"csapot kifolyik a lé egy szűrőn át vissza a hordóba. A maradék vizet felitatom egy ronggyal. így nem alakul ki pára." .. húúúú de jó , hogy megemlítetted . Nekem is szétszedhetőre van tervezve-építve a plazmavágó asztalom és a garázsomba volt először . Ott alatta volt nagy szerelő akna ill. a garázs kijárónál egy 25 m3-es ciszterna és persze én is tervezgettem anno a leürítését . Én hüle most meg az áttelepítés után már el is feledkeztem ezen gondolataimról !Pedig agyaltam a párán , meg mi lesz télen de eszembe sem jutott , hogy van pince a műhely alatt .Szóval nagyon örülök , hogy megemlítetted a napi leürítés lehetőséget !
Én egy kicsit kiállok a sorból, mert az én gépem 2 óra alatt szétszedhető, egy fürdőszobaajtón átvihető a legnagyobb darabja is, tehát ha úgy döntenék, hogy a fürdőszobába vágnám a vasat, akkor odatelepítem egy délelőtt alatt. A másik, hogy a hűtővizet csak 130 litert használok, még talán ezt is soknak tartom kb 70 mm vízoszlop magasság mellett. Munkavégzés előtt bekapcsolom a kis szivattyúmat, mely kb 1 perc alatt felnyomja egy hordóból a medencémet. munka végeztével megnyitom a csapot kifolyik a lé egy szűrőn át vissza a hordóba. A maradék vizet felitatom egy ronggyal. így nem alakul ki pára.
Örülök , hogy a kritikai hozzászólást nem tekinted kötekedésnek . A gépkiválasztáshoz viszont nem tudok hozzászólni mivel nincs elég tapasztalatom (annak ellenére ,hogy évekig dolgoztam forgalmazó cégnél , láttam is jó pár gépet belülről sőt enyhén átalakítottam + még szeretem is a témát de )mert én a saját utamat járom és ez ezért egyéniség és lehetőség függő .
Köszönöm az építő jellegű kritikát, meg is fogadom. Az áthidaló tartót 40 x 40-es szögvasnak terveztem de az még "kevesebb" mint ha zártszelvény lenne. Ha kész lesz a víztartály, megpróbálom azon a részen minél jobban feltámasztani. Jó ötlet a 3 mm-es lemez. Megpróbálok hétfő reggel pótlólag küldeni még egy rajzot a lézervágós emberkének. Egyébként nekem is nagyon sokat segített ez a topik melyet igyekeztem alaposan átolvasni (kivéve az értelmetlennek tűnő vitákat), ezért gondoltam megosztok én is minél több információt. A legnagyobb fejtörést egyébként a megfelelő gép kiválasztása okozza. Az, hogy 100A körüli teljesítményű gép 294.000 Ft S-Plasma 125H 415.000 Ft Alfaweld CUT 120I 825.000 Ft IWED CUT 130 Multiarc CNC és a 2 millió feletti Hypertherm között van e akkora különbség ami megéri az akár ötszörös árat. Üdv László
Elnézést , de elfelejtettünk gratulálni a géphez + a bátorsághoz , hogy a nyilvánosság elé mered ( vagy meritek) tenni a gépetek építésének munkafázisait . Én kezdeném egy kritikával ( mivel ami jónak tűnik arról felesleges túl sokat rágcsálódni ) . A tálca közepén lévő áthidaló tartó (szemre a rajz arányainak alapján 40x40-es zártszelvény tűnik ) gyengének tartom alátámasztás nélkül . Oda érdemes lenne egy 3-as lemezből egy merevítőt aláhegeszteni végig , persze pár kivágással ahol a víz át tud folyni . Mert a legnagyobb behajlás ott középen várható , mondom ezt úgy , hogy még azt sem tudom hány mm-es lemezt akartok vágni az asztalon .
