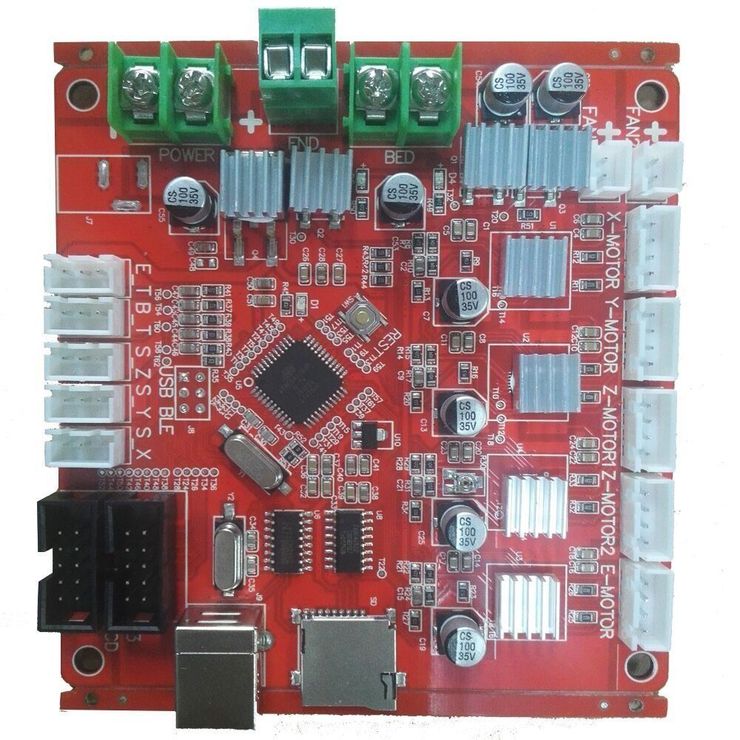
A processzor miféle rajta ? Kicsit felnagyítanád ?
Előzmény: Rabb Ferenc, 2018-10-02 10:53:21 [19314]
smalla | 1117
2018-10-02 13:43:21
[19315]
A gép paramétereit firmwareben szoktukvolt állítani, nem tudom a tiéden milyen van, meg hogyan van konfigurálva. Pl a Marlin firmwarebe utólagosan az M92-es kóddal lehet állítani, esetedben M92 Z1600 parancsot kell kiadni. Ezt vagy minden gkód elejére beírod, vagy átírod a firmware-t. Esetleg elmented az eprom-ba ha van rá lehetőséged.
Előzmény: Rabb Ferenc, 2018-10-02 10:53:21 [19314]
Rabb Ferenc | 4387
2018-10-02 10:53:21
[19314]
