Biztos, hogy valami elektromos probléma volt, ami a kábelek elrendezésével megoldódott.
Pont a menetvágással nincs semmi gond, csak a többi funkció hiányzik. A Balázsok nevében én nem ígérgethetek, de felfedezni vélem a hajlandóságot, hogy legyen előrelépés. Csak nehogy elkiabáljam...
Megoldódott de nem tudom hogy miért Összes vezeték újraköt egy másik lábra és megy Majd visszaköt minden az eredeti helyre és ott is Igaz a hiányzó eszterga mód miatt az uccnc nek nem barátja a menetvágás Mikorra várható? Még fizetnék is érte csak ne keljen a mach3 at használnom Köszönöm a segítséget
Autotec1 | 593
2021-07-10 06:56:28
[8421]
Kicsit bonyolultabbra gondoltam az F1-2-3 gombok beállítására Köszönöm
Bocs, nem válaszoltam az enkóderes kérdésre. Igen, ennél a típusnál a pdf szerint a táptól függ a kimenet feszültsége. Illesztőkártyával mehet, de közvetlenül nem.
UCR201 kézi vezérlő F1-2-3 gombját lehetséges az x-y-z tengelyhez rendelni? Hogy ne keljen végiglépkedni az Axis gombal
Autotec1 | 593
2021-07-09 19:39:31
[8417]
A verziószámot holnap megnézem Nem lehet nagyon elavult (tavaly vettem) Egy kérdés Enkóder kimenete függ a bemenet feszültségétől? Pl ennek: https://shop.cncdrive.hu/cmproductsdownloader.php?product=520-amt103-inkrementalis-encoder22&field=document1
Az enkóderen lévő felirat 8-24 adatlapon 5-24 Mert a vezérlő 5voltot bír el
Most találtam meg a videót, amit küldtél (elbújt a spam mappában). Minden jeled megvan, nem tudom, hogy miért nem akar menni. Nem írtál még verziószámot (help/about oldalon).
Kipróbáltam: nálam működik. (Bár a G76 nem a kedvencem, inkább a G33.)
Ha van egy oszcilloszkópod, akkor nézd meg, hogy az index jel normális alakkal érkezik-e. Lehet, hogy nem rendes négyszög és emiatt nem érzékeli a vezérlő.
Ja, és nem kérdeztem, hogy melyik programverzióval használod. Nem tudok ugyan róla, hogy valamelyikkel ilyen gond lenne, de esetleg még megnézem azzal, amit te is használsz.
Ha harmadszor is leírom, hogy mindegy, akkor elhiszed? (Gondolj bele: ha az indexnél a vezérlő a felfutó élre vár, akkor teljesen mindegy neki, hogy mennyi ideig van alacsony vagy magas állásban, csak az a pillanat érdekli, amikor alacsonyból magasra vált. Az egyetlen probléma az lehet, ha túl gyorsan zajlik le az esemény. Ezért kértem, hogy egészen kis fordulatszámon próbáld ki, aztán ha jó, akkor lehet menni felfelé.)
A délután folyamán kipróbálom és beszámolok az eredményről, de ránézésre mennie kéne. Azt persze tudjuk, hogy az elmélet és a gyakorlat nem mindig jár kéz a kézben...
Oké. Az enkóder jelek jönnek, gondolom (diag oldalon). Még azt próbáld ki, hogy a reverse enc. dir.-t pipáld be (apply vagy save kell!), mert lehet, hogy másik irányba érzékeli a forgást és amíg nem jó irányba forog a főorsó, addig nem fog elindulni.
Az input triggernél természetes, hogy be tudod állítani. De minek? Az index az pont egy olyan jel, amihez nagyon nem kéne triggert beállítani. Nullázd ki.
Ahogy már írtam, az indexnek teljesen mindegy a polaritása, csak az a lényeg, hogy fordulatonként egyszer jöjjön, a többit a vezérlő megoldja.