Persze én csak egyszerű méret képletet vettem .Az enyém 4000 mm hosszra van tervezve és a tálca mérete 4400 mm , de csak a híd-plazmafej mozgási holttere miatt . Nálam nem lesz daruzás mivel csak vékony lemezre (2-3 mm )terveztem a gépemet + mellé csak 1000x2000-es táblákra amelyeket az asztalra helyezés után összeheftelek majd vágás után sarokcsiszolóval újra szétvágom-darabolom .Így könnyebb mozgatni és dolgozni az anyaggal .
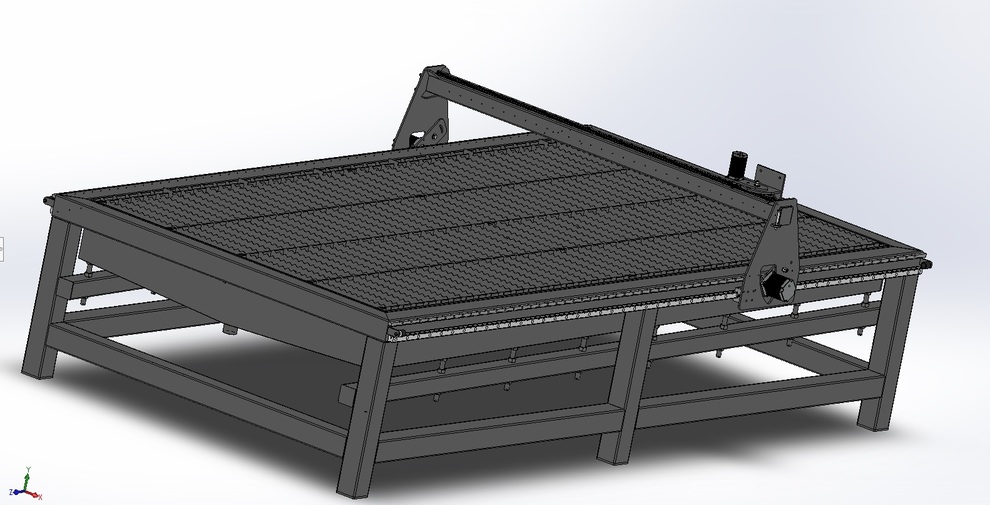
Először is bocsánat a szerencsétlen fogalmazásért. Azt írtam mennyire terveztük de azt nem mekkorára módosult a végleges rajzon. A rajzon mellékeltem a pontos méreteit így átlag 252,5 mm vastag lesz a vízoszlop a gépben ahogy remrendes is írta a 1864 hsz-ban. Ha teljesen teli töltenénk akkor 1454,5 liter férhet bele. A víztartó méretei 1630 x 3534 mm Azért hosszabb mint Csíkarc számítása hogy ha a híd az egyik végén van, még felülről rá lehessen "daruzni v emelni" az 1500 x 3000 mm-es lemezt. László
remrendes | 1840 Válasz erre Ma 07:10:26 +⚐ Kedvenc Törlés | [1864] [⫘]
Ha lefele forditanad a fogaslecet, akkor nem allna meg a fogak kozott a por. Miert kell 250mm magas vizoszlop? 1200kg nem fogja deformalni a vazat?
Te írtad a 250 mm-ert , no én meg arra emlékeztem és azzal számoltam . Természetesen ha 100 mm a vízoszlop akkor nem annyi a súlya amennyit számoltam .. akkor már csak 500 kg körüli .
Kisebb méretű zártszelvénynél én is tennék andrást még néhány helyre csomólemezt is de itt 100x100x4 mm-es a szelvény és az összekötő is ugyanez a méret - szóval masszív egy váz ránézésre is .
" 1 liter víz súlya magyar ország területén belül kb 1 kg??"- megadta a vágni kívánt lemezméretét ami 1500x3000 mm . Így a "tepsi" kb 1600x3100 mm ... számolgatva 1,6mx3,1nx0,25m=1,24 m3 víz .
Nekem 450 literesre jött ki a tartályod, Te hogy számoltál 1,2 tonnát: Persze ha feltételezzük azt, hogy 1 liter víz súlya magyar ország területén belül kb 1 kg??