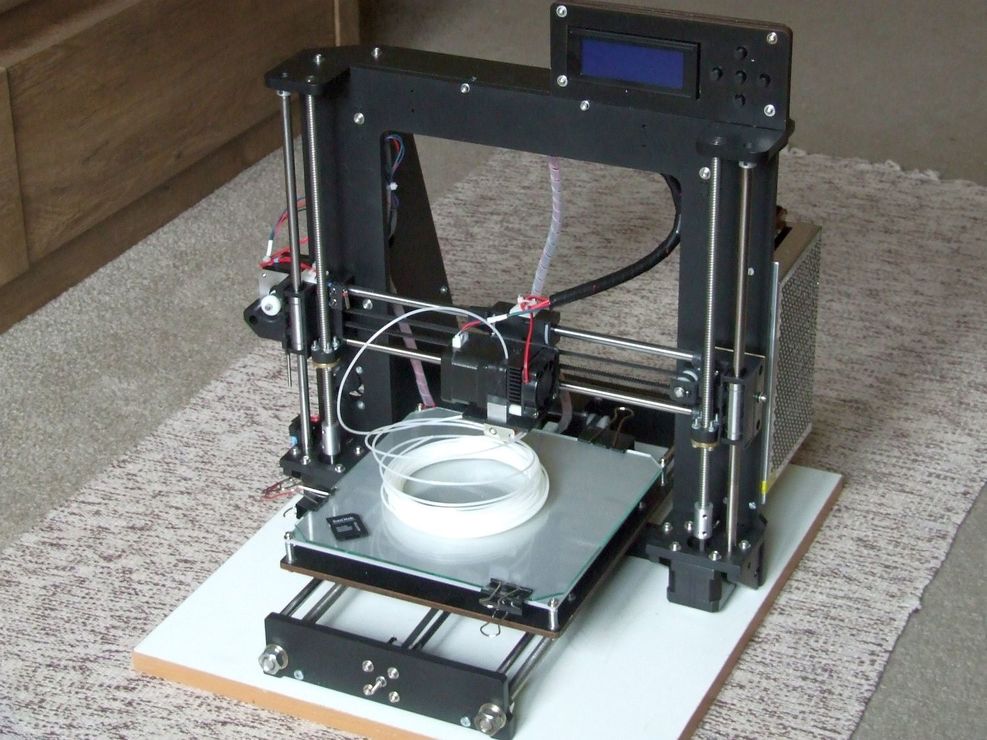
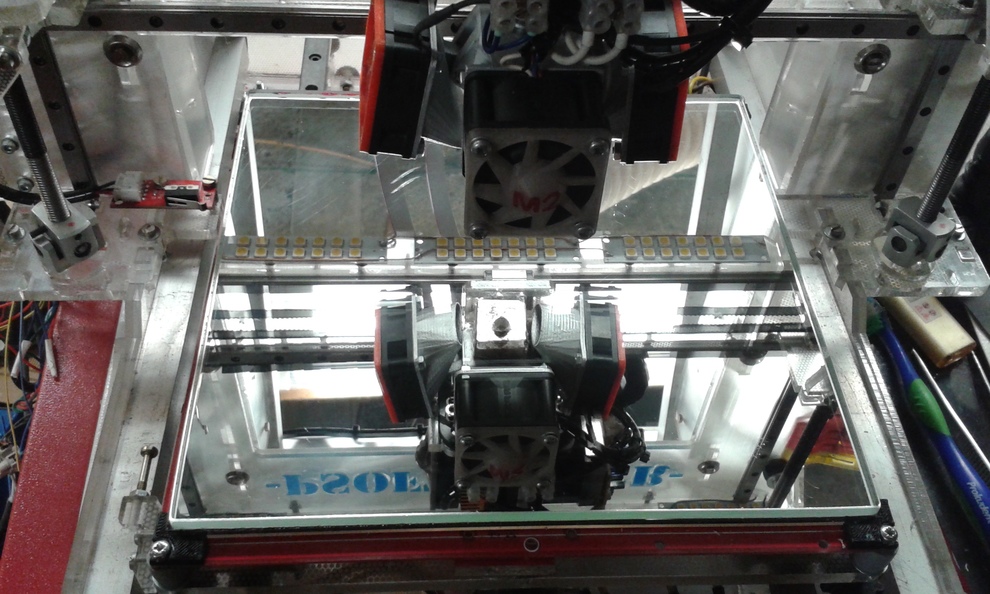
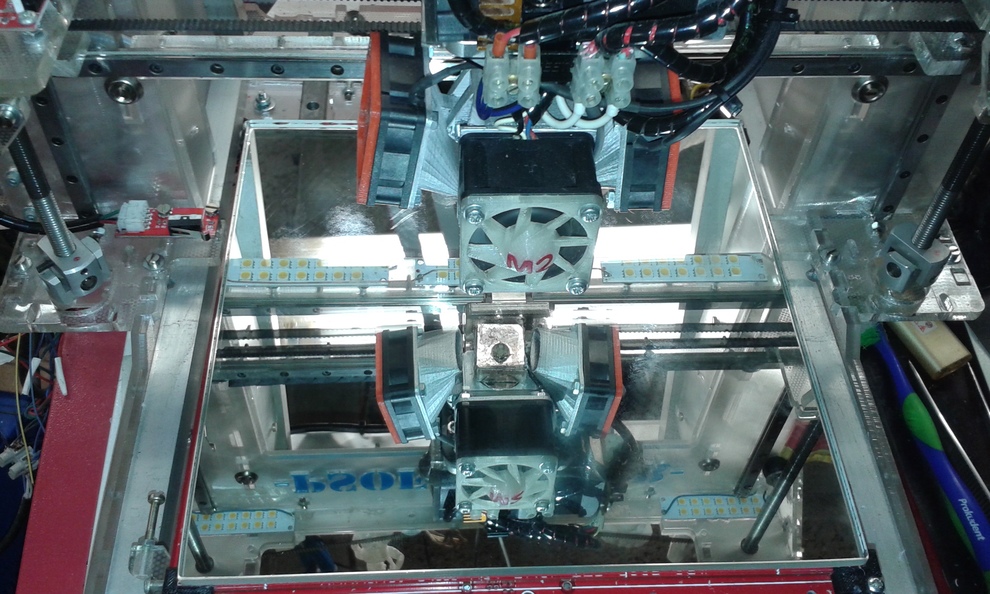
Kb két hónappal ezelőtt eldicsekedtem, hogy hozzám csapódott egy CTC Y4892 kit. A bajait akkor elsírtam, most jön a többi. Végre ismét a közelébe jutottam és folytattam a "rendbetételt"
A keret (váz) minden rétegelt lemez alkatrészét lecseréltem 8 ill. 6mm-es plexiből készítettre. A kóválygó M8-as "Z" tengelyek helyett rendeltem nagyontávolkeletről Tr8x2-es orsókat és hozzá kottyanásmentes anyákat. Na ez utóbbi a hosszú út alatt négy bekezdésűvé vált. Kuka! Ugyanitt végezték a hazai forgalmazótól vásárolt (kínai) merev tengelykapcsolók (furat 5 helyett 5.06) és a "Z" orsók felső végeire szánt csapágyak is. Szerencsére az orsókhoz - mint hozományhoz a menyasszony - járt egy-egy normál (bőven lötyögő) anya is ami mentette a menthetőt.
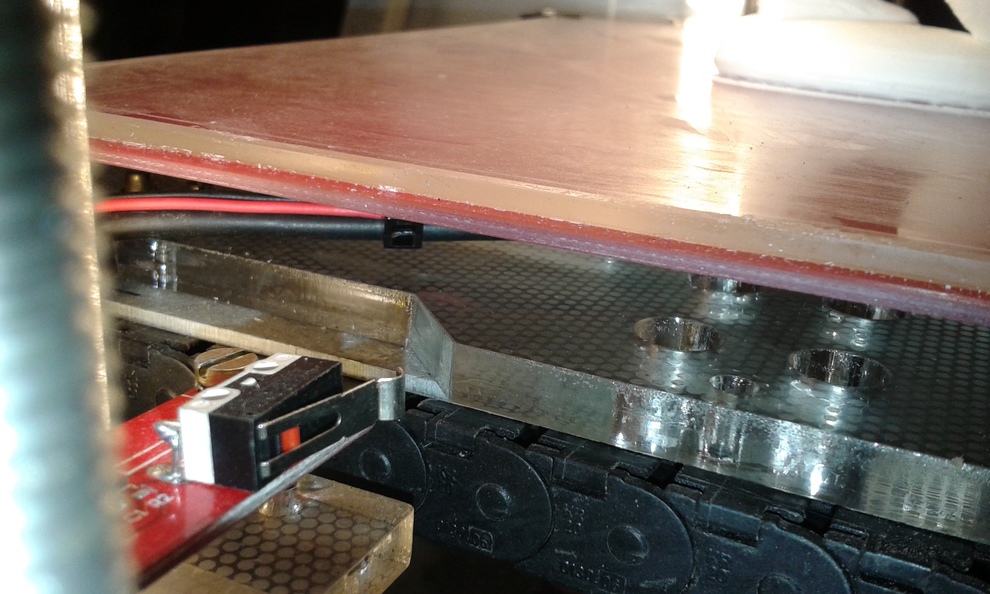
@PSoft tanácsára és @nyiszi nagylelkű segítségével a "Z" és "X" tengelyek lineáris rúdjait kicseréltem régi nyomtatókból kitermelt pontos méretűekre. Na meg persze a rövid lin csapágyakat hosszítottakra. Felülre kapott egy plusz merevítő peremet, alapnak pedig egy (most még sík) bútorlapra csavaroztam az egészet. Mechanikailag határozottan stabil szerkezet lett.
