Jóvan Hát ez a gép nem egy mai csirke ... Egyfázisú ,és alapból van benne két talán 2000 pár mikró körüli kondi . Az egyik kondi csapja kicsit meg is van égve ... És az csak ötös csavaros . Szokott kontakthibája lenni ,úgy szinte semmit nem ér a gép . Az összes dióda is lecserélődött már . Kinéztem már végül is egy iweld gorillát ami tetszett ... .) Gondolom kipróbálni nem lehet Gondolom az a négy öt hulladék co gépet ami még van nálam darabban azt sem cukrászok tervezték ...
Szegény hegesztőgép tervező mérnökök meg feleslegesen fáradoznak hogyan tegyék szaggatottá a hegesztő áramot, hogy impulzusos hegesztő áramot alakítsanak ki. A fene tudja miért okoskodnak annyit mikor itt az egyszerű "simító" alkatrész.
Tennék ezekből a kondikból simítónak a co szekunder oldalára . A kérdés , bírja vajon ez a típus azt az üzemmódot ? .
frob | 2339
2020-10-05 18:03:03
[2375]
tulajdonképen áramkorlát, olyan trafó kell akár sima 24V kapcsitáp is ( én ilyennel csináltam) ami az adott izzót röhögve elbírja , lehet sima ellenállás is, de akkor olyan teljesítményű kell, izzóval egyszerűbb... és hajrá, hja és sima sós víz, csokolom müxik legalább 0.5-2A körül tudjon ennyi a lényeg
Ez sem rossz ötlet, mert itt végül is rövidrezárom az áramkört a film vége felé van a tápegységdoboz, ahol sorba van kötve egy izzó, bár ennek a működését az elektromos szakemberek jobban tudják, én ezt így értelmezem, hogy a trafót kíméli és nem vágja le az áramot.
Első beírás fordítása. Én persze nem értek hozzá, hogy ez mennyire helytálló.
Barátok, elmondom neked, hogyan lehet pénzt megtakarítani, és nem vásárolni ilyen eszközöket, és ugyanezt tedd 255 rubelért)))) veszel egy darab szénszálat, megégeted tűzön, hogy csupasz szénszálak legyenek, és készíts egy ecsetet. Ezután az egyik szélét rézzel összeszorítja, és egy drótot ráerősít. A kefe második vége "működik", az ecset közepét hőszigetelővel tekeri be. Ecseteljen 12-30 voltos áramforrásig (jobb a jobb). Lehet AC vagy DC. Elektropolírozás csak akkor, ha mínuszban parkol, a termék másik vége. Áztatjuk az elektrolitban (foszforsav, citromsav, oxálsav), és ne feledkezzünk meg a szellőzésről sem.)))) Spóroljon 20 ezret)))) ne köszönje meg)))
A fordítás, persze nem tökéletes, de azért a lényeg benne van.
Szívemből szóltál. Míg nem tudtam hogy mekkora áramra van szükség azon gondolkodtam hogy szerzek egy nagyaruhazi olcsó kicsi trafós hegesztot, ami hegesztesre talán kicsi de erre pont jó. Aztán mikor lattam a youtubeon hogy 100VA eleg akkor gondoltam megpróbálom ezzel a kis trafòval.
Szia! Nem saját a találmány, de gondoltam megosztom. Az egyszerűsege miatt mindenkinek ajánlom aki awizik (Százezerert nem kellene de egy tizest megér) Illetve eleg nehezen találtam meg hogy milyen parameterek kellenek hozzá.