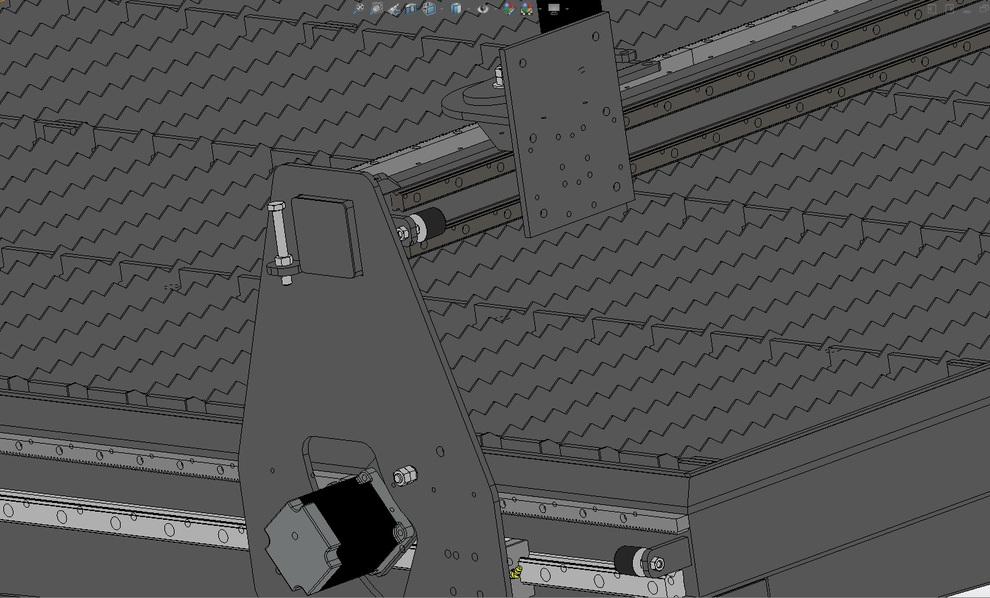
Lehet csak nem jól látszott a rajzon távolról de lefelé áll a fogasléc és ahogy Csíkarc kolléga írta lesz fölötte egy védőlemez melynek vége szögben le lesz hajtva amennyit csak enged a mechanika. Ami az állítható lábakat illeti azt nem találtam elég masszívnak inkább a végleges helyén kihézagoljuk 100 x 100-as lemezekkel, majd a végén minden láb alá kerül egy kemény gumilap. Először mi is kisebb vízoszlopot terveztünk de két emberke is azt ajánlotta, hogy azért kell a több mert nagyon gyorsan televereted kosszal. Mi 100 mm-t terveztünk, ahol ő dolgozik a gyári nagy gépen ott 500 mm van amit nagyon soknak találok. Nem beszélve ha egy egy kisebb alkatrész beleesik a fél méter mély vízbe és még rozsdamentes is. A váz úgy lett kialakítva hogy az egész vízágy csak a függőleges lábakhoz csatlakozik így a pontosra sikeredett fölső keretet már nem befolyásolja (és a rengeteg hegesztés se így) Üdv László
Én egy 100x100x4 mm-es zártszelvényre is rá mernék tenni 1,2 T-át , meg sem kottyanna neki csak jó talpazata legyen és normális aljzatbetonozás . Nagyon masszív az a vázszerkezet.
Előzmény: Szalai György, 2018-09-08 08:06:53 [1867]
Szalai György | 9544
2018-09-08 08:06:53
[1867]
Az 1,2 t milyen arányban oszlik mag a hat láb között?
Valószínűleg úgy fogják a végleges megoldásban szerelni a fogaslécet ahogyan írod meg persze érdemes felé takaró lemezt is szerelni szikrafogónak meg a vízfröccsenés miatt is .A víz súlyának hatása nem lesz olyan nagy gond mert elég merev az a váz sőt én például alsó összekötőnek még kisebb profilt használtam volna . Nekem közel duplája lesz a felület (majd 10 m2) de egyáltalán nem aggódom a víz okozta deformációtól , igaz egy oldalon nekem 4 láb van . A víz magasságát 140-150 mm-re terveztem és így max. 1.5 T lesz a víz súlya .Viszont hiányolom a látható terv alapján az állítható talpakat .
