Ez a panel nem használja az említett tápot a motor kimenetekhez, csak az oldalsó bemenetekhez. Tehát a kérdés továbbra is az, hogy ég-e a pilács, megvan-e a 12-24V-os táp? Azért nem engedi oldani a reset-et, mert az e-stop és/vagy valamelyik limit jel aktív.
Panel működik.Moorok szépen működnek. De azt nézem lehet alapból zárt kapcsolót kérne. Ha activ low pipálva van, csak akkor enged resetet törölni. Ha nincs pipálva, ezt írja ki
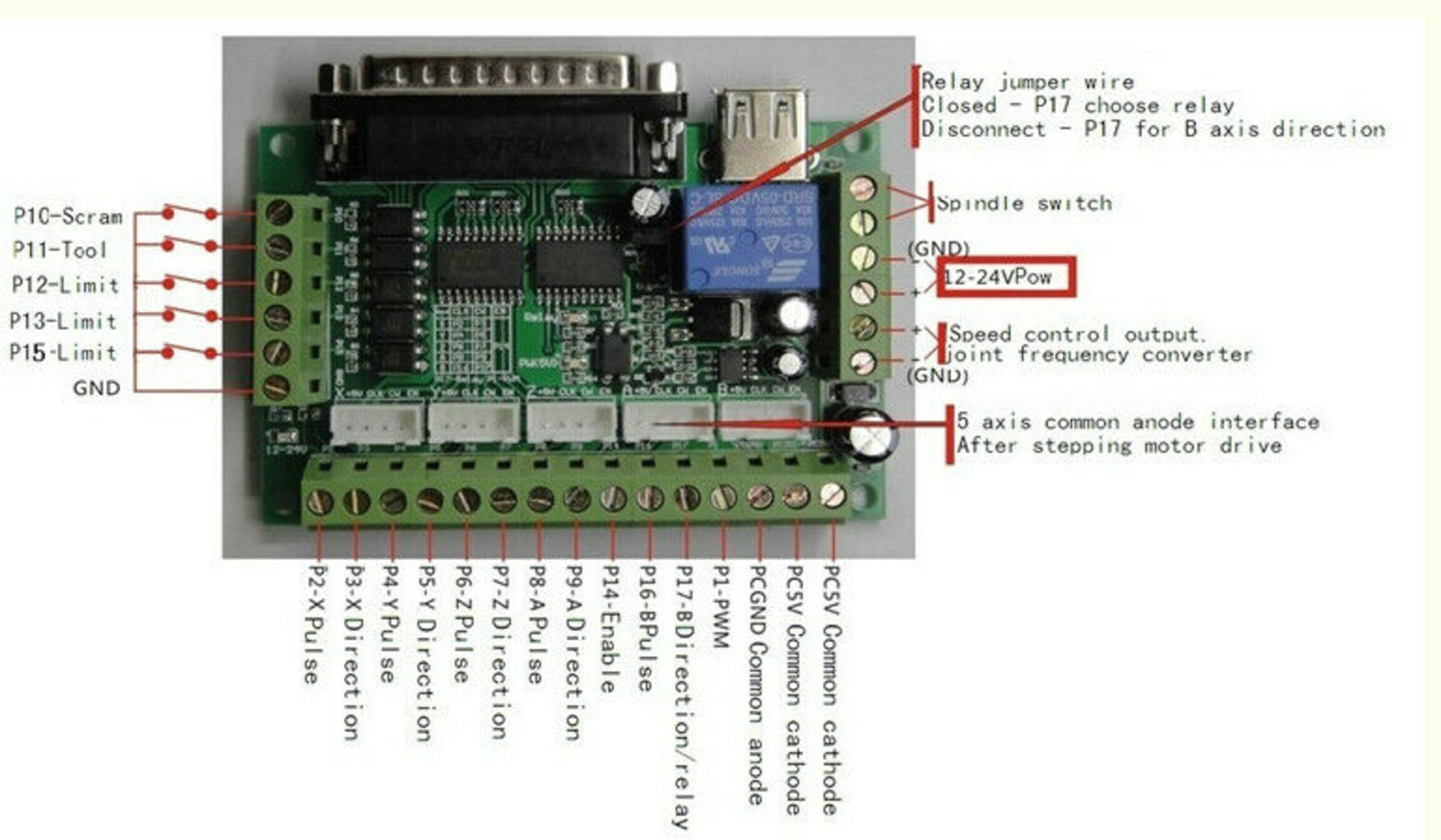
Csatolomaz illesztőkártya képét. Talán lényeg látható rajta. Kapcsoló egyik lába a 12,13,15 lábra kötve, másik lába mellettelévő gnd-re van kötve. Vagy bekötést csesztem el?