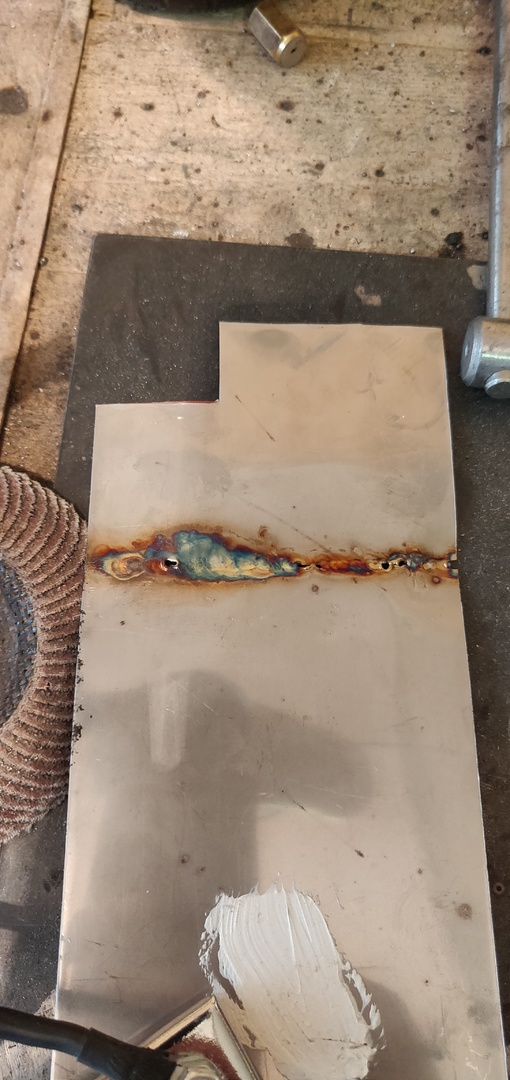
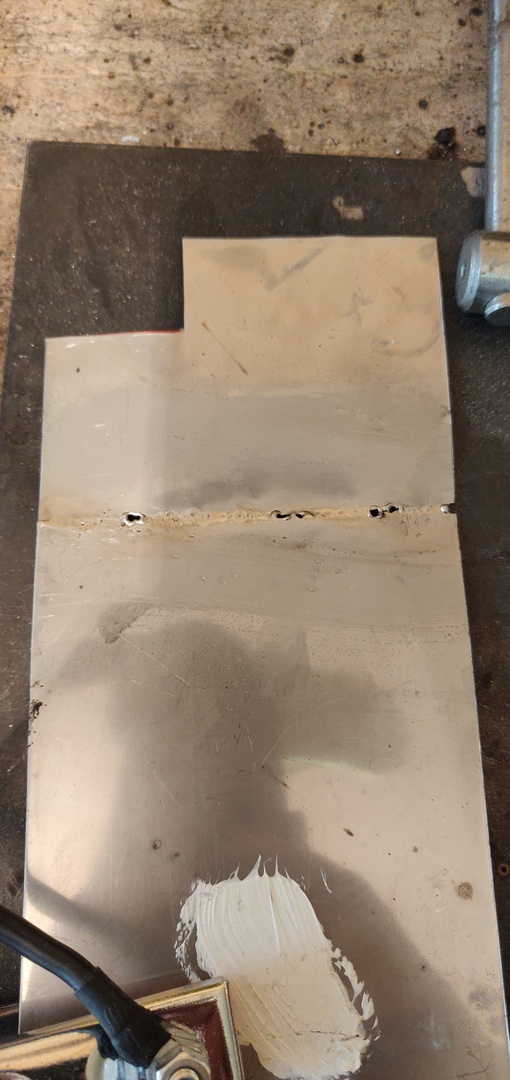
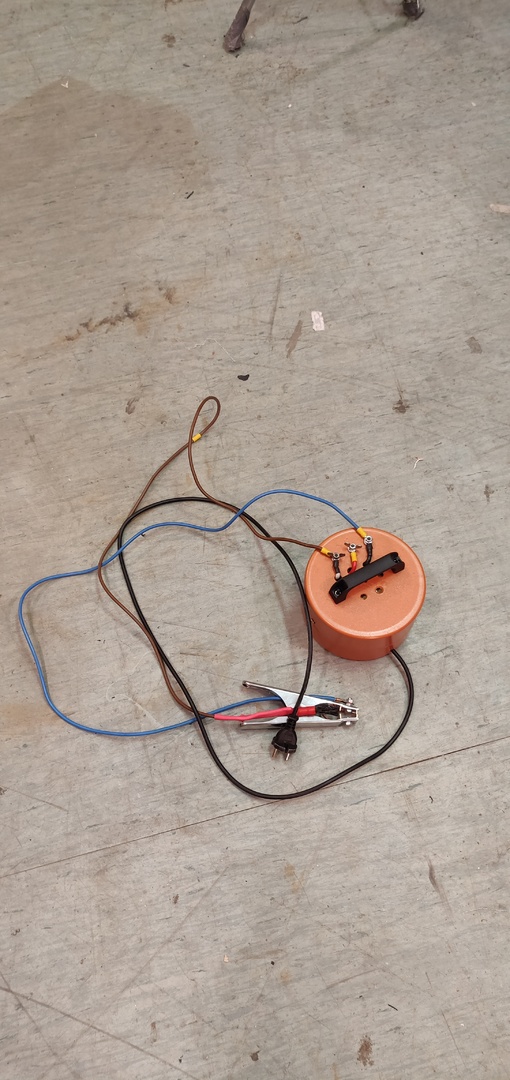
Sziasztok! Megosztom a mai "fejlesztesemet" Varrat tisztitó rozsdamentes anyagokhoz. Elég egyszerű cucc. Egy 14V kb 100W os trafó egy szénszálas ecset(gyári gép tartozék) illetve a folyadék is gyari.
