|
Előzmény: PSoft, 2019-01-13 12:24:55 [21053]
|
|
Előzmény: svejk, 2019-01-13 15:18:14 [21075]
|
|
Előzmény: svejk, 2019-01-13 15:23:26 [21076]
|
|
Előzmény: svejk, 2019-01-13 15:18:14 [21075]
|
|
Előzmény: PSoft, 2019-01-13 15:14:39 [21073]
|
|
Előzmény: PSoft, 2019-01-13 15:14:39 [21073]
|
|
Előzmény: PSoft, 2019-01-13 13:12:12 [21060]
|
|
Előzmény: svejk, 2019-01-13 15:10:07 [21072]
|
|
Előzmény: PSoft, 2019-01-13 15:02:11 [21071]
|
|
Előzmény: svejk, 2019-01-13 14:57:15 [21070]
|
|
Előzmény: RJancsi, 2019-01-13 14:53:24 [21069]
|
|
Előzmény: svejk, 2019-01-13 14:35:54 [21068]
|
|
Előzmény: PSoft, 2019-01-13 13:12:12 [21060]
|
|
Előzmény: szf, 2019-01-13 13:49:59 [21065]
|
|
Előzmény: szf, 2019-01-13 13:49:59 [21065]
|
|
Előzmény: keri, 2019-01-13 12:51:11 [21059]
|
|
Előzmény: Dakota25, 2019-01-13 13:29:01 [21062]
|
|
Előzmény: PSoft, 2019-01-13 13:12:12 [21060]
|
|
Előzmény: PSoft, 2019-01-13 13:12:12 [21060]
|
|
Előzmény: keri, 2019-01-13 10:54:40 [21026]
|
|
Előzmény: szf, 2019-01-13 12:12:10 [21050]
|
|
Előzmény: PSoft, 2019-01-13 12:08:36 [21048]
|
|
Előzmény: RJancsi, 2019-01-13 12:02:51 [21044]
|
|
Előzmény: szf, 2019-01-13 12:27:18 [21055]
|
|
Előzmény: RJancsi, 2019-01-13 12:17:49 [21051]
|
|
Előzmény: svejk, 2019-01-13 11:30:25 [21038]
|
|
Előzmény: Devecz Miklós, 2019-01-13 11:29:33 [21037]
|
|
Előzmény: szf, 2019-01-13 12:12:10 [21050]
|
|
Előzmény: PSoft, 2019-01-13 12:02:58 [21045]
|
|
Előzmény: RJancsi, 2019-01-13 12:02:51 [21044]
|
|
Előzmény: svejk, 2019-01-13 11:30:25 [21038]
|
|
Előzmény: Devecz Miklós, 2019-01-13 12:00:07 [21043]
|
|
Előzmény: svejk, 2019-01-13 11:20:23 [21033]
|
|
Előzmény: svejk, 2019-01-13 11:35:17 [21039]
|
|
Előzmény: KBalázs, 2019-01-13 11:54:40 [21042]
|
|
Előzmény: svejk, 2019-01-13 11:20:23 [21033]
|
|
Előzmény: svejk, 2019-01-13 11:35:17 [21039]
|
|
Előzmény: svejk, 2019-01-13 11:35:17 [21039]
|
|
Előzmény: Devecz Miklós, 2019-01-13 11:29:33 [21037]
|
|
Előzmény: keri, 2019-01-13 10:54:40 [21026]
|
|
Előzmény: svejk, 2019-01-13 11:13:10 [21031]
|
|
Előzmény: PSoft, 2019-01-13 11:20:18 [21032]
|
|
Előzmény: svejk, 2019-01-13 11:13:10 [21031]
|
|
Előzmény: PSoft, 2019-01-13 11:00:13 [21027]
|
|
▲
◊
|






 Melyik verzió a rendes?
Melyik verzió a rendes?

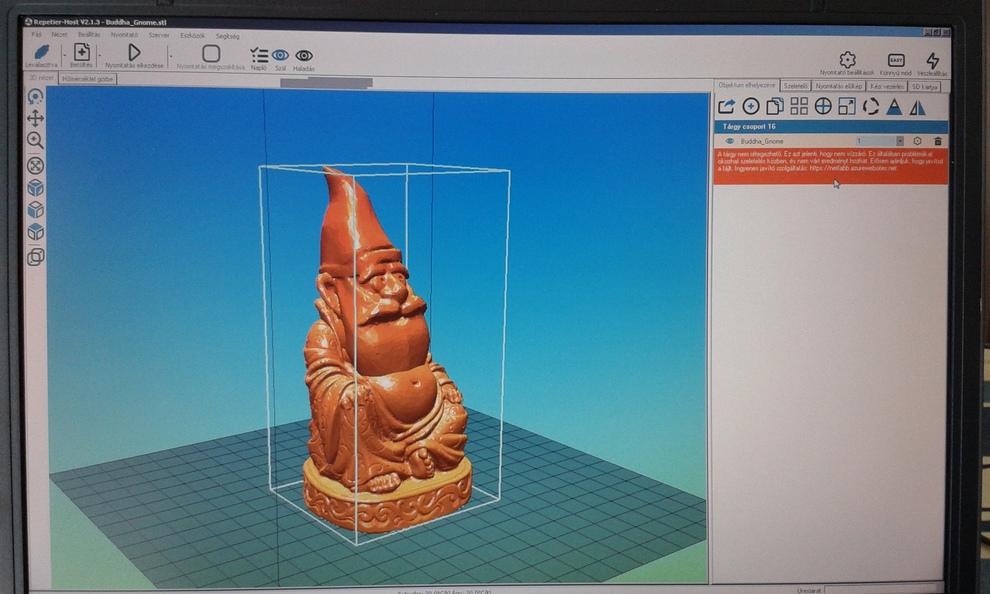

 Próbáld meg az STL-t megnyitni, ne a szeletelővel hanem CAD-del. Akkor talán kiderül mi a hiba.
Próbáld meg az STL-t megnyitni, ne a szeletelővel hanem CAD-del. Akkor talán kiderül mi a hiba.


 de azért köszönöm. Legközelebb téged kérdezlek.
de azért köszönöm. Legközelebb téged kérdezlek.