Azt a bemenetet kell beállítani, ahova az érzékelőt kötötted. A diagnosztika ablak a barátod: először ott lásd, ahogy a bemenet változik. Ha ez már működik, akkor a tengelyeknél is fog.
Jelenleg úgy tudod lehajtani, hogy vagy makróból Setoutpin/Clroutpin-nel kapcsolgatsz egy kimenetet, vagy ha ethernetes vezérlőd van, akkor valamelyik M10.x kimenetet állítod be és M10.x/M11.x hívással nyitod/csukod. Ettől nem lesz automatikus, de csinálhatsz neki nyomógombot.
Szia! Ucccnc-n a végállás, vagy ref kapcsolóknál mit kell beállítani? Simán csak a mikrokapcsoló rá van kötve az illesztő kártyára. Pint beálítottam adott lábra, kapcsoló benyomáskor zár. De valamiért nem működik. Van valami beállítás még amit a tengely beállításokon kívül be kell állítani hogy működjön?
Hat ez szuper! Pont ilyen keszul a gepre egy renishaw tapintoval. Engem is erdekel a beallitasa. Illetve hogy lehet automatikusan lehajtani a probat (pneumatikus lesz) dezsoe ?
Megvan it latszik jol a muvelet, de nekem nincs atc motrom tehat marad a kézi szerszám csere https://www.youtube.com/watch?v=3YzAl29Ag78
zichor | 15
2021-01-19 20:42:05
[8129]
Szia. Felelek a kérdésedre. Igen felhajtható. Az ötlet a Darton marógéptől jött( https://www.youtube.com/watch?v=xW1jOLv_F38) én leegyszerűsitettem. A szerszámok hosszát bemérni a 3d próbával. Hogy hozzáadja a szerszám különbségét X és Y tengelyeken a 3d próbához képest.
1. 3d próba méri az anyag tetejét, nem a marókés 2. elmegy és leméri az asztalon lévő fix próbán a marókés hosszát 3. visszatér a marókés az anyag fölé
Ezt nevezi az Uccnc Mobile Probe nak de ott a maró kés érinti az anyagot, nem a 3d próba.
Írd le pontosan, lépésről lépésre, hogy mit szeretnél csinálni szerszámcserekor. Ha minden igaz, akkor van rá egy kész M6-om.
Ez az ofszetes bemérő érdekes. Két és fél év alatt senkinek nem hiányzott és nem jutott eszébe. (Vagy csak nem tudok róla.) Pedig teljesen logikus. Gondolom, felhajtható, hogy ne legyen útban. Tetszik!
Az M31-et kedvedre módosíthatod, de a bemérő képernyő nem használja, csak a főképernyőn levő probe nyomógomb. Elmélkedek rajta egy kicsit, hogy hogy is lehet megoldani. Technikailag nem nagy kihívás, inkább az az érdekes, hogy hova lehet még odapasszírozni a szükséges beállításokat. (Az egyszerűség kedvéért a régi és az új képernyőn is.)