Ezután jött a villany. Mindent összedugmegeltem és eltüntettem a szükségesnél néha negyven centivel hosszabb vezetékeket is. Már csak a "Z" megváltozott menetemelkedésű orsója miatti lépésszámot kellene átállítani. Most 2560 step/mm, az új orsóval 1600 lenne a jó érték. Módosítani egy nyomógomb pötyögtetésével lehet 0.1 lépésközzel. 9600 gombnyomás lenne. De ez a kisebbik baj, mert a nyugdíjasnak mindenre van ideje (valami hülye szerint) Viszont ezt nem jegyzi meg a kis buta. Tényleg ilyen buta lenne vagy csak én vagyok az? Van lehetőség másképp az átírásra, esetleg a szeletelőben megadni valahol az új értéket?
Törölt felhasználó
2018-10-02 10:04:13
[19313]
5mm vastag... nem sok időt kell várni amíg megmelegszik?
Nekem a 3mm-es volt óra szerint púpos középen (mért 60 fokos üveg felületnél). Púppal lefele fordítva, 4 sarok csipesszel rögzítve sokat javult a helyzet. Az alulap nem csak a sarkokon hanem minden oldal közepén is állítható, feszíthető (kicsit lehet vele korrigálni a hajlatot). Az 5mm-es üveg nem visz el sok hőt?
