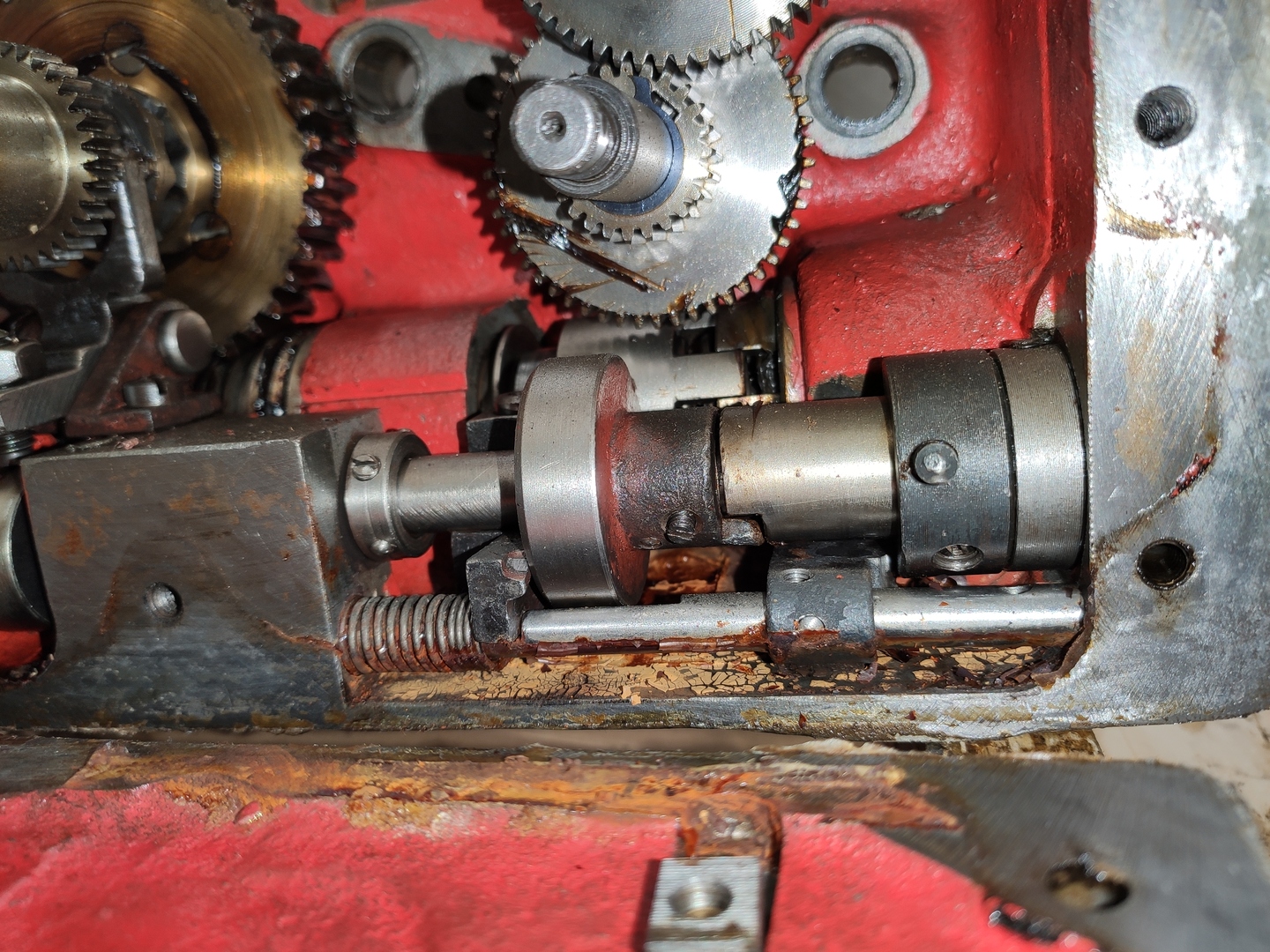
A csavarok a felette lévő tányér miatt nem jönnek ki, le lazítani le lehet őket. De az a persely nem mozdul, valószínűleg passzosan/szorosan van az öntvényben, esetleg valamivel még rögzítve. Remélem nincs átgittelve és festve stift alulról...