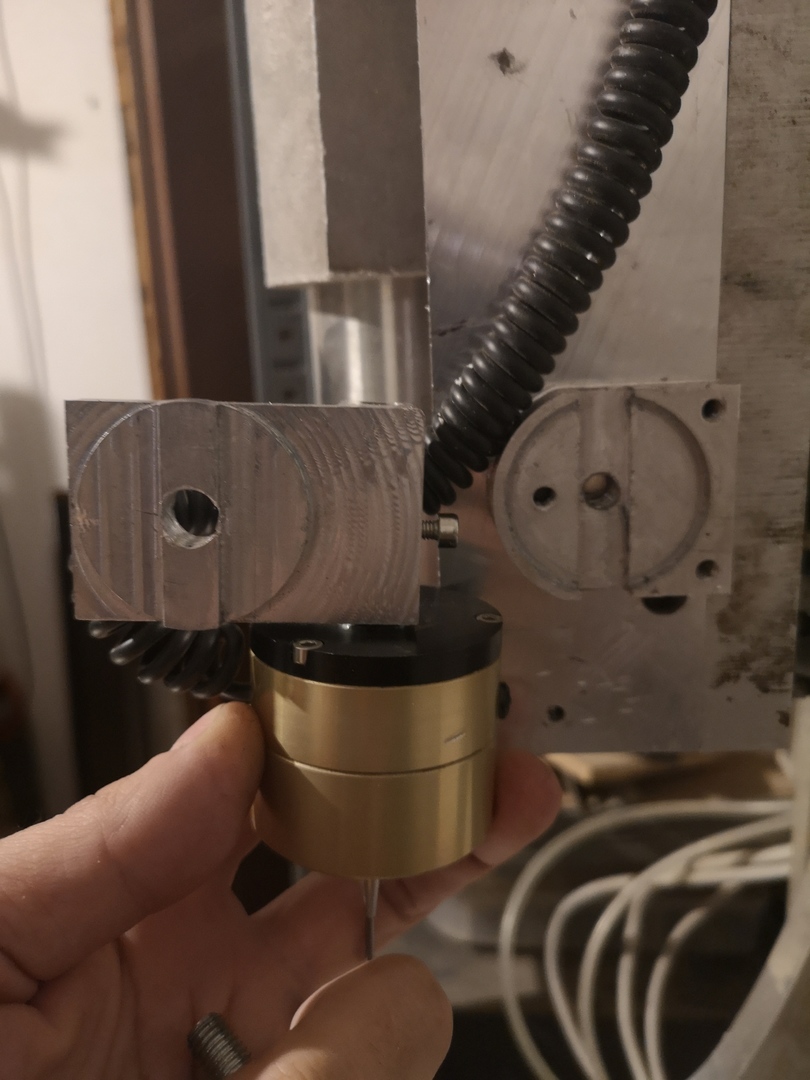
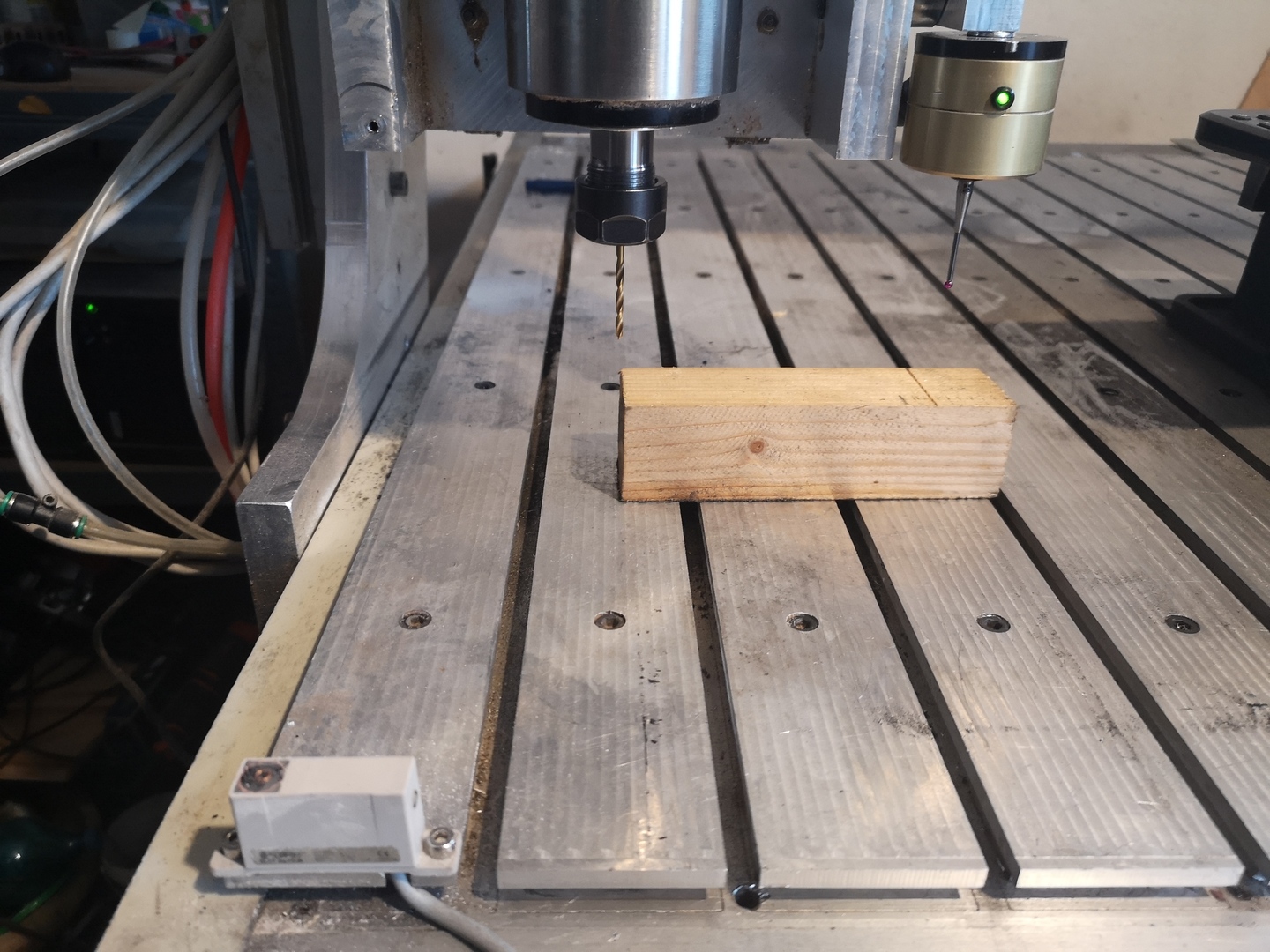
Hali! Van egy 3d próbám és félautomata módban használnám szerszám cserénél. Uccnc v1.2113 próbáltam mobil próba funcióval + egy fix próbával az asztalon. Nem sikerült bemérni vele a marókés offsetjét. A 3d próba pontosan beáll, a mérés után sem tudom összehozni a marókés offsetjével. A másik dolog, hogy nem a főorsóba csatoltam a 3d próbát, hanem mellé és igy x-en és y-on is keletkezett egy offset. (csatoltam képet a setupom-ról). Nem tudom hol kell módositani az M6 macroban vagy az M31 ben, hogy működjön. Hátha tud valaki segiteni. Előre is köszi!
Pabló | 1615
2021-01-14 23:57:33
[8126]
Tökéletes. Csak meglepődtem, hogy ami felugrik párbeszéd ablak, ott nem engedi átírni, ott csak az előtolás értéke írható át.