Én 3 mm-es szállal kezdtem: teflonos J-head MkV-el szoktam nyomtatni és nekem az bevált. Mindenképp áttétellel kell hajtanod a szálat, nagy erő kell. Ha E3D-ben gondolkodsz, akkor kell hozzá 3mm-es szálhoz való nozzle, heat break (ami összeköti az alu blokkot a hűtőbordás résszel) és 3mm-es szálhoz való hűtőbordás rész, aminek nem jut eszembe a neve. Nekem full metal E3D v5-öm van, de azzal nem sikerült jó eredményt elérni, mert a 3mm-es PLA egy idő után megszorult. Hiába políroztam fel nem lett jobb. Arra gondoltam, hogy amiatt, hogy a 3mm-es PLA-nak mindig van egy görbülete és sokkal merevebb mint a 1,75mm-es. Persze ez előny is: a 3mm-es PLA mikor már öregebb, akkor sem törik, mint a ropi. Lehet, hogy teflon csöves E3D jó lenne.
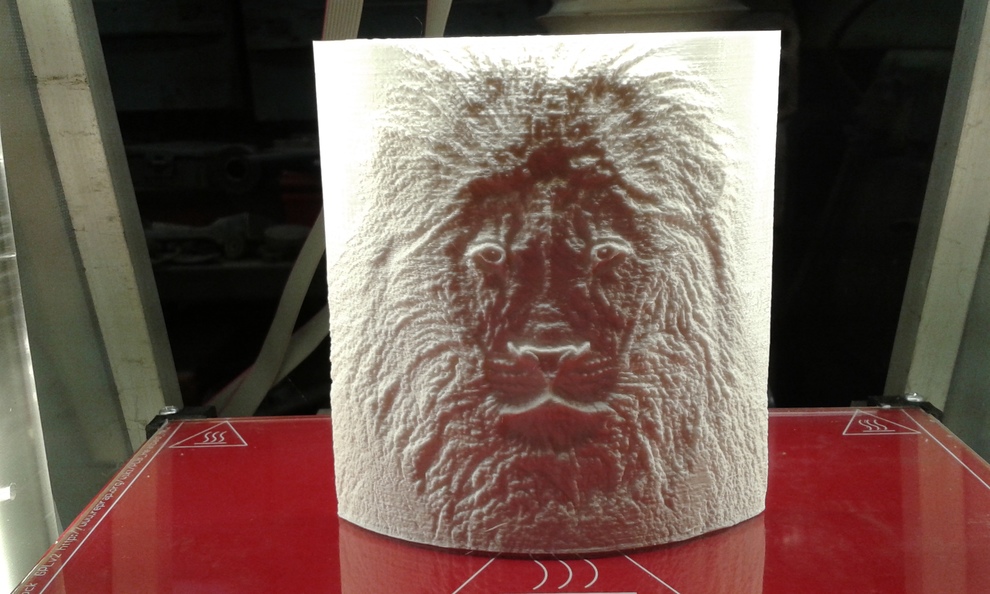
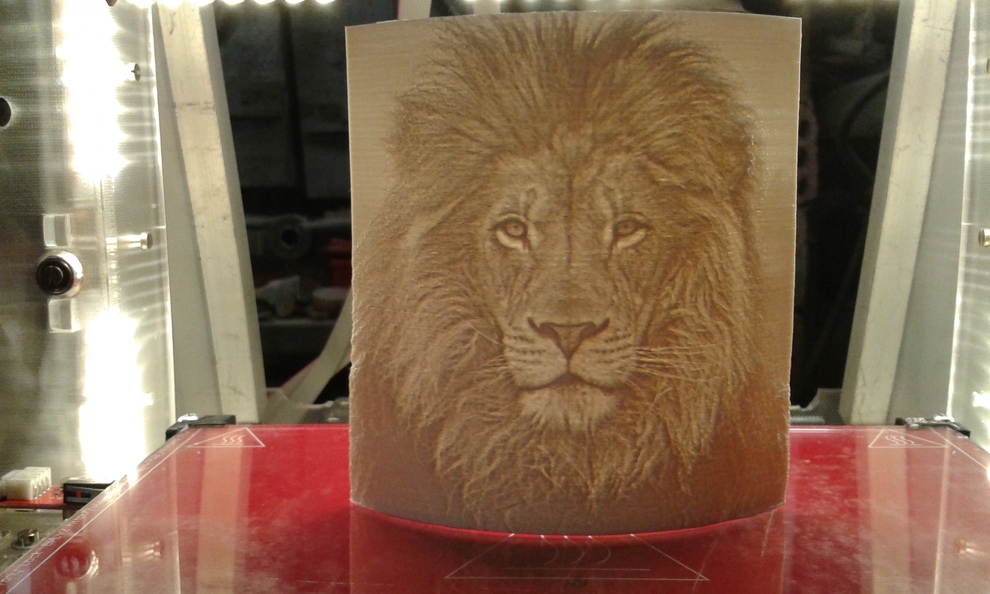
Ja kérem, kész állománnyal dolgozni... A Cura-val simán meg lehet nyitni raszteres képet is. Annyit kell csak átállítani, hogy a sötét részek legyenek vastagabbak. (Vagy a világosak vékonyabbak?) A mű vastagsága (rétegszáma) határozza meg a szürke tónusok számát. A meglepetések elkerülése érdekében szürkeárnyalatos képet használok színes helyett.
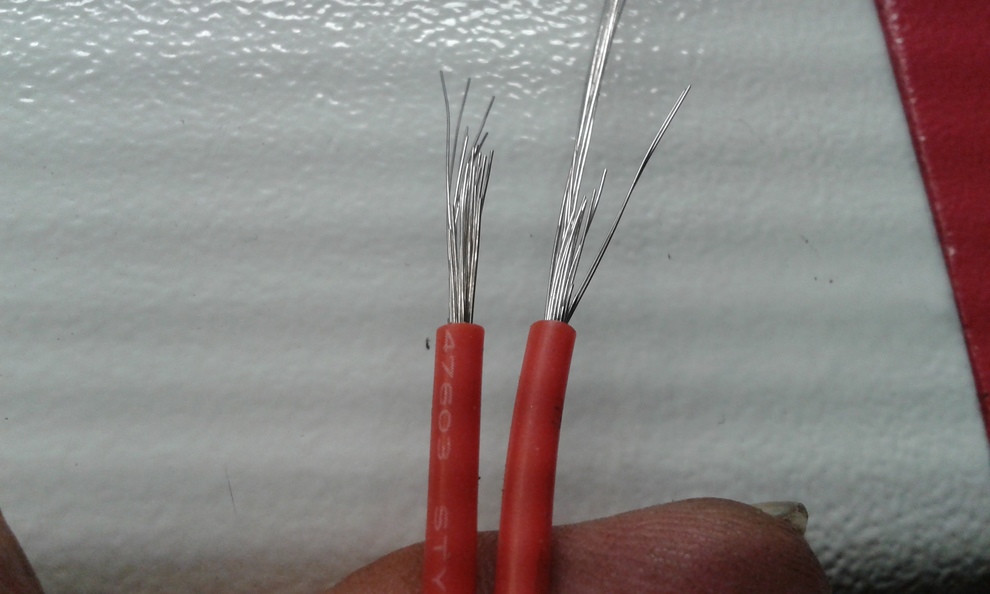
Ha ráér jövő szombatig akkor viszek olyat amit a modelezők használnak. Szilikonos szigetelés, igaz csak AWG18-as azaz ~0,8mm2 viszont sokeres és hajlékony.