A tervezett kinézet a mellékelt rajzon. Szeretném ha vízteres lenne, kb 1,2 tonna vízzel!
dosalaszlo | 263
2018-09-07 23:15:17
[1862]
Nálunk is folyamatban van egy 1500 x 3000 mm lemez megmunkálására alkalmas gép készítése. A zártszelvények 100 x 100 x 4 mm és elsőre sikerült a hosszanti párhuzamosságba 1,6 mm eltérést produkálni. Próbáltuk melegíteni , rászámolni de inkább szétvágtuk és második nekifutásra 0,3 mm lett ami belefér már azt hiszem.
Csikarc | 5045
2018-09-07 22:08:54
[1861]
No meg nem kell annak a plazmavágónak a százados pontosság . Én csak úgy nagyjából egyengettem ki a hegesztés utáni görbületeket . A rászerelt "sínt" pedig állíthatóra készítettem és persze hézagolható is majd mikor véglegesítettem az asztalt akkor egy vékony zsinórral állítottam be a görgő sín egyenességét .A vágott lemez úgy is görbül nem egy-két tizedet és még ott van a THC is . Szóval szerintem nem érdemes túlzásba vinni plazmánál a pontosság kérdését .(No most fognak "ugrani" páran erre a megjegyzésemre is .)
Nem éreztem tökéletesnek, az alapot sem, bár lehet, elment volna. Szétszedtem az egészet, újra alkotom. Most 60 x 60 x 4 zártszelvényből csinálom az alapot, görgők futnak majd rajta, gondolok arra is, hogy ne legyen érzékeny a szikrákra meg forgácsdarabkákra. Meghoztam a vasat, és sajnos görbék! 4 -4 mm van bennük, ha összeforgatom. Na elővettem a kis prést hogy kiegyengessem. Vágtam egy 50 x 60 x 2000 gránitcsíkot is a sík ellenőrzéséhez.(ennél pontosabban nekem nem kell) A préselés és az eredmény a képeken látható. A haverommal még nekem is fel kellett másznom a présre. 0 lett a görbülés. lefotóztam görbülettel és anélkül is. Ja és 2310 mm a teljes hossz ez lesz a Z.
Elkapott a plazma láz! Gondoltam,összedobok egy kis gépet. Valahogy így fog kinézni,lemezre felrakhatóban gondolkozom. De lehet kap majd egy kivehető lábazatot is. Már csak egy jó kínai zavarforrást kell szereznem. Nincs valakinek olyan ami már kiakasztotta és megválna tőle? Szeretem a kihívásokat! Üdv
Köszi! A plazmavágó nem az enyém,de még ezek voltak a teszt vágások. A minőségen még van mit javítani tudom,de ez a tulaj feladata lesz.:) A teszteléshez Ő biztosította a lehetőséget,utólag is köszönöm Csaba! Most volt egy érdeklődő írtam neki,és amit válaszoltam azt neked is elküldöm. Üdv.
A THC-hez gratulálok. Mennyiért csinálsz egyet? A vágásnál viszont észrevettem, hogy a felső oldalon túl sok a reve. Amikor vágok akkor nekem alig képződik a felső oldalon. A pisztoly a ludas, vagy kevés a levegő? ESAB gépet használok, a hozzá adott vágófejjel. 7 BAR körül megy a levegő.
Üdv. Elkészült az Arduino THC-m. Automata ív feszültség bemérés különböző lemez vastagsághoz, a vágó feszültséget beméri és utána ha kell ,akkor lehet még korrigálni. 1-20mp várakozási idő,az ív stabilizálódása érdekében. +/- 10V differencia beállítás. ARC Ok,UP ,DOWN vissza jelzés. Mind ez egy Kínai sok zavart termelő plazmavágóhoz.