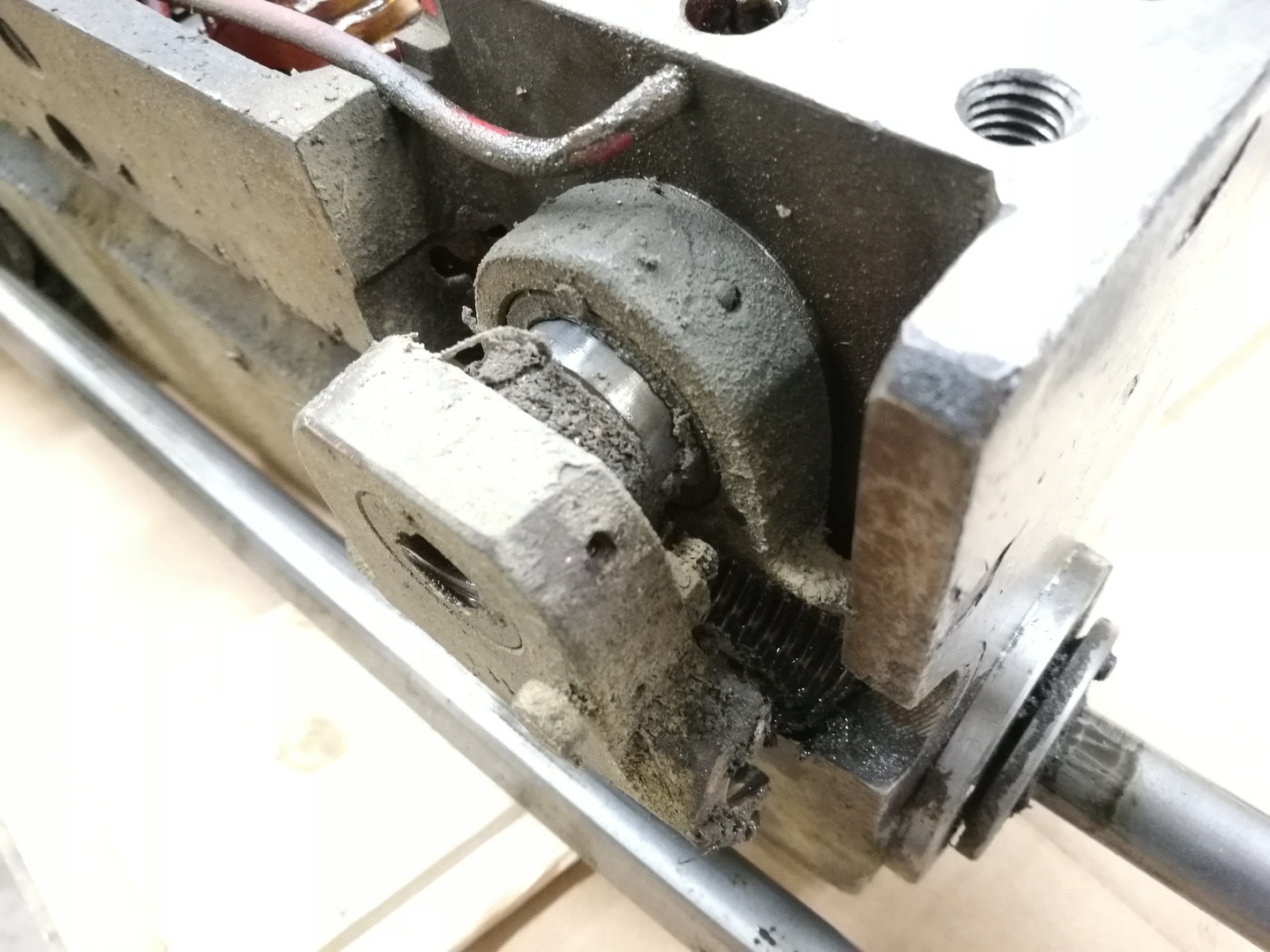
Takarítás gyanánt lett szétszedve. Különösképp, hogy az olajsaras izé. Ne koptassa ki mégjobban az öntvényben a tengelyfuratokat. Illetve az olajozónyílás is masszívan rozsdás volt, neöm akartam hogy tovább vigye a szemcséket...
