Már 2 éve a BLTouch-ot használom. Nem a legolcsóbb de kitűnően működik hiba nélkül. Ha jól tudom Ők voltak az elsők akik kitalálták. MARLIN firmware van a gépemen.
Üdv Ha kezd felválni valamelyik sarok odaragasztom Nem szoktam magára hagyni a nyomtatást, oda-oda nézek és ha ilyesmit látok van a kézügyben egy körömlakkos üvegben oldott PLA. Az ecsettel oda kenek ahol kezdene felválni, alákúszik az oldott PLA és megfogja akkor talán "máma már nem hasad tovább"
Én extraerős hajlakkot használok az asztalon. Vékonyvalú, alapú anyagot is jól megfogja. Kell hiába a speciális anycubic ultrabase asztal. Viszont ha feljön az anyag széle, akkor én mindig adok neki egy alapszélesítést az első rétegre. Build plate Adhession-ban Build plate Adhession Type , ebben Brim, és legalább 4-5 kör
Törölt felhasználó
2018-10-17 15:42:20
[19406]
Sziasztok.
Egy kérdés mindenkinek...
Ki használ automatikus Z beállítást (Auto levelling) a 3D nyomtatóján és milyen típusút?
Én már próbáltam 3DTouch és kapacitív típusúakat de egyiket sem látom jónak, a legjobb az az ami egyszerű érintőlemezen keresztül működik a kísérleteim szerint. Most gondolkozom hogy oldjam meg, azért érdeklődöm ki milyet használ.
sastas | 1222
2018-10-17 14:50:07
[19405]
A nyomtató körüli klíma nem változott? Kezdve azzal hogy hűl a külső levegő, ugye ha huzatot kap most, az más, mint amikor 40 fogkban kap huzatot, az is visszahűtheti. Philament anyagokkal nekem jók a tapasztalataim. Esetleg a fejhőmérsékelted nem túl alacsony? lehet pár fokkal magasabban kéne nyomtatni.
Korábban fehérrel nyomtattam minden gond nélkül, aztán az elfogyott. Ezzel meg valamiért nem tudok dűlőre jutni.
60 fokos asztallal. S nem volt semmi gondom a leválással, még akkor se, ha egészen kis felületen érintkezett a darab az asztallal. Most meg böszme darabok is elválnak, 2 óra nyomtatás után. Bosszantó. Sajnos nem vagyok mellette, hogy elkapjam a pillanatot, hogy lássam mi is az oka. Csak a végeredményt látom a "nagy-gubancot".
Üdv Egyértelmű, hogy az anyag a következő rétegre váltáskor elfogy az extruderből, pl. kicsepeg. Induláskor csak annyit extrudál amennyi be van állítva de ez kevés, hiányzik az anyag kezdéskor. Ahogy írták, ha nem boldogulsz a visszahúzással akkor a visszahúzás után előtolásnál be kell állítani egy icipici pluszt, hogy a kezdéskor legyen elég anyag
Előzmény: Jordan Gabor, 2018-10-16 14:29:53 [19394]
végyé | 443
2018-10-17 13:35:50
[19401]
Üdv Én hideg asztalra szoktam, az üveget alkoholban oldott fenyőgyantával vagy oldott PLA val kenem le. Viszont az üveg tisztasága akkor is lényeges mert ha nem tapad rá a felkent réteg akkor azzal együtt válik le a tárgy.
Pl. valami hasonlót (fehér PVA suliragasztó) mindenképp érdemes beszerezni, ezzel vékonyan (vizes vattára cseppentve) bekenni az üveget, nem lesz többet tapadási gond PLA-val. A tükrös felület megmarad nyomtatás után (a nyomaton).
Zöld PLA-t milyen hőmérsékleti beállításokkal nyomtattok?
Nem sikerül eltalálnom. Folyton leválik az asztalról a darab. A gyártó ajánlása alapján 40-50C, de szerintem az kevés vagy mi. De nem tudok stabilan nyomtatni vele.