Csikarc | 5045
2018-09-05 18:16:52
[1849]
Én ma próbáltam bekötni a THC-t ... hát elsőre nem sikerült . Amit adtak hozzá RS232-es csatlakozót az még véletlenül sem úgy van bekötve ill. vezetékelve ahogy a gyári rajzon van . Természetesen még ma este átvariálom a csatlakozó bekötését .Azt nem értem ha neked nem reagál az UCCNC-d az UP-DOWN jelre akkor miért nem az a Step jel kiadás opciót választod .Én most szereltem be az UCCNC400-ast de még nem tudtam tesztelni THC-vel működés közben ( valószínűleg csak a hétvégén történik meg ). Viszont én is az UCCNC-t akarom használni a Z tengely ívfeszültség szerinti magasság állításhoz 1/100-as osztóval .
- A "furmányos" THC elektronikai megoldásodat én nem tudom alkalmazni (mert nem értek hozzá, illetve a gépt sem szívesen bontanám meg), illetve egy "gyári" THC-tól elvárná az ember ha beköti működjön...
- Az érdekesség az hogy tulajdon képen működik a THC, jelzi hogy fel-le, sőt az UCCNC diagnosztikai ablaka is mutatja hogy a THC bemenetére érkezik a fel-le jel (néha működik is) tehát a THC nem fagy le folyamatosan adja a jeleket. Valamiért megzavarja HF gyújtáskor az UC100-as vezérlőt és utána hiába jön a megfelelő fel-le jel az UCCNC már nem reagál rá. (Amúgy a program és a vágás nem fagy le csak a THC jelre már nem reagál a program (Vagyis a program jelzi hogy emelni kéne a fejet, de a Z tengely nem mozdul)) Mindez a Proma THC vel probléma mentes...
Én is megvettem a THC3T-02 típusú thc egységet de még nem tartok ott , hogy tesztelni is tudjam .Csak szépen sorban szeretem készíteni a dolgokat . Mondjuk , hogy megvettem az UCNC400-ETH-t így már feleslegesnek látom a thc megvásárlását de most már mindegy . Ami nekem furcsa az egészben , hogy gyárilag is a plazmavágó kimeneteire ajánlják a proma bekötését . Ez nem tetszik nekem mert így a jó pár kV-os nagyfeszültség rámegy az elektronikára hiába a szűrő ill. hidegítő egység maga a vezeték is indukál erős zavaró jeleket (szemre műanyag házba van építve a Proma ). Nekem a HF gyújtóegység még a plazmavágón belül is "megkergítette" az elektronikus időzítő reléket így kénytelen voltam egy fém árnyékoló dobozt rászerelni a gyújtóegységre . A THC-t viszont én a cnc vezérlő egység fémdobozában helyeztem el . A mérendő feszültséget sem a kimenetről veszem le hanem a plazmavágó belsejében az egyenirányító után lévő fojtótekercs kimeneti pontjáról ahol jóval védettebb a nagyfeszültségtől .Plusz ráadásként beépítettem egy "ARC OK" relét is a plazmavágóba ami adja a jelet a mozgásvezérlő felé - no ez a relé másik két morse érintkezőjén használva ezeken keresztül egyben tudom kapcsolni a THC felé a mérendő ívfeszültséget de így már csak akkor van mérhető ívfeszültség a THC-n mikor a plazmaív kialakul és nincs HF-es gyújtás .Remélem ez a többszörös védelem már nem okoz annyi zavart . Persze ez csak okoskodás mert a gyakorlatban még mindig nem próbáltam ki , kell még jó pár nap meg munkaóra míg működni fog talán .
1.) A Proma Compact THC 150-em 3 év-ig bírta, bedöglött csak villogott és semmit nem csinált. Ergo a Proma sem örök életű elektronika...
2.) Gyorsan kellett és olcsóbb is volt ezért vettem egy másik fajta THC-t : THC Sajnos ez viszont bezavarja az elektronikát a kínai HF gyújtású plazmámmal használva (ezért használhatatlan) (a kontak gyújtású plazmámhoz valószínűleg jó lesz)
3.) Vettem egy Proma Compactot megint és újból minden jó.