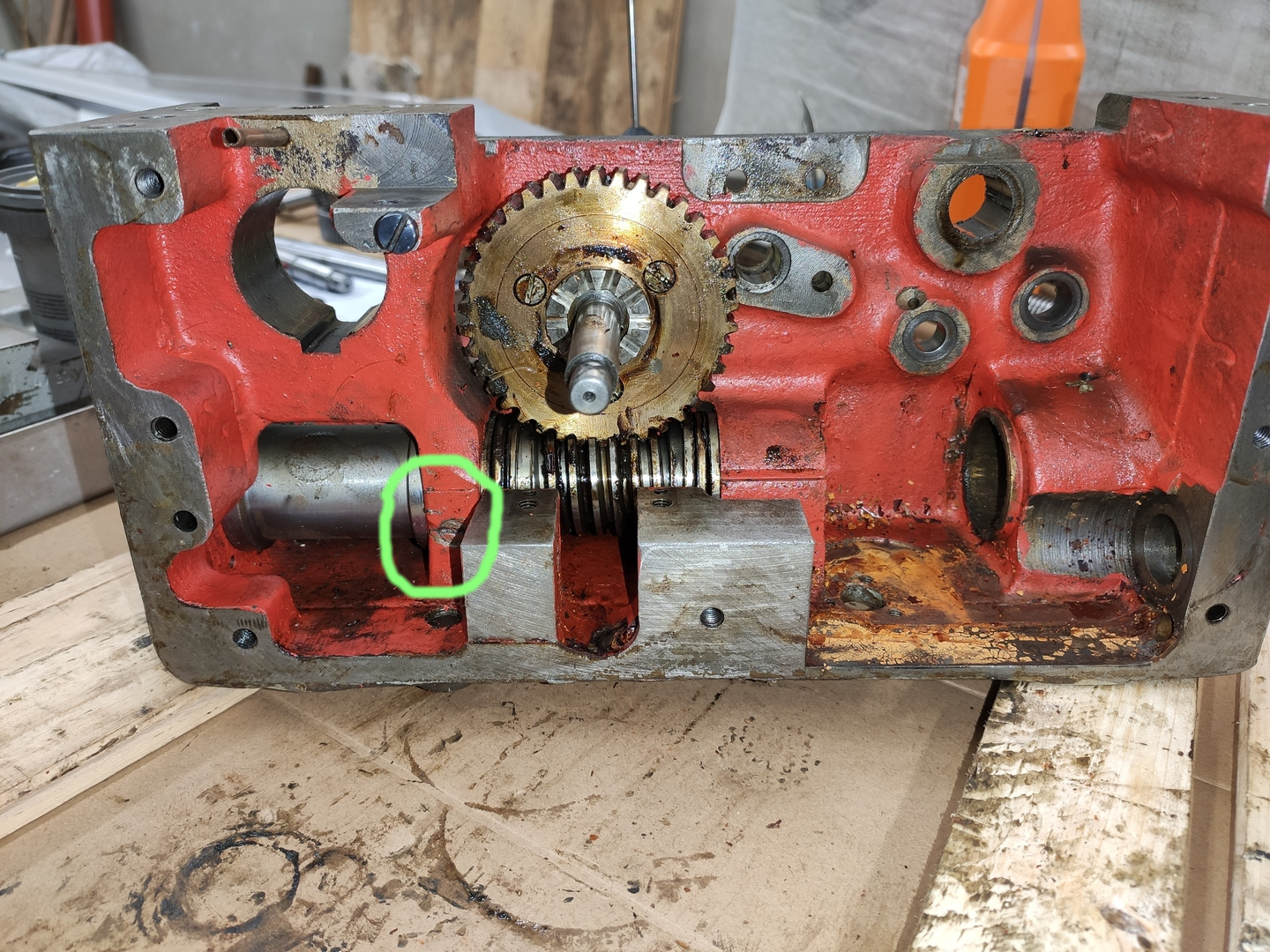
Igen látom. De sajnos az nem az, pedig én is megörültem mikor keresgéltem. Az ott egy "öntött csavarfej", valószínűleg az öntvény forma összeállításának nyoma látszik.
