A rockwool csupaszon nem szerencsés, mert rengeteg lebegő szilánk jön ki belőle. Mindenképpen le kell fedni valamivel. Akár egy vékony habarcsréteg (csemperagasztó) is jó lehet.
Én OSB bútorlapból csináltam, de fehér bútorlaból lenne a következő. Plexiből szoktak még. De ha tűzálló kell akkor acél lemez, üveg, zártszelvény, esetleg egy vékony rockwool hőszigetelés belülre.
Előzmény: Jordan Gabor, 2022-02-27 19:58:46 [30358]
RJancsi | 5811
2022-02-28 07:02:43
[30363]
Valóban jól bírja, de a világ fejlettebb részén be van tiltva.
Kollégámnak egy acél lemez elektromos szekrénybe van
Előzmény: Jordan Gabor, 2022-02-27 19:58:46 [30358]
RJancsi | 5811
2022-02-27 20:02:10
[30359]
Mekkora "szekrény" kell neki? Mert a "nagyobb darab" elég szubjektív.
Előzmény: Jordan Gabor, 2022-02-27 19:58:46 [30358]
Jordan Gabor | 223
2022-02-27 19:58:46
[30358]
Eljutottam oda, hogy be kell dobozoljam a nyomtatót, mert nagyobb darab ASA nyomatok is kellenek.
Van tippetek valami nem éghető doboz anyagra?
Köszönöm, JG
RJancsi | 5811
2022-02-23 06:37:14
[30357]
Nyilván két "igényes" feszített hídgerenda olcsóbb lett volna. De ez egy K+F projekt volt különösebb előzmények és tapasztalatok nélkül. Most már úgy tűnik kiforrott a technológia, a következő "termék" már olcsóbb lehet.
Érdekes. A hűtésnek 50% van fixen beírva. Közben meg azt írja a Cura, hogy ez normál esetben számított érték. Ez egy újabb kiadású Ender 3, gyárilag van egy szilikon zacsi a fejen.
0.2-es réteggel kezdtem, azzal készültek a simán széthulló változatok. (Ekkor jöttem rá, hogy időszerű kérdezni, mert szemmel láthatólag nem értek hozzá...) Az is vicces, hogy alapból a beállítások nagy része nem látható. Most, hogy megjelenítettem, tényleg a felével nyomtatja a falakat.
A kerekítéssel lehet, hogy megpróbálkozom, bár nem túl egyszerű, mert a terv OpenSCAD-ban van, meg ide a szögletes jobban is illik.
Igen, 5 réteg, 0.5mm. A falazásban még el kell mélyednem, az biztos.
Ebből indultam ki, de már jó pár dolgot módosítottam a feladatnak megfelelően.
Fú basszus, jól látom hogy legalább 5 réteg a falvastagság? Na az tök felesleges. 2-3 réteg, és rácskitöltés 2-5mm vonaltávolsággal szilárdsági igénytől függően. A tervezésnél lehet nagyobb a falvastagság, (2-4mm-t szoktam) az üreges fal ellenére nagyon erős lesz, és nem 20 óra a nyomtatás.
Egy sima nagy méretű dobozt, nyomtathatsz 0.2-0.3 rétegvastagsággal. Sebesség az kb. jó, én is 40-60 körül szoktam nyomtatni, de nézd meg az egyes komponensek sebességét, mert a külső falat a CURA fele sebességgel nyomtatja. Belső fal, kitöltés 50-60-al mehet, a külső fal, alsó,felső rétegek 30-40. Nem szükséges felezni a sebességet. Nekem pl. alacsonyabb sebességen van egy kis rezonancia, ezért nem érdemes teljesen levenni.
Másik. Tervezésnél is tudsz gyorsítani a nyomtatáson. Kevesebb éles sarok, kevesebb lassítás/gyorsítási szakasz. Ezért én legalább XY irányba mindent lekerekítek. Ettől jobban is néz ki általában a modell. Illetve ha úgy tervezed hogy sokat kell ide oda kapkodnia a nyomtatónak a túl sok részlet miatt, vagy túl vastag falat nyomtatsz, az is nagyban növeli a nyomtatási időt.
CURA-ban lehet olyat is állítani hogy egy réteget hol kezdjen. Lehet véletlen szerűen. Bár a kezdésnél látszó kis gubók megszűnnek, de lassítja a nyomtatást. Lehet éles sarokra rendezni ezeket, ahol nem zavaró, ez is jó és gyorsabb, illetve lehet a legrövidebb útvonalra optimalizálni, ez nem feltétlenül szép, de ez a leggyorsabb.