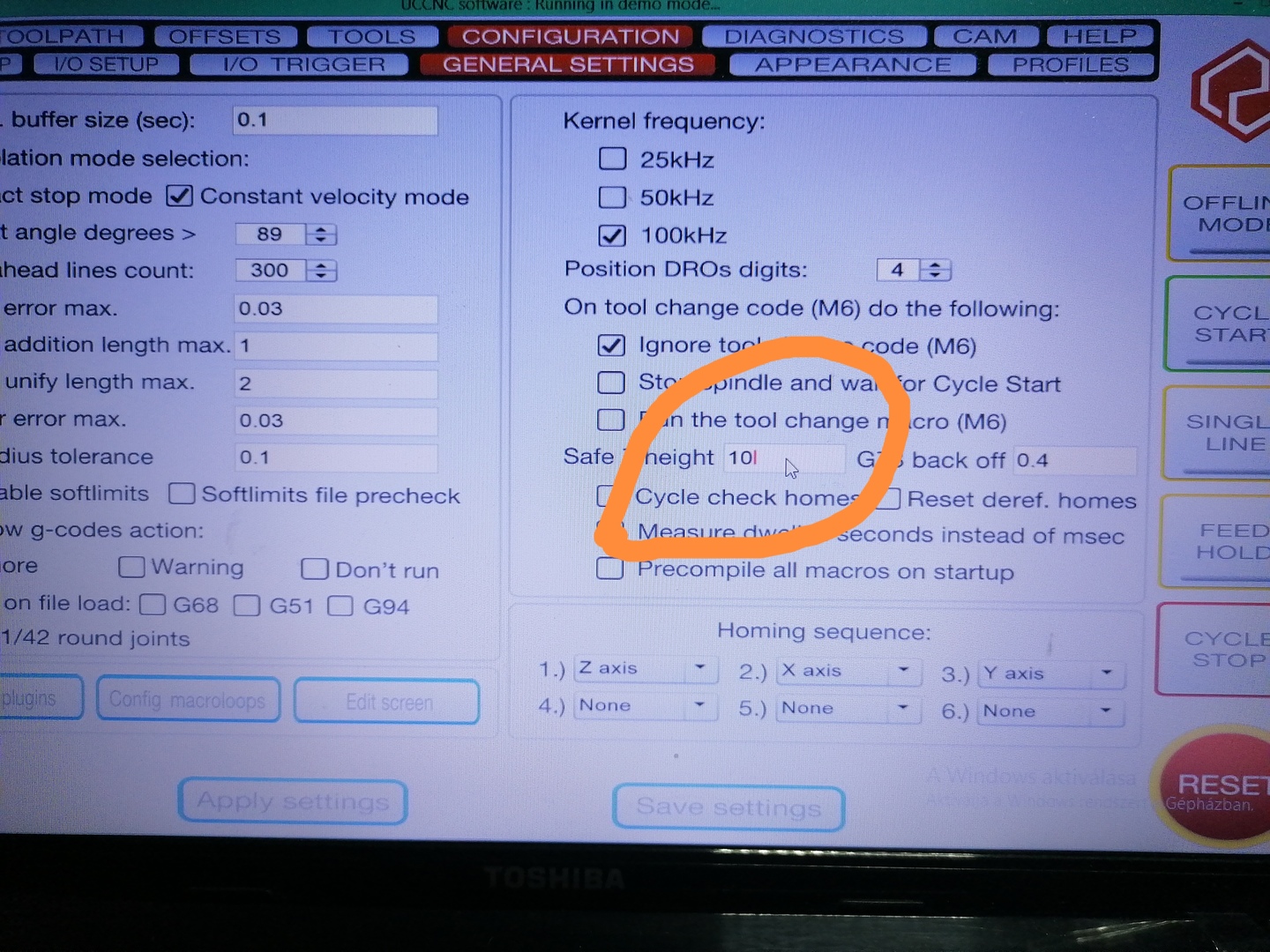
Rákerestem adott mondatra. Nyomtam neki ciklus startot. Kiírja az elötte lévő koordinátát, rá is megy de a Z minden áron fel akar menni Z25 re. Nekem anyag felett max 10re emelkedhetne fel. 25el már végállásra fut. De nem engedi átírni valamiért.
Uccncnél, ha rá szeretnék keresni egy adott mondatra, z biztonsági magasságnál hogyan lehet átírni a Z25 értéket? Valamiért nálam nem működik. Nem engedi átírni pedig kurzor villog, tötölni se lehet.
ANTAL GÁBOR | 4588
2021-01-13 11:22:26
[8120]
Ebben igazad van . Csináltam már gömböt . Akkor (ideiglenesen )visszaálltam rádius üzemre . 8 év alatt kb háromszor volt rá szükségem .
De mint azt már Dezsoe korábban írta egy kis trükkel ( az X tengely step/unit értékének átállításával ) az átmérő üzem könnyedén megvalósítható Én évek óta így használom az esztergámat .