Köszi
Victor75 | 114
2018-10-16 17:38:06
[19396]
Érdemes volna megnézni alacsonyabb hőfokon a nyomtatást mert nagyon folyik a filament. Nekem van olyan amit 180 fokon használok. Persze a dobozán, vagy a tekercsen nincs semmi ilyen jellegű adat, de a neten láttam 170-210 fokos PLA-t is. Amennyiben gyorsárattal is közlekedik, akkor talán érdemes volna játszani a szálvisszaúzással és annak sebességével, illetve utána lehet kis extra anyagot is hozzáadni mikor megáll. Ezekkel elég sokat babrálok én is, szinte minden tekercs más beállítást kér, hiába ugyanattól rendeltem, de ha más a szín akkor már nem biztos, hogy jó lesz mondjuk a fekete a sárga után. Hőfok, sebesség szálvisszahúzási beállítások nálam egy nagy ördögi kör. Amit még szerintem érdemes használni az a random rétegkezdés, Shell-ben - Z-seam alignment - Random Olvastam olyant is, hogy van olyan nyomtató ami nem szereti a 0,25-ös rétegvastagság beállítást és hasonló tüneteket produkált, csak ennek 0,2-ra való állításával megszűnt a probléma.
Érdekes, hogy a Cura már ki is adtam a 3.5.1-et pedig a sima 3.5 is most jött ki
Előzmény: Jordan Gabor, 2018-10-16 14:29:53 [19394]
elektron | 15859
2018-10-16 16:26:03
[19395]
Ha a többi nem változott a CURA a gyanús nekem legalábbis.
Előzmény: Jordan Gabor, 2018-10-16 14:29:53 [19394]
Jordan Gabor | 223
2018-10-16 14:29:53
[19394]
Sziasztok, Csak nemrég használok 3D nyomtatót, PLA-t nyomtatok, egész jó eredménnyel, de ... Pár napja előjött egy probléma, minden nyomtatáson ami nem 100% kitöltésű, onnan, ahol nem 100% kitöltésű és addig amig nem 100% kitöltésű, ahonnan indul az adott réteg nyomtatása, anyaghiány van, ahol meg megáll, anyag többlet. Ez nem így volt korábban. Két dolog változott. Egy szál cserénél szét kellett szedjem az extrudert és beletörtem a nozzle-t a fejbe. Így kapott új nozzle-t, torkot és fejet (nemtom mi a neve az alu blokknak amibe a fűtőpatron is megy, azt). Ezzel egy időben (sajnos), váltottam cura 3.5.0-ra( paraméterek maradtak).
Van tippetek mi okozza és mit változtassak? Köszönöm, JG
PR | 119
2018-10-16 13:08:42
[19393]
Sziasztok! Van a csoportban olyan, aki 3D Systems CubePro vagy CubeX gépet használ? Használt cartridge-ot keresek baráti áron megvételre. Olyanra lenne szükségem, ami nem 0%-os (lehet akár 1-2%-os is). 1 db ABS és 1 db PLA cartridge-re lenne szükségem! Akinek van, vagy tud ilyet, az kérem írjon privátban.
MKS Sbase alaplapom van. A kód a cura start scriptből van, ott jól működik A teljes script:
G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z20.0 F100 ;move the platform down 20mm G92 E0 ;zero the extruded length G1 F200 E1 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F300
A home működik rendesen, fel is megy Z20 ra (indulás előtt jól hozzáférhető a fúvóka, le tudom törölni mielőtt elindul.). A G1 F300 több mintakód végén is szerepelt, értelmét én se láttam. A probéma az, hogy indulásnál nem fentről közelíti meg a kezdőpontot hanem visszamegy Z0 ra és végigfut az asztalon. A Cura Z20 ról közelíti meg. Átrágtam a beállításokat de ott se találtam erre vonatkozót.
Először is, a G1 F300 az utolsó sorban mi szeretne lenni? Szerintem felesleges. Aztán, ez alapján ennek azzal kéne kezdenie, hogy homera megy, majd elmegy Z20-ra. Ebből a homeot is rosszul csinálja, vagy csak nem megy Z20-ra? Milyen nyomtató, milyen vezérlő?