Ez a beállítás mindig az adott munkadarab funkciójától függ.
Ha átküldöd az STL-t, meg elmondod mi akar ez lenni, akkor megszakértem neked, de persze nem kötelező, ha titkos.
Elefántláb szindróma. Nem lehet hogy túl erős a hűtésed? Az megmagyarázná azt is hogy miért lett hideg annak a rétegnek a nyomtatása és nem tapad össze. Pár mm magasan indul a hűtés, amitől a fej visszahűl, amit idővel kompenzál a PID vezérlés.
Játsz a hűtés csökkentésével, meg tegyél hőszigetelést a fűtőblokkra. Az is sokat segít, ha rátekersz egy réteg kaptont, de lehet kapni szilikon burkolatot, az is jó.
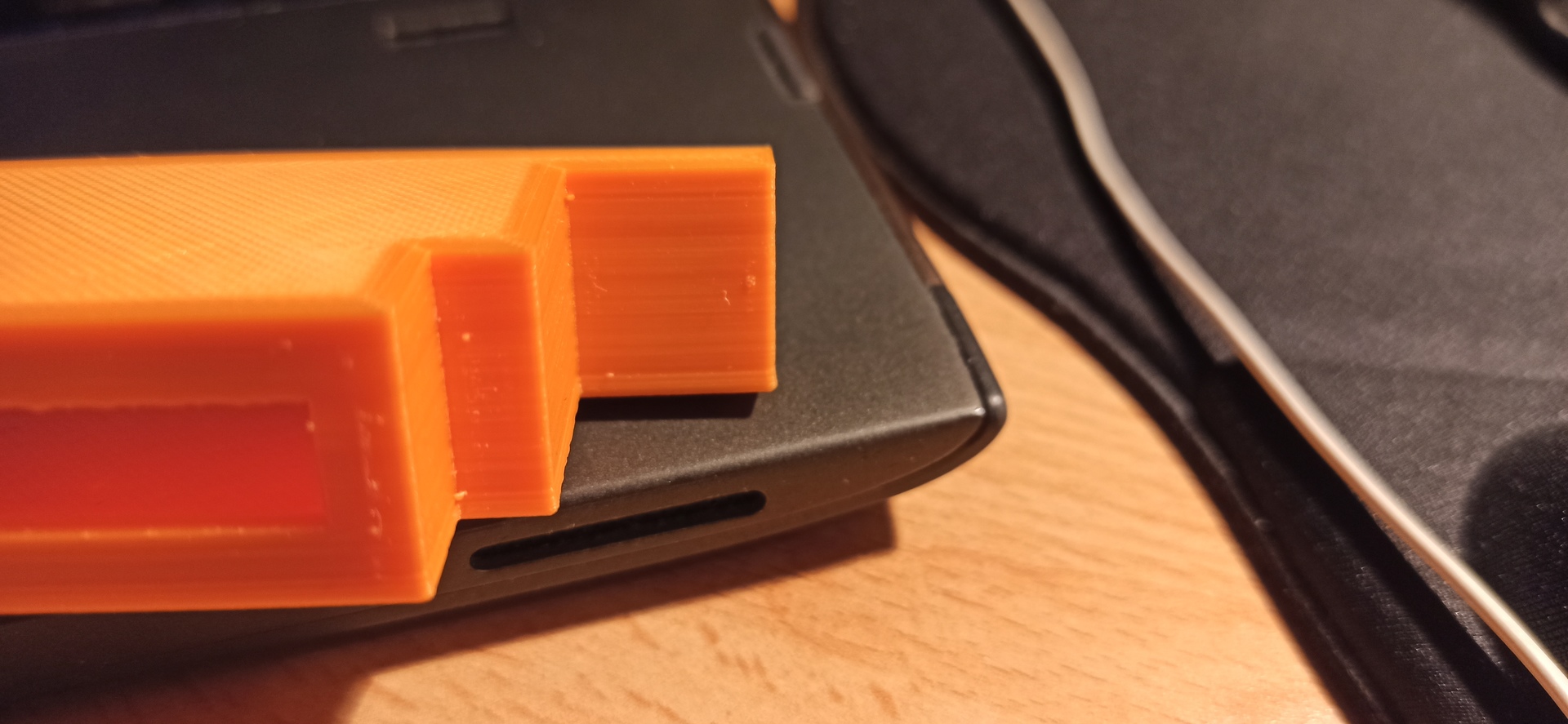
Na, közben előkerültem. Még aznap este újra megpróbáltam, a sebességet 50-en hagytam, mert akkor még nem írtál sebességet. (Öt óra alatt nyomtatta ki. A végleges méret ezek szerint lesz vagy 20 óra. És kettő kell belőle...) A helyzet sokkal jobb, ez az első, ami egyben maradt. De, ahogy a képen is látszik, az alsó fal kilóg az egyébként kifejezetten pontos nyomtatásból. Ameddig az asztalon fekvő fal tart, addig nagyobb, aztán onnantól pontos a méret, pedig egy másik fallal fejezi be. Ha mindkét falnál rossz lenne, akkor érthetőbb lenne. Talán.