A marógép független, az eszterga függő mellékhajtással rendelkezik. Ez a legfontosabb különbség. Ha jól tudom, a G95 (vagy annak megfelelő) előtolási mód még nincs megvalósítva az UCCNC-ben. Tehát ez és a már említett átmérő mód hiánya a leglényegesebb, amiben eltér egy régebbi ipari vezérlőtől. (Amelyeknek alapesetben nem volt grafikus megjelenítési képességük.)
Sokkal nem lett célzottabb a kérdés, úgyhogy megpróbálok általánosan válaszolni. Igen, az UCCNC alkalmas eszterga vezérlésére, de van egy-két megkötés. Nem tud átmérő módban dolgozni, de ez megkerülhető az X megfelelő konfigurálásával. Nem tud állandó felületi sebességet: g-kódból kell gondoskodni róla. Nincs igazán esztergához optimalizált szerszámpálya nézet, de azért követhető, hogy mi történik. Egyébként működik, többen is használják, akár itt a fórumon is.
jó lenne pár mellék infó is sztem pl a főorsót csak indítani megállítani akarod vele, a sebességeket te választod? menetvágást akarsz? ( összefügg az első kérdéssel)
gondold végig mit szeretnél vele kanyarítani és egyszerűen írd le, hogy az adott feladathoz mit ajánlanak a többiek (nekem is csak maró van...)
Ez nem tudom jó lesz e kérdésnek : Hogyan tudom az uccnc-met esztergálásra használni , ebben kellene segítség . Valakinek van mûködô esztergája uccnc-vel , mert nem találok túl sok infót . Hogyan lehet felokosítani az uccnc-t és melyik verziószám kellene hozzá. BT
Sziasztok ! Segítséget szeretnék kérni, UCCNC-t használok marógépen már régóta , a kérdésem hogy tudna valaki segíteni UCCNC esztergavezérlő szoftwerben ? Elöre is köszönöm BT
Pabló | 1615
2021-01-09 00:10:14
[8111]
Köszönöm. Ez így nagyon király lett csütörtök este életre keltettem. Teszi a dolgát ahogy kell.
dezsoe probalom életre kelteni a három színű jelzőfény makrót, de nem értek hozzá. Csak az általad megadott portokon hajlandó elindulni, ha beállítok neki más outputot, hibát mond a makróban. Csatolom a kódot, amivel kísérletezek. Meg tudnád nézni?
//Háromszínű jelzőfény makró
//A három állapotnak megfelelően az egyik kimenetet bekapcsolja.
// Hiba -> reset // Futás -> cycle start vagy szerszámcsere vagy bemérés fut a probe képernyőn // Pihen -> nem Hiba és nem Futás
int State = 2;
if (exec.GetLED(25)) State = 0; // Hiba else if (exec.GetLED(54) || exec.GetLED(28) || AS3.Getbuttonstate(821)) State = 1; // Futás
Nem csak demó, teljesen kész van, de csak 32 biten működik. Használtam is nagyon sokáig, csak mióta megjelent a 64 bites verzió, azóta pihen. Viszont megfelel az előzőekben írtaknak, mert semmi köze a billentyűzethez, nem billentyű lenyomást emulál, hanem függetlenül kommunikál. Jó régen volt...
Van, csak máig nem csináltam meg 64 bitesre, úgyhogy nálam is csak porosodik. 1-2 havonta meglátom, akkor eldöntöm, hogy na, most nekifogok. Aztán mindig van sürgősebb...
Egyébként úgy van, ahogy írtad: olyan billentyűket kell beállítani, ami nincs a billentyűzeten, de legalábbis kombináció, tehát nem lehet véletlenül megnyomni.
Igen, ez egy előre beprogramozott billentyűzetemulátor. Az UCCNC Hotkeys menüjében ugyanezeket kell beállítani. Szerintem nem túl szerencsés megoldás, mert ha rátenyerelsz a normál billentyűzetre, akkor érhetnek meglepetések.
Van ott egy komolyabb verzió, az már szabadabban konfigurálható és funkciógombos billentyűket is emulál.
Kérdezz rá Dezsoe-re is, úgy tudom van neki is ilyen billentyúzet fejlesztése.








 )
)