(A hegesztes minőségét ne nézzétek régi gyakorló darab)
sufnituning | 3480
2020-09-29 22:58:27
[2356]
Majd kedvet csinálunk hozzá, hogy talán megpróbáld.
Néztem, van egy csomó kidobandó alumíniumom, egy párat majd jól össze-vissza hegesztek.
Meg azt is ki akarom próbálni, hogy magát a hegesztést milyen üveggel tudom felvenni videóra, vannak sötét üvegeim, majd kísérletezek.
Azt találtam ki, mert holnapután öntvényt kell hegesztenem, hogy az öntvény bevontelektródáról leveszem a bevonatot, és avival felhegesztem a csupasz pálcát. kíváncsi vagyok, milyen lesz
Na megszívtam egy kicsit a csavarkiszedős módszeremmel, mert már a harmadik anyát hegesztettem fel, tekerem ki kulccsal, teljes erőbedobással, már a kulcs is hajlott, megint letörik az anya.
Na mindegy, gondoltam kifúrom esztergában, befogtam, a végét bábbal meg kellett támasztanom, mert kicsit hosszú volt a tengely, nekiállok központfúróval, és csodák csodájára a menet megindult magától, jön kifelé, a szegnyerget tolja hátrafelé.
Teszik nekem ez az AVI Gondoltam vénségemre kihagyom ,elég a szememnek már az is amit eddig kapott . De ilyenkor mindig előjön hogy azért jó lenne az mégiscsak
egyébként sima trafós co-val nyomom, de mivel ott is van egyenirányítás, utána ott van a 100Hz es impulzus és még raktam bele egy pár 10e uF -nyi kondit is, hogy meglegyen az állandó áram, lehet még dobni kellene hozzá mennyit érdemes belerakni? Miután kiderült hogy 3 fázisúak a gépeid , azután ugrott be hogy válaszolok erre . A 3 fázisú hidas egyenirányítónak nem esik le nullára az egyenárama . Nem feltétlenül kell abba simító kondenzátor . Ha nem ég szépen az ív ,lehet dióda szakadás is , akkor már nem olyan sima az egyenáram . Nekem sima belő kontakt hibáim is szoktak lenni , és az összes nudli generátor dióda elszállt már , ki vannak cserélve ,zöld ruszkikra . Az enyémben gyárilag van két kondi , de csak 8000 mikró a kettő . Egyfázisú , kicsit jobb fajta trafós gép ,régi .
Ma meg kellett hegesztenem egy gép torziós rugóját, ami 2 mm körkeresztmetszetű acélból készült. 10 amperrel hegesztettem AWI eljárással.
Féltem, hogy esetleg kilágyul, de szerencsére nem.
Bírja a nyaggatást is.
Nem lett szép, de legalább jó, aztán majd az idő elbírálja.
Hegesztés után hagytam, had hűljön ki magától (1-2-perc volt.
Csak érdekességképpen teszem fel, mert ilyet nem csinál az ember mindennap.
frob | 2339
2020-09-18 19:36:26
[2350]
igen 3 fázisú jószágok, közben meglett a hiba is miért volt kint a kasznin a test... a kivezető fel volt lazulva és elcsúszott.... a dob meg épp egy drótos változat amihez kell a külön kiegészítő dobtartó, és nem volt ráhúzva a leesésgátló...
Úgy hogy szerencsére ez a második hiba megmutatta az első nagyobbat így megúsztam egy 40-50m es kábelcserét a föld alatt...
Bocs Most jutottam oda hogy rakjak fel képet róluk. nem mai darabok de eddig nem volt velük gond, vagy is olvasva a kérdésemre a hozzászólásokat, kicsi volt az igény
sajnos még odáig nem jutottam hogy megnézzem mi okozza hogy kint van a kasznin a test, de erre mielőbb megoldást kell találnom, nem lenne jó ha ez miatt pl a védővezető szénné égne a műhelyben....