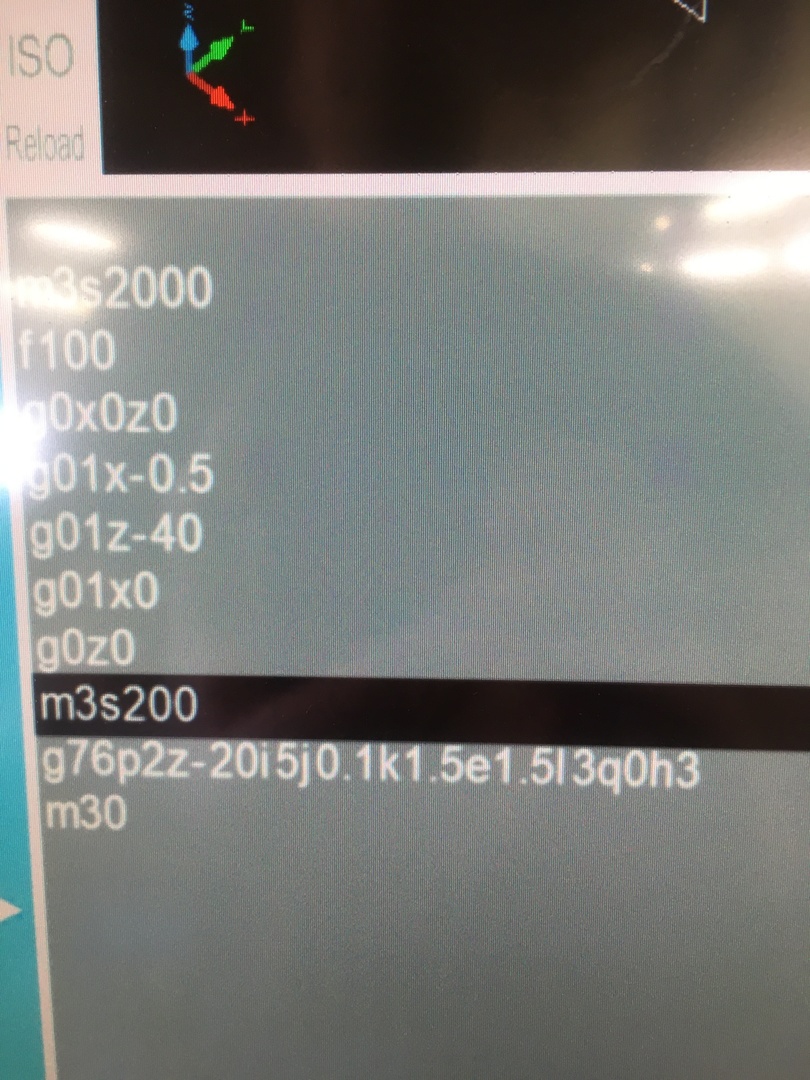
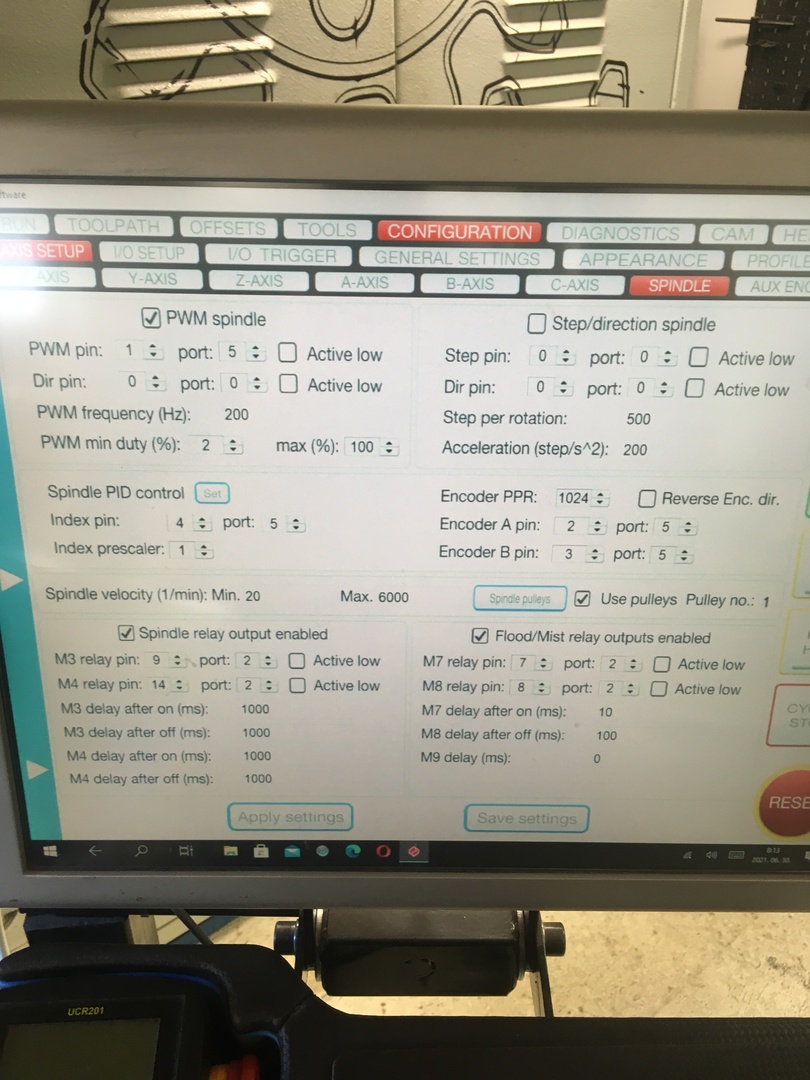
Ránézésre jónak tűnik a g-kód. A spindle oldalt fotózd már le nekem, légy szíves, hátha ott van valami rosszul beállítva.
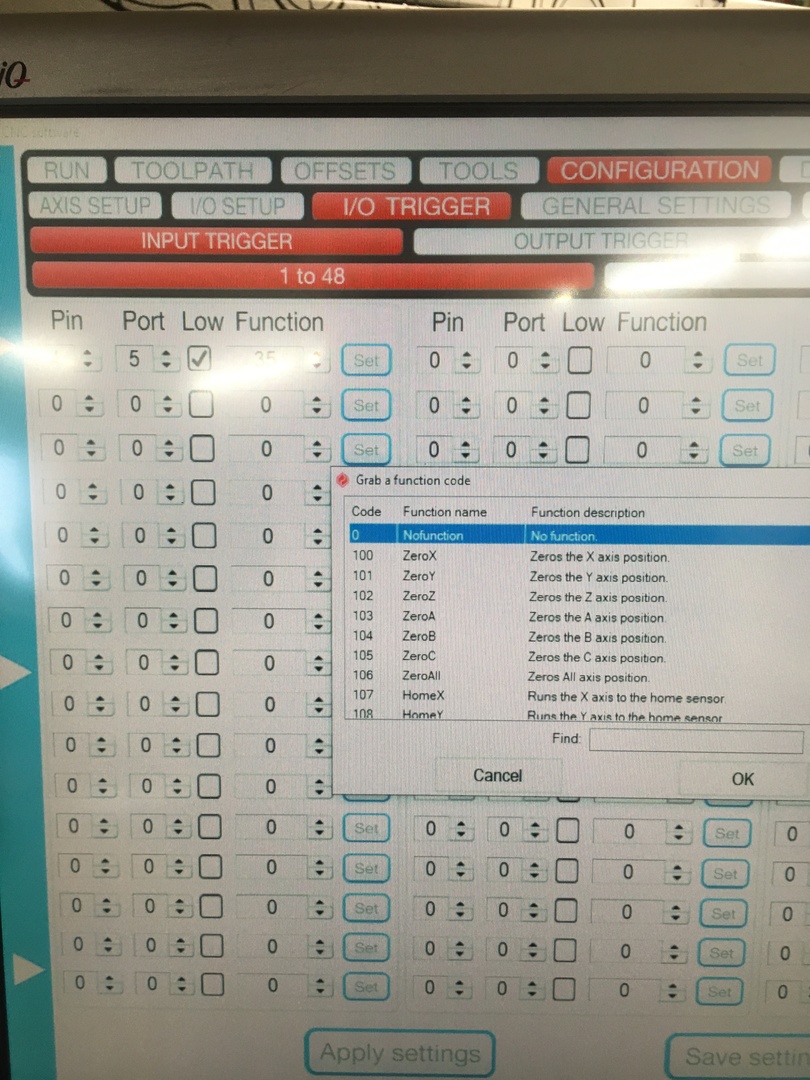
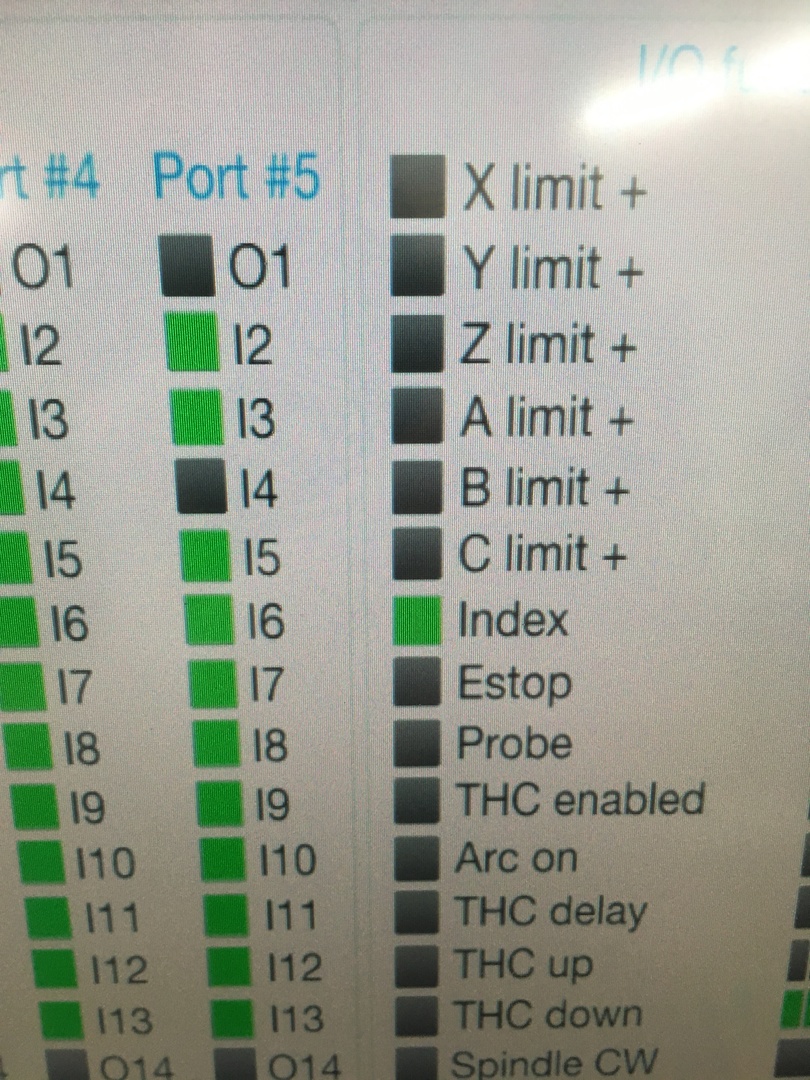
Szia A bemenet oldalon elfogadta Igaz itt a felsorolás 100 nál kezdödik De sajnos így sem vág menetet Szerintem az index jelnek a diagnosztikában akkor kellene felvillanni amikor oda ér a főorsó. Most egy pillanatra alszik el ha kézzel tekerem A legkisebb 100 as fordulaton sem látom hogy villogna
Igen, ha jól emlékszem, akkor 5441-ed van. Abban is UC300ETH a mag, csak nem 5 portra vannak kivezetve a lábai, hanem csak 2-re, de ott jó sok lábbal (54 és 41, plusz a 4-4 analóg).
Így van, ezért nem tudod az output (kimenő) trigger oldalon beírni.