Asztal 60C. Sebességről fogalmam sincs. Azt menetközbe lövöm be. Egy nagyító keresztül megnézem a műanyag, hogy terül el, és annak alapján állítom be. De holnap megnézem mi volt az induló sebesség és mire állítottam be.
dezsoe | 2934
2022-02-17 21:13:45
[30327]
Hümm. Köszönöm, kipróbálom. Milyen asztalhőmérséklettel és sebességgel nyomtattad, amikor jó lett?
fura a jelenség nagyon... én is ugyanezzel az anyag + gép kombinációval tolom egy jó ideje, de ilyenem még nem volt.. egy dologra még tudok gondolni... cura nekem csinált olyat hogy amit alapból amit felajánlott 0.12 es fine minőségre abban sikerült néhány esetben egy komplett réteget kihagynia a szeletelés során... previewban szépen látszott is hogy egy réteg kimaradt... na akkor átállítottam 0.1 es rétegre és akkor már szépen le tudta szeletelni a cura ... nem lehet hogy ilyesmi van ennek is a hátterében?
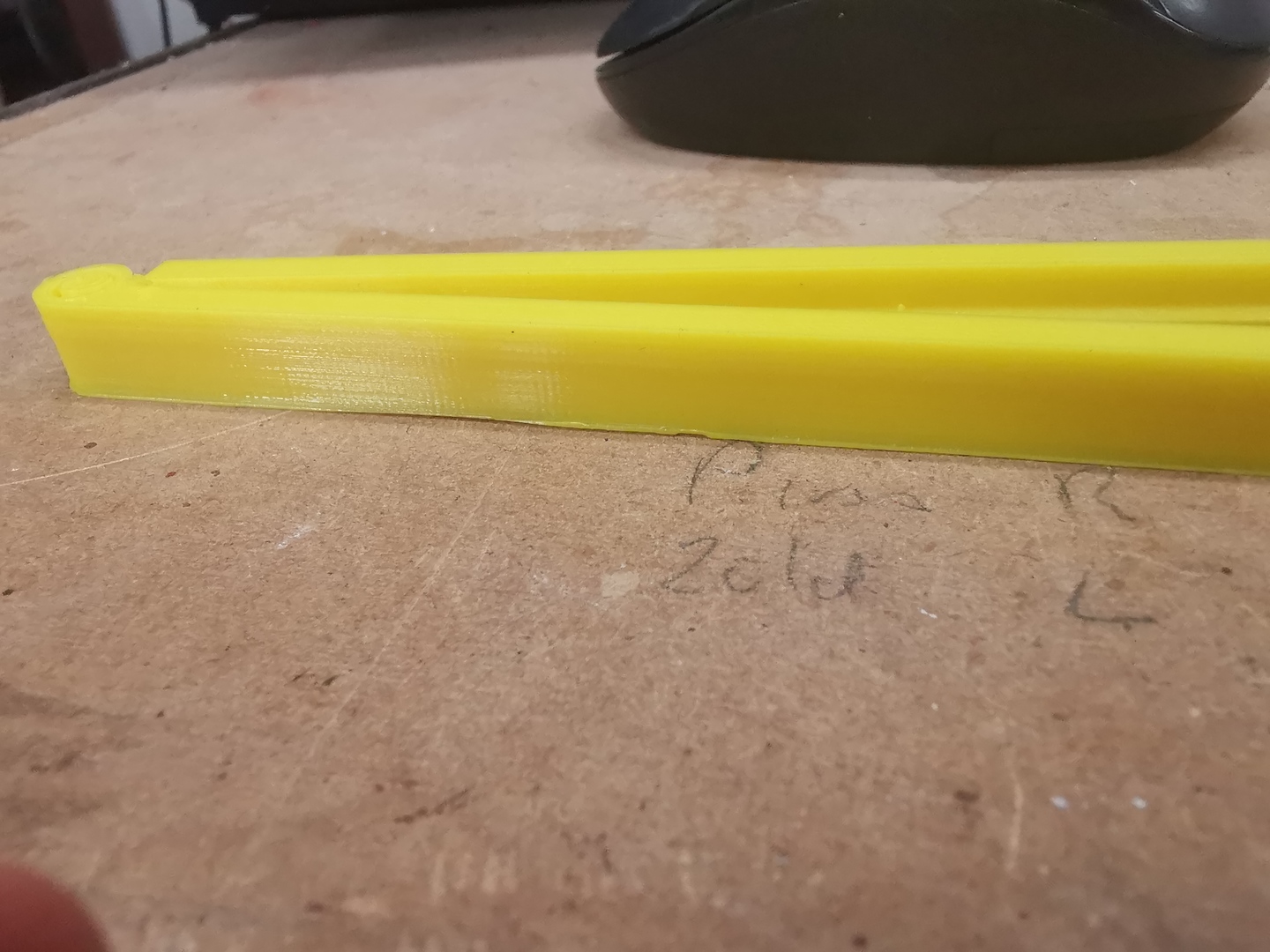
Kedves 3D guruk! Gyakorlati tudás és kísérletezési idő teljes hiányával küzdök, de leginkább azzal, hogy pár réteg magasságban nem tapadnak a rétegek. Az elő néhány réteg még jó, aztán vacak a tapadás, majd megint jó a teljes magasságig. A képen látható dobozból már egész sok van, csak egyiknek sincs oldala, mert mire lejön az ágyról, addigra a gyenge részen szétszakad. Gembird PLA+-t használok Ender 3 nyomtatóval. Először a Cura által alapértelmezett 200/50 fok 50 mm/s beállítással, aztán felmentem 215 fokig, ami sokat javított a minőségen, már csak egyben kéne maradnia.
B.Zoltán | 1722
2022-02-16 14:59:37
[30320]
Én úgy gondolom, hogy a 4 lépés vesztést nem olyan nehéz kimérni, mert ugye tudjuk, hogy 1 lépés vesztés nincs szorulásból, csak esetleg vezérlési hibából.
Törölt felhasználó
2022-02-16 14:29:15
[30319]
A tolómérő is elég lépésvesztés mérésre, csak azokkal az a probléma hogy nem annyira érzékenyek, mert nem arra való. Na meg az is a probléma velük hogy ha 10 µm mutatás van akkor az lehet 0 - 20 µm bárhol (ha NAGYON jó a tolómérőd) de ha egy olcsó dolog akkor én azon 0.1 mm alatt nem bíznák benne.