Ne haragudj, de most már nagyon érdekelne a gép vagy gépek tipusa és néhány fénykép vagy video! Ha nem nagy fáradtság! "a másik gépnek meg kiér a testje a kasznira, ami azt eredményezi hogy elégeti már bent a dob előtt a huzalt..." Ez a rész különösen piszkálja a fantáziámat!
https://www.fetis.hu/iweld-gorilla-pocketmig-205-car-body-synergic-hegeszto-inverter-61653?utm_source=google_shopping&utm_medium=cpp&utm_campaign=direct_link&gclid=EAIaIQobChMIsevawfDq6wIVldeyCh3xZwlyEAYYASABEgLx4vD_BwE Voltunk szerszámboltba nem rég , egy félcolos 16 os gyertyakulcs dugókulcsért . Na ott láttam egy ilyet ,tetszik. Ha lesz következő rozsdakupac ,na az csak akkor jöhet be ,ha hoznak ajándékba előtte egy ilyet
No meglestem külön trafón van, viszont úgy néz ki a feszítő rugó ami a dobot fogja kissé erős ( nem az eredeti) és eléggé szorult, lehet ez is gond, most ezt cseréltem, és közben kiderült hogy a másik gépnek meg kiér a testje a kasznira, ami azt eredményezi hogy elégeti már bent a dob előtt a huzalt... még jó hogy elkezdtem basztatni őket, kiderülnek a turpisságok :D
Az én gépemben a 2 tranyós 555 ic-s panel van, na az tuti nem csinál semmilyen utántolást, de legalább fékez
ezek szerint a sima vasmagos co gépeken is érdemes külön tápra rakni az előtolót? mondjuk az rémlik hogy egy külön trafóról kapja... de majd ma belenézek...
A látogatás nem megoldható, de nem egy űrtechnika.
Egy Motoman robotkar van egy palettacserélővel kiegészítve, az áramforrás SKS. Amióta egy komolyabb szaki beállította a paramétereket lényegesen csökkent a fröcskölés. Az impulzushegesztés meg amint más is írta még kevésbé fröcsizik, de számomra elég kellemetlen a hangja, és nem minden munkadarabhoz vált be. Sok féle termék van és több fajta az alapanyag is. A pisztolyhelyzet is néha elég kedvezőtlen. Nincs folyamatos hegesztés, egy-egy munkadarabon max. 450 mm hosszú a varrat két soron.
Most utoljára ezt az anyagot használják,, de úgy emlékszem az elődje is Binzeles termék volt, de az szeretett betúrósodni.
Ha nem sikerül az ívgyujtás, a hosszú huzal "elhiccen". Varrat közben lassul az előtolás. Leginkább az új, teljes dob súlya, vagy a spirálban surlódó huzal okozza. Kis gépeknél az előtoló és a hegesztőáram befolyásolják egymást. Jobb a külön táp.
utántolás ,ez lehet a kis nudli beépített "munkakábeles" gépekben is ? Amit használok abban komoly előtoló panel van ,abban biztos van . Úgy gondolom ha kicsi az előtolás akkor kénytelen az ember közelíteni az anyaghoz a gázterelőt , ha nagy akkor pedig ellökdösi a huzal .
Mindenkinek köszönöm a hegesztéssel kapcsolatos hozzászólását, nagyon sokat segítettetek!!!
R.
jani300 | 12314
2020-09-12 16:58:40
[2332]
Igen szoktam . Régebben lánggal melegítettem ,fel is raktam néha . A co sokat javított a helyzeten . A kipufogó csonkokba szoktak ezek rendszeresen beszakadni , az nagy élmény mert a melegtől jól bele tud gyógyulni . Fénykoromban kifúrtam a magméretét és kipiszkáltam a maradék rúgót , de ez már nem igen megy . Az egyik legszebb élményem mikor kiszedtem a havernak egy csavart egy blokkból amit beleszakított , és még egy percébe sem tellett beleszakítani ugyanoda a következő csavart
Jó akkor Te szoktál ilyen szép csavarokat csinálni. De ha valaki esetleg nem tudná ezt így is lehet. Én már több éve használom ezt a módszert, mert egyszerű és hatékony.
1. fogok egy beszakadt csavart 2. felépítem 3. ráteszek egy anyát a felépített részre 4. ráhegesztem az anyát 5. kulccsal könnyedén kitekerem 6. kész a csavar