Próbáld ki nagyon kis fordulatszámon. Ha megmozdul, akkor rövid az index jel, de ha látod a diag oldalon, akkor ez nem valószínű. Mi a kód, amit futtatsz?
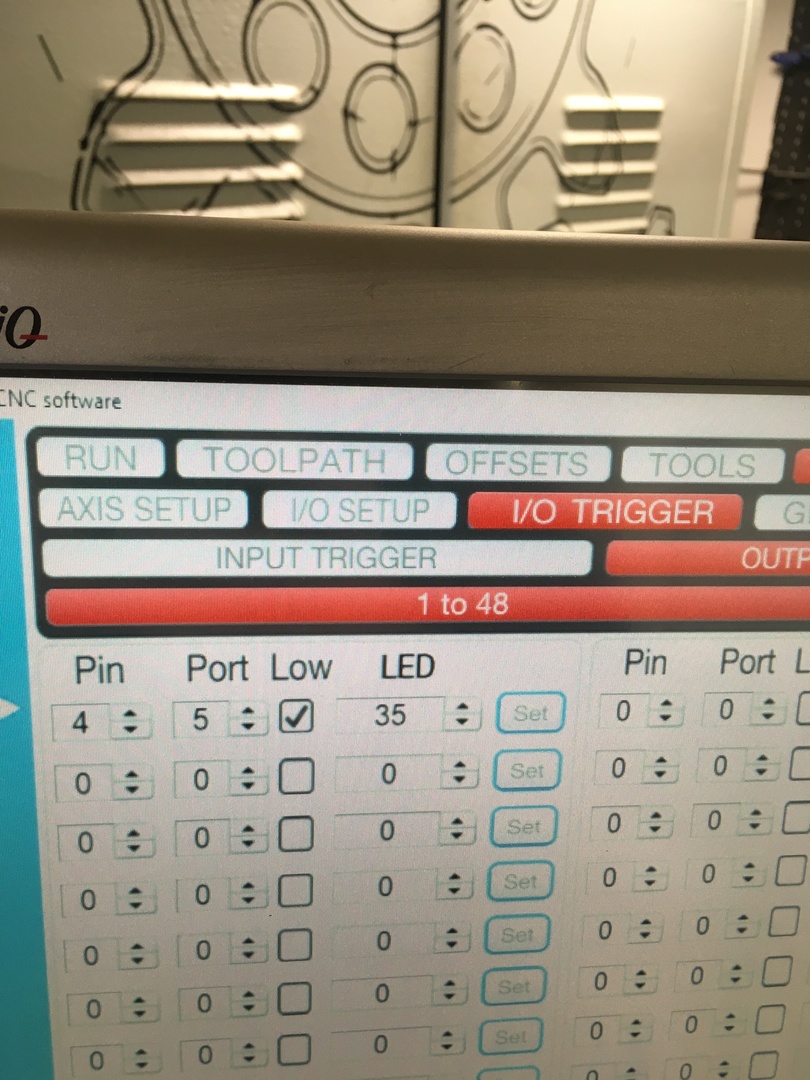
Az index jelnek nem lehet polaritást megadni, mert nem lényeges. Az output trigger beállításoknál pedig végképp nem. Az 5-ös port 4-es lába bemenet, ezért nem tudod megadni kimenetként.
Sziasztok Az index jel bemenetét szeretném alcsonyról magasra ( vagy fordítva) Átállítani Poblémám hogy hiába fogadtatom el enterrel A mentés után törlődik Mit csinálok rosszul?
Autotec1 | 593
2021-07-07 17:18:29
[8393]
sziasztok
köszönöm a segítséget egy AMT103-as enkóderrel 100-as felbontással megoldódott részben a probléma - pontos lett a fordulatszám mindkét sebességfokozatban. viszont keresek egy vállalkozókedvű és hozzáértő embert Miskolc közelében aki ránézne a gépemre és néhány apró beállítást megejtene, természetesen Nem ingyen röviden - indexjel van, de mégsem indul el a menetvágás - kézi távirányító apróbb beállítások (főorsó forgásirány)UCR201 - fordulatszám PID szabályzás
UCBB jelosztó UC300-ETH
Törölt felhasználó
2021-07-02 17:41:49
[8392]
Nem tudom itt valaki használja-e az én Probe makróimat vagy nem, de ha igen akkor csak azt akarom mondani hogy elkészült a 4. verzió és újra működik az UCCNC 1.2111 verzióval is. Itt a videó mutatja hogy néz ki és hogy kell felrakni az UCCNC programra. A kommentár szöveg meg tovább visz hogy honnan lehet letölteni meg bővebb magyarázatokat ad.