Viszont sokan azt hiszik hogy minden olcsó tolómérő ha például 8.25 millimétert mutat akkor az a tárgy 8.25 mm... tolerancia hibával nem számol, meg sokszor nem is tudja hogy az mit jelent vagy mennyi a műszerei toleranciája.
Én meg azért vettem mikrométeres pontosságú műszert mert a toleranciára gondoltam, mert van valami amit én gyártok és arra fontos volt hogy pontos legyen, legalább is pontosabb mint a tolómérőim. De nem volt nagyon drága, úgy látom ma is lehet kb. 30 - 40 EUR-nál kezdődik talp nélkül. Nekem megérte, de nem mindenkinek. Van olcsóbban ami 10 mikronos mutatással megy, de nem tudom azok mennyire bízhatók.
Igen, azért is írtam hogy abban bízok 0.01 mm mérésen, az pedig 10 µm. Az utolsó számokat el kell felejteni ezeken az olcsó Kínai dolgokon.
Viszont... az az állvány nem "picinke", legalább is ezekre a dolgokra, mert a saját súlya 1.5 kg, na meg a mikrométer nagyon érzékeny, a rugója nem tudja elmozdítani.
Azon kívül, mágnestalpas, azt használom ha pontosabban akarok mérni. De tudom, a mérés pontosság sok mindentől függ. Viszont ha valaki csak a pontos visszatérést akarja mérni akkor az nem számít hogy hány µm a hiba, csak azt mutassa hogy van-e vagy nincs visszatérés. Ha a visszatérés néhány µm variálással van az mindegy, azt nullának nézem mert pontosabban nem megy a gépeim sem, na meg amire használom a gépeket arra az a pontatlanság jó.
Nekem is van 1 mikronos mérőórám a laboromban. Érdemi méréshez sokkal merevebb mérőóraállvány kell meg légkondícionált helyiség. Mikronoknál már a hőtágulás is komoly tényező, és a hagyományos több karos pirincka állvány sem jöhet szóba.















 tolerancia hibával nem számol, meg sokszor nem is tudja hogy az mit jelent vagy mennyi a műszerei toleranciája.
tolerancia hibával nem számol, meg sokszor nem is tudja hogy az mit jelent vagy mennyi a műszerei toleranciája.