Hmm, ötletnek jó lehet... Óvatosan aláfeszítve nem jött kifelé, de 1-2 tizedet tud mocorogni (billeg), ez nem annyira utal finommenetre mondjuk. Eddig minden itt talált menet pontosan illesztett volt. De ez mondjuk nem jelent semmit.
Esti kikapcsolódásnak itt egy amatőr által készített videó az előtolás kapcsolásáról:
Sosem láttam ezt a típust ! De a két sima furatot körmöskulcs helynek tippelem ,a hernyócsavart rögzítésnek ,biztosításnak . Csapágyhézag állítónak tippelem .(lehet hogy menetes ) Lehet teljesen mellényúltam ,de most jólesett agyalni picit ezen
Lenne egy kérdésem, most kivételesen picit más kapcsán.
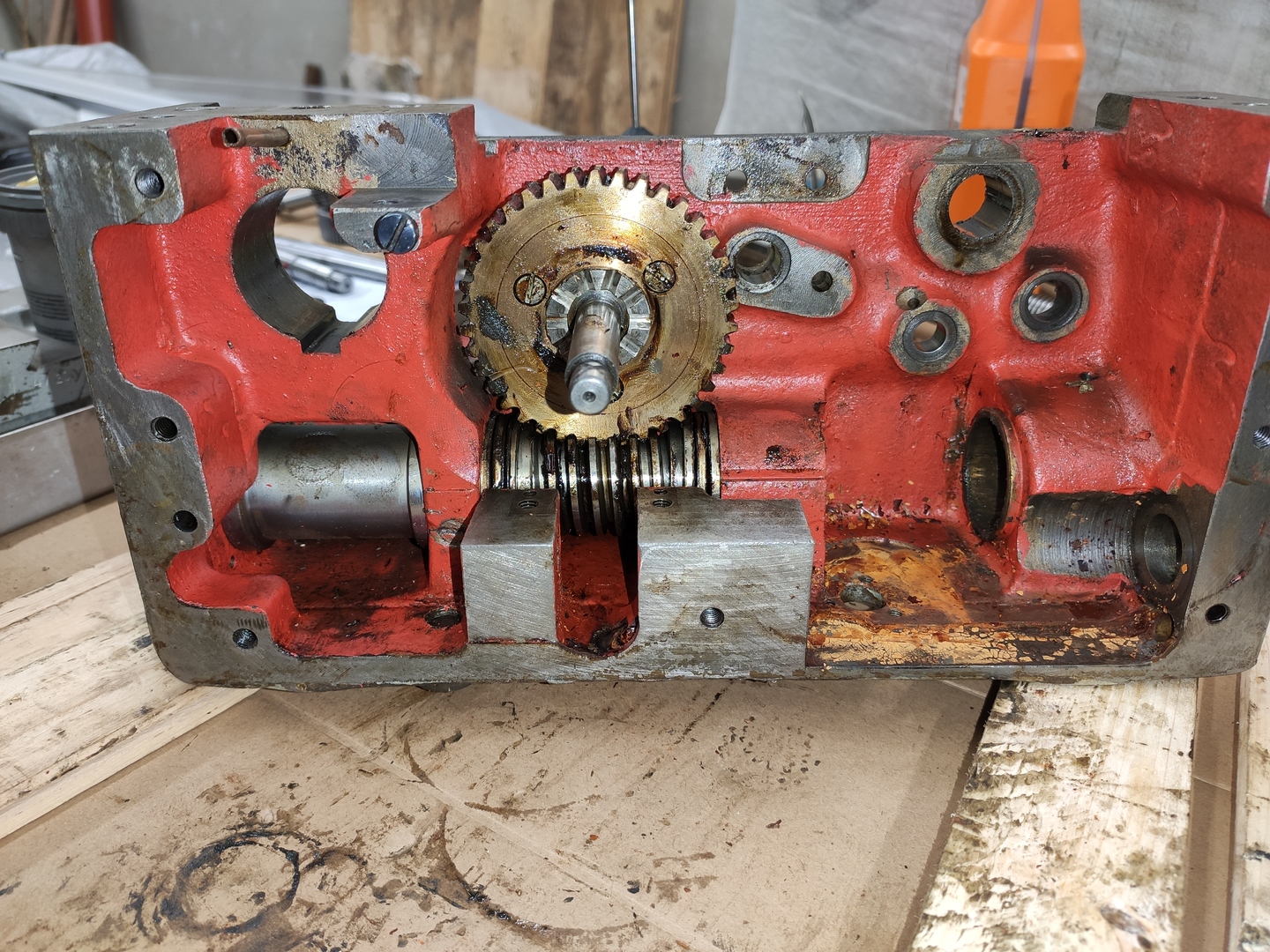
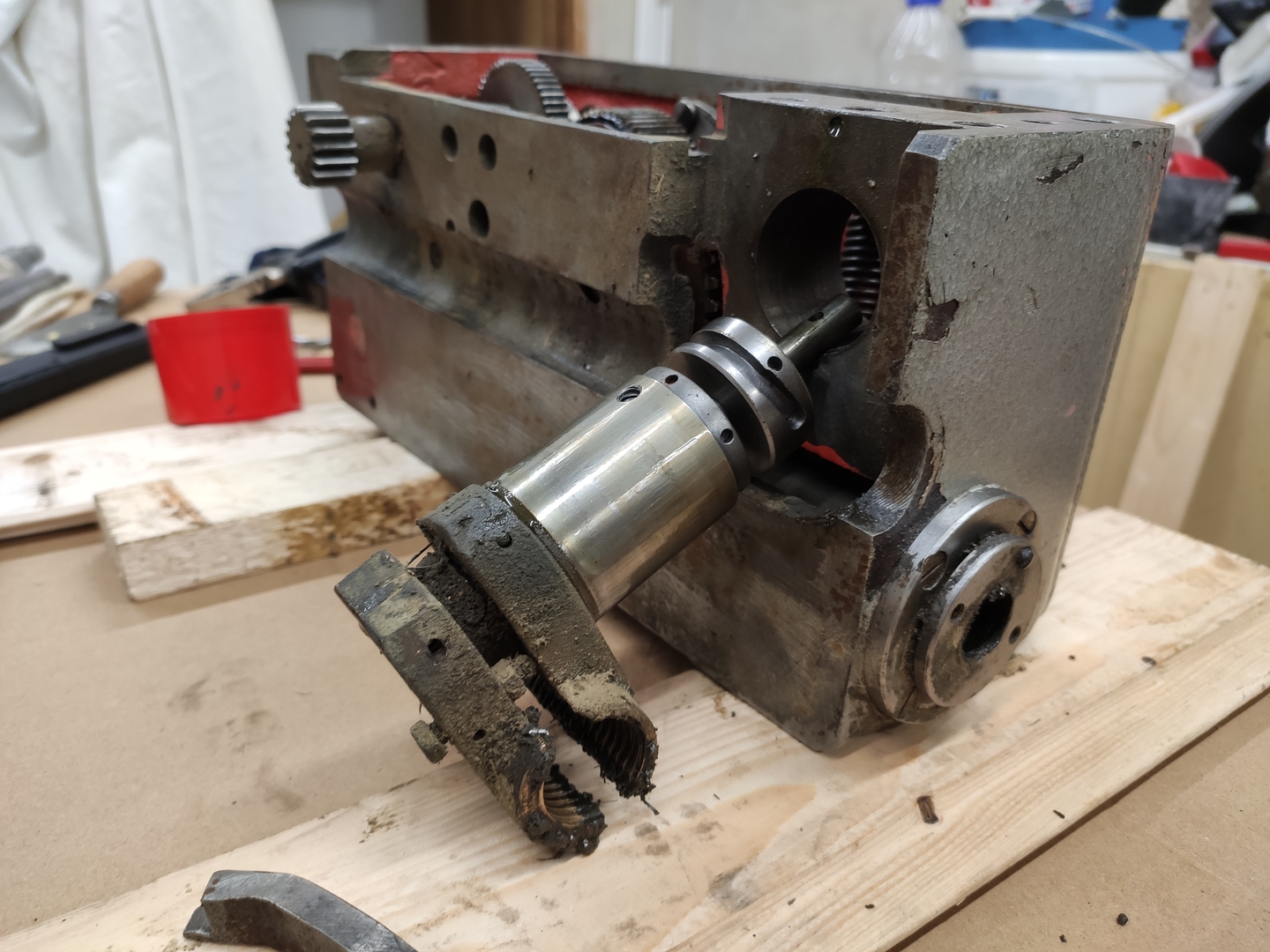