Üdv! Simplify3d a nyomtatás elkezdésénél nem emeli fel a fejet, egyszerűen végigszalad a fej az asztalon. Próbáltam a start scriptbe beírni a Curában lévőket de nem változott. Jelenleg ez van:
G28 ; home all axes G1 Z20.0 F100 ;move the platform down 20mm G92 E0 ; reset extrusion distance G1 F300
Van esetleg ötletetek?
sarpba_V2 | 25
2018-10-13 15:42:14
[19387]
Én jó ideje minden gépemben csak DUE-t használok. Ramps-FDv1 -el. Nem a legegyszerűbb, mert van pár hiba a v1-es FD-n, de a MK4Duo firmware elég jól kiküszöbölt már minden hibát szoftveresen. Van saját konfig oldala mint a repetier firmwarenek (ITT).Igazából egyetlen előnye a sok hátránya mellett, hogy a számítási kapacitás hiányából adódóan nem fog saoha darabosan járni a gép. Jelenleg 128 microstepinges néma meghajtók vannak benne. Azt a Mega az életben nem tudja rendesen meghajtani, esetleg csak a meghajtó által interpolált lépésszögekkel.
Hasonló paraméterekkel mintha ABS-t nyomtatnák, csak tárgyhűtést is használok hozzá. A fejhőmérséklet akkor jó, ha az olvadék határozottan szakad el és nem hagy hajszálakat szöszöket.
Ez csak valami reklámvideó... Spanyolul nem tudok, nincs türelmem végignézni de nem tudom mit szeretnél tudni, mi a kérdésed? Arduino Mega kártyát sokan használják, de a másik kettőt amit mutat szerintem senki mert kevés a memóriája az Uno-nak az a harmadik pedig nekem ismeretlen, nem tudom mi lenne előnye. Szerintem az a videó nem jó mert különböző dolgokat