Ha letöltöd akkor van egy használati utasítás is (angolul) ami ki lett próbálva többször, nem csak én hanem egy barátom is kipróbálta, úgyhogy ha követed a használati utasítást akkor fog működni neked is. Én nekem UC300ETH_5LPT van a barátomnak pedig UC100, de a hardvertől független, úgyhogy gondolom mindennel működik. Sajnos nem tudom Magyarra lefordítani, de gondolom ez ma már nem probléma.
50 kHz környéke, feltéve, hogy ethernetes vezérlőről van szó, és szép, tiszta, határozott a jel. (És jó a kábel, nem zavarja semmi stb.) Balázs elég korrektül összefoglalta itt, igaz, angolul.
Túl nagy az enkóder felbontása ehhez a fordulatszámhoz. 2000-es fordulatnál az 1024-es enkóderen kb. 34133 impulzus jön másodpercenként, ami több, mint amit a bemenetek tudnak kezelni.
Sziasztok Most volt egy pici időm finomítani a beállításokat Fordulatszám beállítási problémáim vannak Pwm-jelből 0-10v os átalakítót használok A fordulat most már hozzávetőlegesen jó, viszont az főorsó jeladóm A fordulatszám növelésével egyre kisebb fordulatot mutat Mi lehet a gond?
Szedlay Pál | 1904
2021-06-21 13:35:06
[8382]
Nagyon köszönöm. Ilyen a tudatlanság. Megtévesztett, hogy nem elég az adatbevitel, hanem Enterrel meg is kell azt erősíteni, de ezzel nem aktiválódik az érték, hanem kell még plusz megerősítés. Minden az elvárt módon működik, sőt annál egy kicsit jobban. Mindegy hány sorban adom meg a marópályát nem függ az elkészülési idő tőle. Míg egy másik programnál ez nem így van. egyenlőe ez egy kellemes csalódás volt. Köszönöm segítséged.
Nem tudom, hogy mi a megfejtés: vagy nem nyomtál Apply settings-et a változtatások után vagy azért nem változik, mert nincsenek step/dir kimenetek beállítva. Én egy működő profillal próbáltam és ez az eredmény:
- "Gyári" CV beállításokkal kereken 3 perc. - Exact stop módban 7 perc 10 másodperc. - Az utolsó képen látható CV beállításokkal 2 perc 27 másodperc.
Sőt próbaképpen ugyan annál az alakzatnál úgy generáltam le a pályát, hogy 5200 sor helyett 132000 sor legyen. Fantasztikus, ez nem lassított semmit, ugyan olyan sebességgel csinálta meg ezt a pályát is, lassan. Tehát a sorok száma nem befolyásolja a megmunkálás sebességét.
Egy kis segítséget szeretnék kérni. Vettem két hardvert és szoftvert is, gondoltam beüzemelem az egyiket. Legeneráltam egy marópályát beállítottam a paramétereket és lefuttattam. Nem értem miért ilyen lassan csinálja meg a pályát. Na, de, hogy az exakt stop módban ugyan olyan gyorsan fut le mint a borzalmas tűrésekkel beállított konstans velocity ezt végképp nem értem. Mitől van ez a paradoxon.
A beállításokról készítettem fotókat.
Itt a program file csak kb. 5000 sort futtattam le és vizsgáltam az időt : https://drive.google.com/file/d/1huL3Kx6-dOps271dXOUxw384WzZ49fPu/view?usp=sharing
Hogyan tudnám gyorsítani a megmunkálás sebességét? Így nagyon lassú