E2N szánszekrényből hogy lehet kiszedni a csigatengelyt és alkatrészeit? Az öntvény bal oldalán miért van ez a 3 furatos valami, amiben csak egy darab hernyócsavar van? A csavart tekerve picit billenti azt az egységet, fura mód a másik két furatban nincs menet... (Ebben fut a vonóorsó, de itt csak megvezeti azt, a forgómozgást a jobb oldalon viszi át egy másik csőtengely retesszel.) Az új típusú szánszekrény rajzában ez a valami nincs meg, csak a mögötte lévő nagyobb csőtengely (vagy hogy hívják), ez ahogy nézem a belső csapágyakat is hézagolja. Ez nálam 4 csavarral rögzül, de kicsavarva se moccan semmi...
Most itt megakadtam, nem látok stiftet vagy bármi mást az öntvényben.
jani300 | 12314
2020-01-28 20:29:39
[115]
Tusírlap
farkasl | 161
2020-01-28 20:14:26
[114]
Lehet felöntési csonk, de tuti, hogy azokon is áll. Vagy billeg.
Az meg azért jó, ha alatta megkapja a rozsda észre sem veszed.
No persze ez már csak a kivénhedt gazdátlanokra vonatkozik, kb. amik közkézen forognak. Nekem is van kettő de nem kell már a kutyának sem, már nem is hirdetem.
Pakolok rá, legtöbbször az éppen hántolt darabot, de gyakran talpas mérőórát, néha prizmapárt és arra tengelyt stb. Mondjuk van egy szimpla köszörült lapon is rajzolni mérni inkább azt használom.
Nekem kisebb lapom van az csak 400*400 de a három lábú. Már gondolkoztam hogy teszek fa kockákat az aljára mert mindig elfeledkezem a három lábról és csodálkozom ha váratlanul megbillen ha rárakok valamit.