Erre nem tudom a választ, szerintem úgy szinte egy áron van, csak most lehetne venni 2500/kg árért PLA-t, ez pedig szerintem nagyon jó ár, csak sajnos 3mm-es, nekem meg 1,75 az extruderem. Viszont, ha nincs vele probléma, akkor le tudom cserélni a vezetőt és a fejet és már 3mm-es is lesz.
Lassan megy föl az asztalhőfok...nem megy föl az asztalhőfok, ha fölmegy...nem stabil...visszaesik...
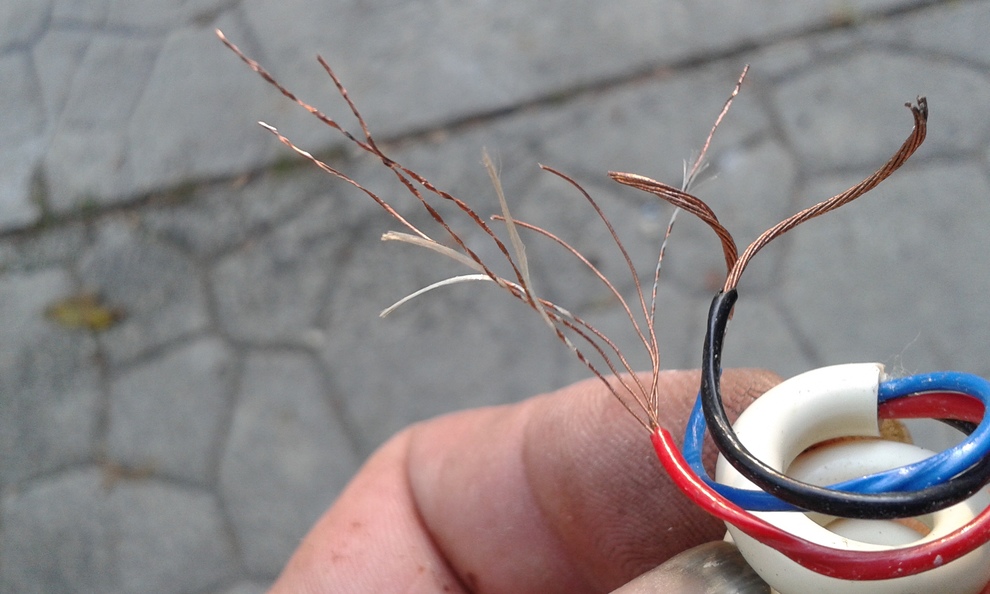
Aztán, pár mérés után kiderült miért. Pedig fasza, szilikon szigetelésű volt a "drót".:) Persze aki nem kínozza energialáncba, csak úgy cafog-lafog szanaszéjjel, annak...nem is lesz ilyen gondja sose.
Victor75 | 114
2018-09-28 17:38:56
[19273]
Én is most 200 fokot használok, meg 45-50-es nyomtatási sebességet, víszont hűtés nélkül, mert vékony falra ezt javasolták. Viszont majd ki fogom próbálni, hogy mi jó hőfok a filamentnek. Gondolom minden gyártónak más lehet az ideális. Innen lehet letölteni ilyen teszt darabot, illetve a Simplify3D-ben be lehet állítani több hőfokot is egy darabhoz. Test próbatest
Sziasztok! Mint kezdő 3D nyomtatós kérdezem a tapasztaltabbakat. (Elnézést, ha korábban szó volt róla, jó pár oldalt visszanéztem de nem találtam rá.) Milyen módszerrel lehet egy filamentnél (most PLA-val kísérletezek) kitalálni, hogy milyen a jó hőfok hozzá? A gyári csomagoláson 190-220°C volt megadva. Ötletszerűen 200°C-ra állítottam a fejet, de nem tudom, jó ez neki, vagy hidegebb/melegebb lenne jobb. Egyáltalán van látható különbség a 30°C szélső értékei között?
bjam28 | 750
2018-09-28 12:27:04
[19268]
Szia!
Lehet, hpgy a 3D Nyomtató shoppe oldalán is fent van, de most nincs időm végigböngészni. Úgy emlékszem ez alapján csináltam. A lap alján van egy videó is, az is sokat segíthet. i3 Duplicator PID control