hasonlít össze. azt a harmadik kártyát Arduino Due kártyával kell hasonlítani, nem Uno és Mega kártyákkal. Ha új kártyát akarsz próbálni akkor szerintem egy Arduino Due kártya az jobb, mert arra van Marlin. Bár még azt sem ismerem, de tervbe van hogy veszek amint időm lesz vele foglalkozni.
Nyomtat itt valaki PMMA-val. Mik a beállítások? Mire kell figyelni? Köszönöm
szf | 4462
2018-10-04 21:06:18
[19374]
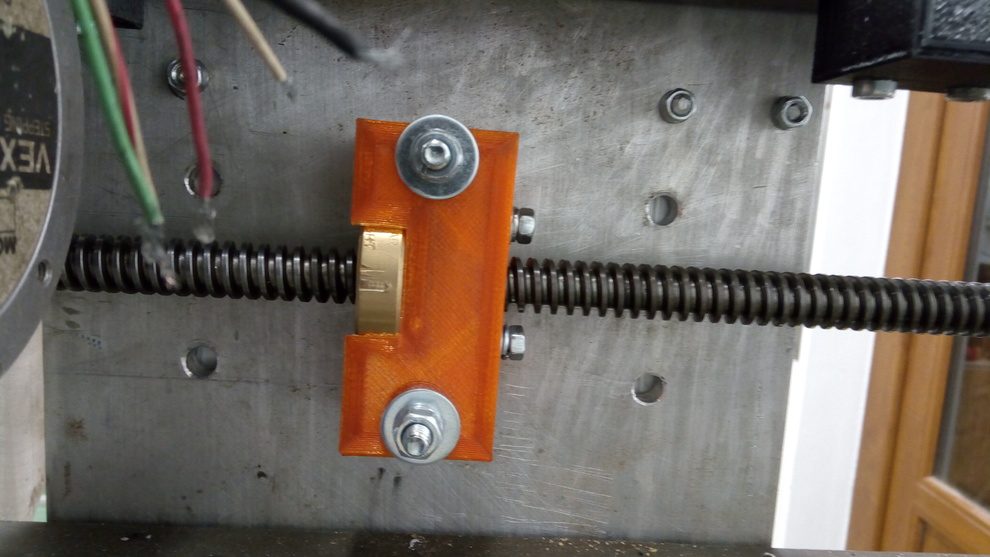
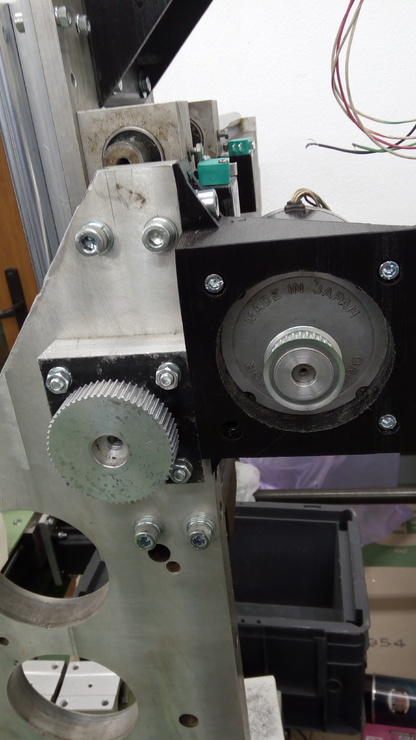
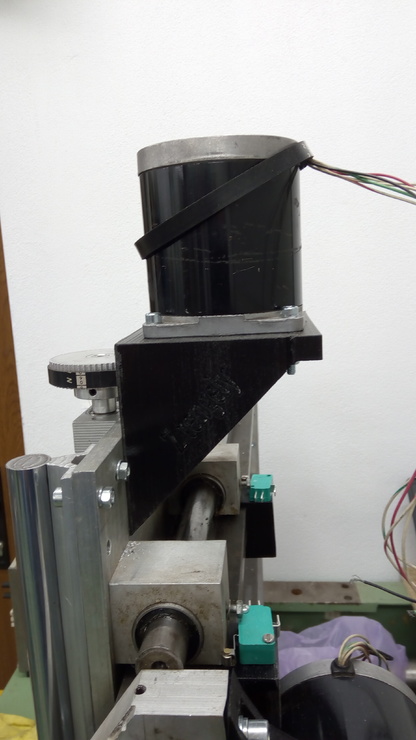
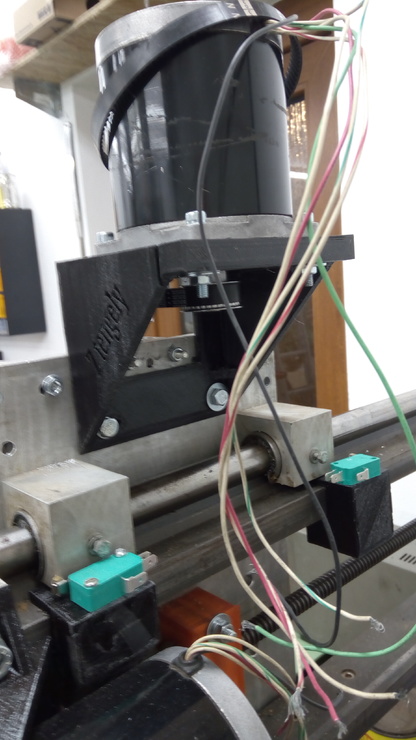
Elég sok mindent nyomtatok. Egy alkalommal a megrendelőm trapézmenetorsó anyához kért tartót. Kérte valahol teszteljük le mit tud. Felszereltem egyet az otthon és 1000-szer mechanikus véghelyzetbe járatva, koppanásra, max sebességgel kipróbáltuk. A nyomtatott alkatrészeknek semmi bajuk nem lett. A fából készült vég ütközőket teljesen szétverte. Orsó méret 16*4. Sárga tartó PETG-ből, 100%-os kitöltéssel. A Nema34-es motortartók fekete PETG-ből vannak.
Nem, csak némi módosítást hajtottam végre. Azért tettem fel mert kérdezték hogy békán kívül nyomtatunk-e mást is. Elég sok alkatrészt segédeszközt nyomtatok, nekem bevált. Azóta kevesebbet használom a CNC-t.
Ha tudnám hogyan kell, biztos meg is csinálnám, de dunsztom sincs melyik végéről kell megfogni, s most nincs is időm arra, hogy utánanézzek, sok más is van még, amit meg kellene csinálni. De ha kiöntöd, nyomtatok hozzá negatívot