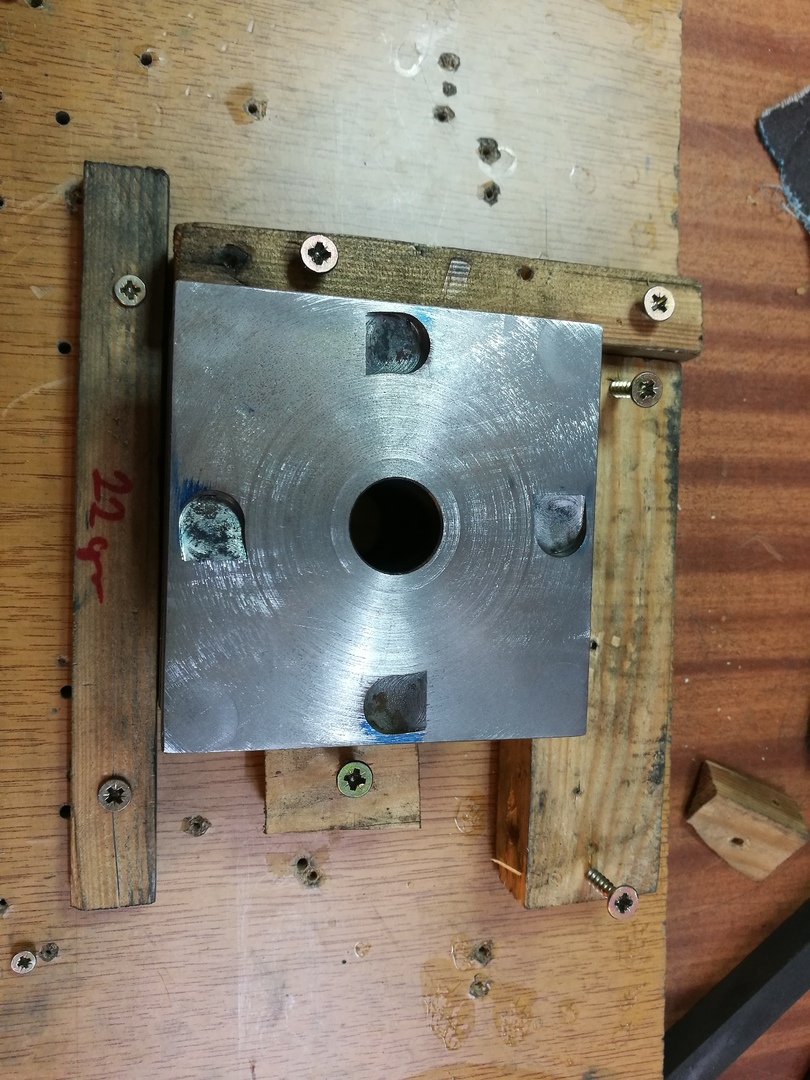
Befejeztem a betétlécet. Nem lett tökéletes, de még az is lehet hogy kicsit megigazítom még.
Berakva a helyére azért már sokkal jobb a helyzet de még mindig van a bal alsó harmadban nem felfekvő felület. Azért abban biztos vagyok hogy tized környéki hiba nincs a prizmában sem.
Levezetésképp megfesettem a késtartó alját miután visszagörbítettem egy 18-as csapszeg és 4tonna nyomóerő segítségével a lehajlított sarkakat... Jólesz ez is.
Köszönöm, nekem ez és a nem mozdítható prizma hántolása mutatkozik a legnehezebb résznek. Úgy érzem kell 3 nagy dolog is. Prizmához gránit sablon, derékszög és egy lap. Éklécek és a fix Y prizma lesz a kemény dió. Z érdekes, nincs elkopva, maximum piciny beavatkozást igényel. Talán tornyot le kell bontani, de azt ha jó lehet nem is bántom.
Nagyon jó hogy ebbe kezdtél. Szóval ha a prizma nem dönthető ha a "helyszínen úgy kell megcsinálni ahogy van" akkor mi a teendő? "Apaprizma " az ilyen . A másik és legfontosabb, kúpos ékléc. Azt hogy ellenőrzi az ember? A két felület maga az etalon ami közé megy?? Aztán egy felület készre hántol majd a másik "kb" és jöhet apróbálgatás? Ez nekem sötét zóna hogy mitől lesz jó. Nem derékszögbennfeszit az ember hanem szánnal párhuzamosan ennlél a lécnél.
