|
Előzmény: ANTAL GÁBOR, 2019-03-22 15:18:38 [1044]
|
|
Előzmény: jani300, 2019-03-22 15:09:03 [1043]
|
|
Előzmény: ANTAL GÁBOR, 2019-03-22 15:05:22 [1040]
|
|
Előzmény: Kopirnyák, 2019-03-22 14:34:43 [1039]
|
|
Előzmény: D.Laci, 2019-03-22 13:43:34 [1034]
|
|
Előzmény: Kopirnyák, 2019-03-22 14:34:43 [1039]
|
|
Előzmény: Kopirnyák, 2019-03-22 13:54:15 [1035]
|
|
Előzmény: Kopirnyák, 2019-03-22 12:51:20 [1033]
|
|
Előzmény: Kopirnyák, 2019-03-22 12:51:20 [1033]
|
|
Előzmény: D.Laci, 2019-03-22 13:43:34 [1034]
|
|
Előzmény: Kopirnyák, 2019-03-22 12:51:20 [1033]
|
|
Előzmény: sastas, 2019-03-21 16:37:55 [991]
|
|
Előzmény: J-Steel, 2019-03-21 22:18:46 [1011]
|
|
Előzmény: Csikarc, 2019-03-22 06:53:08 [1030]
|
|
Előzmény: Arany János, 2019-03-22 05:09:30 [1029]
|
|
Előzmény: Csikarc, 2019-03-21 23:39:30 [1026]
|
|
Előzmény: Frédi, 2019-03-21 23:51:49 [1027]
|
|
Előzmény: Csikarc, 2019-03-21 23:39:30 [1026]
|
|
Előzmény: Csikarc, 2019-03-21 23:21:27 [1024]
|
|
Előzmény: Csikarc, 2019-03-21 23:21:27 [1024]
|
|
Előzmény: Frédi, 2019-03-21 23:06:10 [1022]
|
|
Előzmény: Frédi, 2019-03-21 23:06:10 [1022]
|
|
▲
◊
|





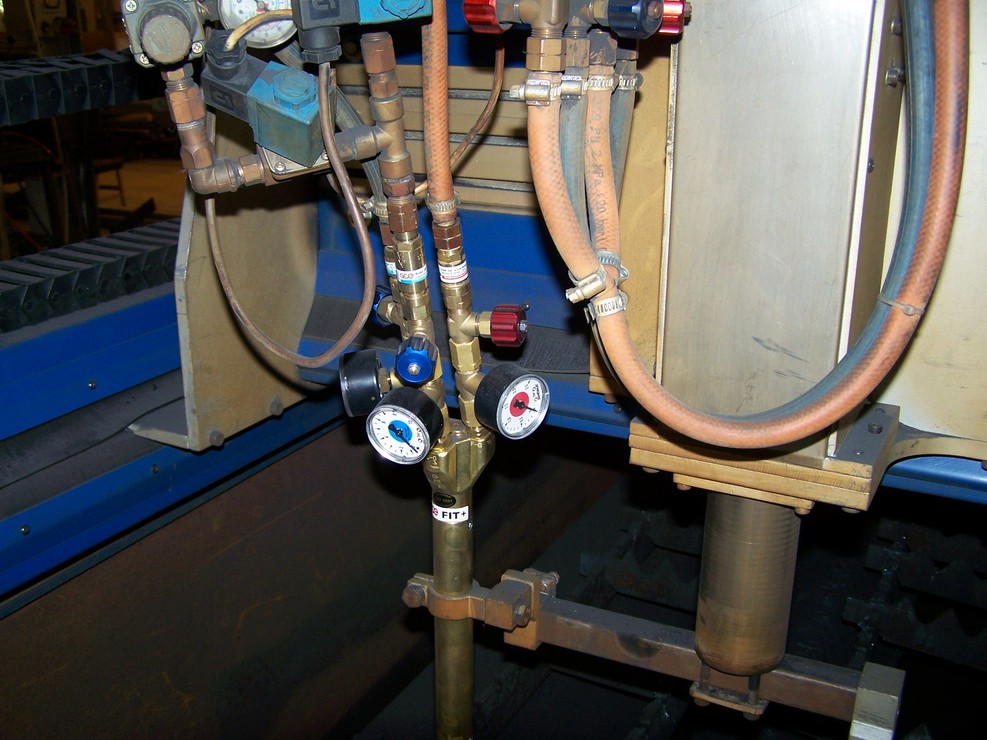
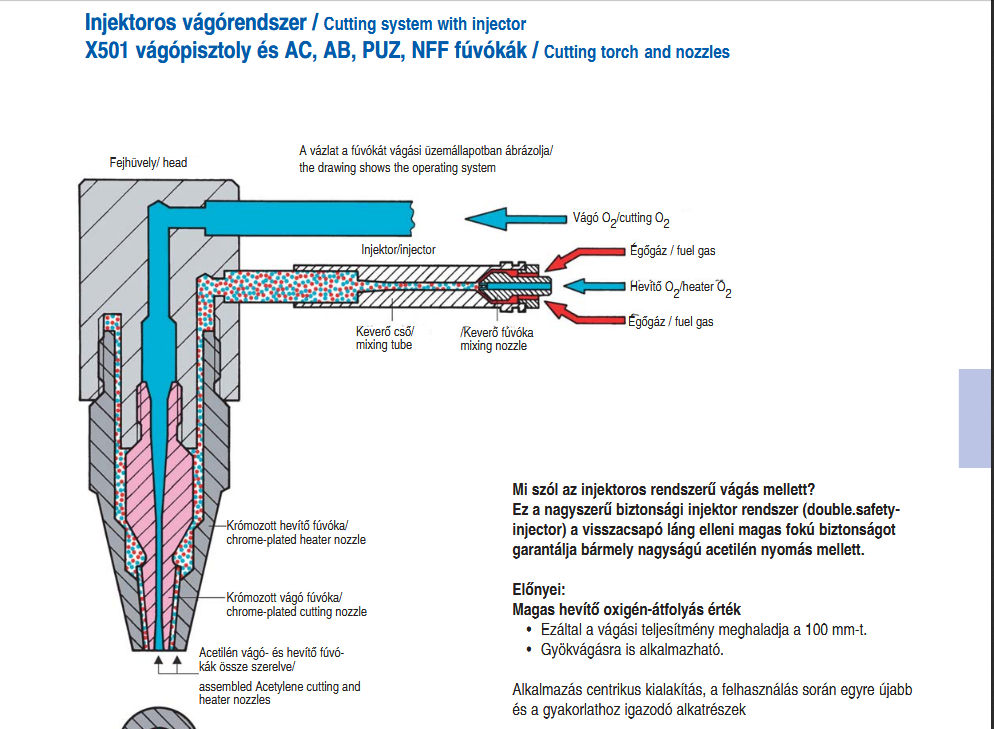
 ). De nézd meg a nagy gyártók is mindkét rendszert alkalmazzák ( itt most a gázkeverés rendszerére gondolok - injektoros vs. gázkeverő fúvókás rendszer). A lényeg - próbáld ki , sokat nem veszítesz vele .
). De nézd meg a nagy gyártók is mindkét rendszert alkalmazzák ( itt most a gázkeverés rendszerére gondolok - injektoros vs. gázkeverő fúvókás rendszer). A lényeg - próbáld ki , sokat nem veszítesz vele .

 ezért fontos az oxigén nyomás/mennyiség ha megfelelő a vágási minőség tükrözi!
ezért fontos az oxigén nyomás/mennyiség ha megfelelő a vágási minőség tükrözi!





 )
)