Örülök, hogy alakul a gép. Az érintés/hossz bemérésre ott van a G31 kód, illetve az M31 makró. A makrókat az UCCNC/Profiles/Macro_profilodneve mappában találod. Nyisd meg az M31.txt macro fájlt mondjuk jegyzettömbbel és akkor láthatod a macro kódot amit szabadon tudsz módosítani az igényeknek megfelelően. Persze Dezsoe is tud segíteni a macroval, ha elmeséled majd neki, hogy mit hogyan szeretnél...
A Neuron screenset csak a Neuron THC vásárlással együtt érhető el, amit tőlük lehet megvásárolni. Ahhoz fejlesztették a screenset-et, illetve saját pluginjuk is van ami a THC-t kezeli. A THC etherneten keresztül működik, illetve az UC300ETH-hoz is kapcsolódik, de az UC300ETH modulhoz is saját alaplapot csináltak a NeuronTHC-sek. Szóval komplett rendszerként árulják az UC300ETH-t az általuk készített alaplappal, illetve a NeuronTHC vezérlővel és a screensettel és pluginnal.
Rövid az emlékezeted, de másképpen és erősebben is fogalmazhatnék. Pedig nem olyan rég volt 2018.3.21., #1713. Így aztán jobb is ha ezt a bejegyzésemet se olvasod a dicsekvő tiltásod kapcsán, hiszen egyszerűbb az neked, ha nem szembesülsz a valósággal, így nyugodtan éldegélhetsz a saját kis buborékodban.
Igen , lassan haladok . Ma bekötöttem az IM805-ös léptető vezérlőt és ahogy írtad tényleg működik . A mozgásteszt is megtörtént és érezhetően jobb minőségű a gép mozgása főleg az MK1-eshez viszonyítva . A motorok csendesebbek lettek de csak még a Z tengely motor beállításán kell majd állítani mert az a legkisebb de a leghangosabb . Már csak egy működő makróra lenne szükségem, ami minden M3-as parancsnál megérinti a darabot és lenullázza a Z tengelyt és persze bekapcsolja a plazmavágót.
Köszönöm . Pontosan ezt ecseteltem a fiamnak hazafelé az autóban - az UCNC előnyét és miért is volt érdemes megvenni .. tehát , hogy magyar fejlesztésű és rögtön segítenek ha elakadunk valamiben ! Még egyszer köszönöm !
És az miért gond, hogy a step/dir jel-t a tesre kell kapcsolni? Az UC400ETH kimenetei push-pull (totem-pole) kimenetek, szóval mindkét konfigurációt meg tudja hajtani.
 Nekem is szétszedhetőre van tervezve-építve a plazmavágó asztalom és a garázsomba volt először . Ott alatta volt nagy szerelő akna ill. a garázs kijárónál egy 25 m3-es ciszterna és persze én is tervezgettem anno a leürítését . Én hüle most meg az áttelepítés után már el is feledkeztem ezen gondolataimról !Pedig agyaltam a párán , meg mi lesz télen de eszembe sem jutott , hogy van pince a műhely alatt .Szóval nagyon örülök , hogy megemlítetted a napi leürítés lehetőséget !
Nekem is szétszedhetőre van tervezve-építve a plazmavágó asztalom és a garázsomba volt először . Ott alatta volt nagy szerelő akna ill. a garázs kijárónál egy 25 m3-es ciszterna és persze én is tervezgettem anno a leürítését . Én hüle most meg az áttelepítés után már el is feledkeztem ezen gondolataimról !Pedig agyaltam a párán , meg mi lesz télen de eszembe sem jutott , hogy van pince a műhely alatt .Szóval nagyon örülök , hogy megemlítetted a napi leürítés lehetőséget !
 )mert én a saját utamat járom és ez ezért egyéniség és lehetőség függő .
)mert én a saját utamat járom és ez ezért egyéniség és lehetőség függő .






 )
)