Kedvet, bátorságot kaptam a hántoláshoz. Lényegében 1-2 év alatt elérhetem azt a szintet hogy nekikezdjek sok gyakorlással.
Üdvözletem A YouTube-on találtam egy kis érdekességet, igaz angolul beszél az ember, de elég részletesen próbálja bemutatni a hántolást:https://www.youtube.com/watch?v=T7w84CrBEE8
Kopirnyák | 2705
2020-01-24 19:50:05
[93]
Ez nem öntöttvas? Nehogy megijedjen és eltörjön a kalapácstól.
Most jutottam oda hogy foglalkozzak a betétlécem problémájával amit az Esztergálás topikban mutattam.
A szerzett tapasztalatok alapján újrahántoltam az etalon, és festettem. Elég vékony a festék, pont emiatt látni hogy a prizma rész talán nem okozza a felfelébillenését a lécnek. A léc kínduló állappta pedig ez. Filcelmeghúztam a látható korábbi érintkezési felületet.
Ötlet?
kart emg | 322
2020-01-23 13:36:10
[90]
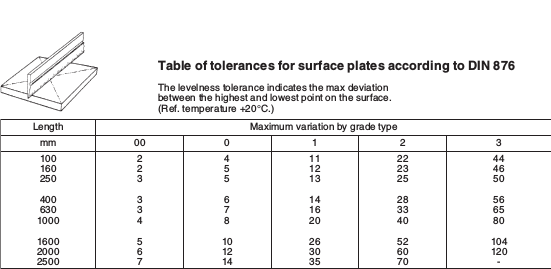
A DIN 876 szabvány írja le a pontossági osztályokat, mely függ a lap méretétől. A beszúrt táblázatban vízszintesen van a minőségi osztály, függőlegesen az élhossz.
Több kategória van és attól függ a pontosság. Nekem van egy átlagos ( grade 1 ) Mitutoyo 400*400-as lapom az a táblája szerint 7 um pontosságú. Nem egy csúcsminőség, viszont a gránit tulajdonságai miatt ezt hosszú távon is tudja. Kb a képen látható pontosságra számíthatsz egy jobb lapnál:
Az a helyzet, hogy bár van gépi hántolóm, de még csak éppen kipróbáltam, rendszeresen nem használom. Videókon meg lehet nézni (nyilván ezt te is tudod) mások hogyan használják.
Mit értesz pontosságon ? Ha legyártják akkor pontos, de használatban az is el tud kopni. Láttam jutúb videót arról, ahogy helyszínen újra síkoltak gránitlapot. Egy gyémántporos öntvény tusírlapot használtak hozzá, azt tologatták a gránit felületén, amit kollimátoros technikával ellenőrizték.
Gyártásról is láttam filmet: fűrészelik, majd hatalmas síkköszörűnek látszó gépen gyémánttárcsával síkba munkálják. Az alakját pedig nagyon jól megtartja, kopásálló, egyenletesen finomszemcsés kőzet.
A festéshez, a legjobb nálam: fa alap, ráragasztva 5mm-s filc, és az egész bevonva nylon harisnyával!!! persze a filcet be kell avatni a kékfestékkel és olajjal, de ha van 5 tized az ágyazatban, a végére már jó lesz. Ezzel lehet nagyon vékony festést képezni, néhány olajcseppel. Ahogy telnek az évek, egyre jobb lesz...



 (Ebben fut a vonóorsó, de itt csak megvezeti azt, a forgómozgást a jobb oldalon viszi át egy másik csőtengely retesszel.)
(Ebben fut a vonóorsó, de itt csak megvezeti azt, a forgómozgást a jobb oldalon viszi át egy másik csőtengely retesszel.)