Ezt megfontolom. De.. Mi a véleményed arról hogy a Z" tengelyen két motorral esetleg mégis csak megpróbálnám a menetes orsót, mivel a sebesség igazából csak az Y"és X"-en fontos. Egyébként te mekkora előtolást tudsz adni bordásszíjal?
3D nyomtatónál nem árt, ha van egy kis sebességed, amit az orsókkal nem fogsz elérni. Két esetben próbáltam már orsót használni, de nem jött be. Először egy deltánál, majd egy XYZ elrendezésnél.
Nem bírták.
Ennek ellenére nem akarlak lebeszélni róla, lehet Neked összejön.
Kedvet kaptam én is egy 3D nyomtató elkészítéséhez. Hasonló kivitelűt szeretnék építeni mint MCMLXXXII gépe, de egy kicsit masszívabbra. A vázszerkezetet 30x30 zártszelvényből készíteném. Egy részét hegesztve más részét csavarozva. SBR12 talpas tengelyeket vettem az asztallap mozgatásához. A többit még nem döntöttem el hogy talpas vagy csak sima" tengelyek legyenek. Kérdezném tőletek hogy milyen nyomatékú motorokat vegyek hozzá (NEMA 17). És mi a véleményetek az Arduino mega/ Ramps 1.4 vezérlőről? Bordás szíjjal vagy Inkább ezzel oldjam meg a mozgatást ?
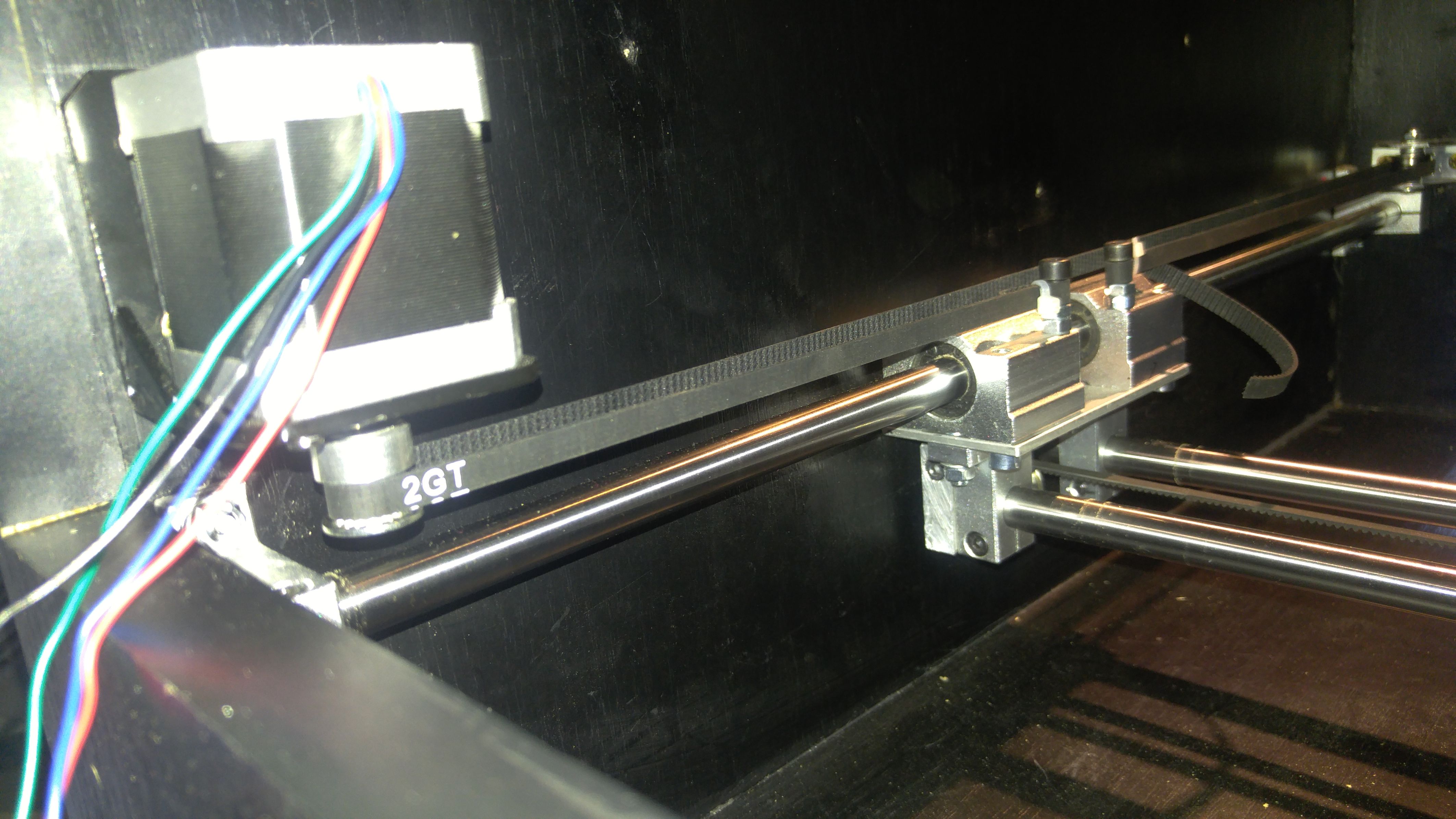
A szíjfeszességet belőni viszonylag egyszerű. Én eltoltam a végállásba, ahol amikor felütközik mindkét oldalon akkor derékszögű. Ha nem egyforma a két szíj, akkor nem is derékszögben ütközik fel, szóval addig húztam a lazábbat amíg a csapágyon megszűnt a feszültség.
Szerintem azért feszíti, mert nem sikerült egyformára beállítani a két szíj feszességét, és a Z tengely körül nyomaték lép fel. Vagyis az elején egyforma, de használat közben elállítódik. Nem tudom. Mindenesetre most úgy gondolom, hogy nem éri meg a plusz befektetett idő és pénz, mert annyival nem jobb/gyorsabb a CoreXY nyomtató. Viszont a "dobozformát" lehet, hogy megtartom csak a hosszú szíjaktól szabadulok meg. Még gondolkodom a dolgon.
I3 előnye az egyszerű szerkezet. Ezzel vége is Ha már megvan a jobb, de bonyolultabb szerkezeted, akkor ésszerűtlennek érzem átépíteni i3-ra nagyobb munkával.
Teljesen jó, csak ez nem CoreXY Ez cartesian, azaz derékszögű. Én is ezt javaslom, ha a CoreXY nem tetszik.
Bár annyit javasolnék, hogy hídnál a tengelyek inkább egymás felett legyenek, ne egymás mellett, mert könnyebb elhelyezni a nyomtató fejet, nagyobb lesz a mozgástér, könnyebb lesz építeni rá.
Nekem teljesen jól bírja a kínai csapággyal is a CoreXY. Acélszálas szíjat használok, annyira azért nincs túlfeszítve, hogy gondot okozzon, meg nem teljesen világos hogy a lineáris tengelyt neked miért feszíti? A vezető görgőket feszíti csak.
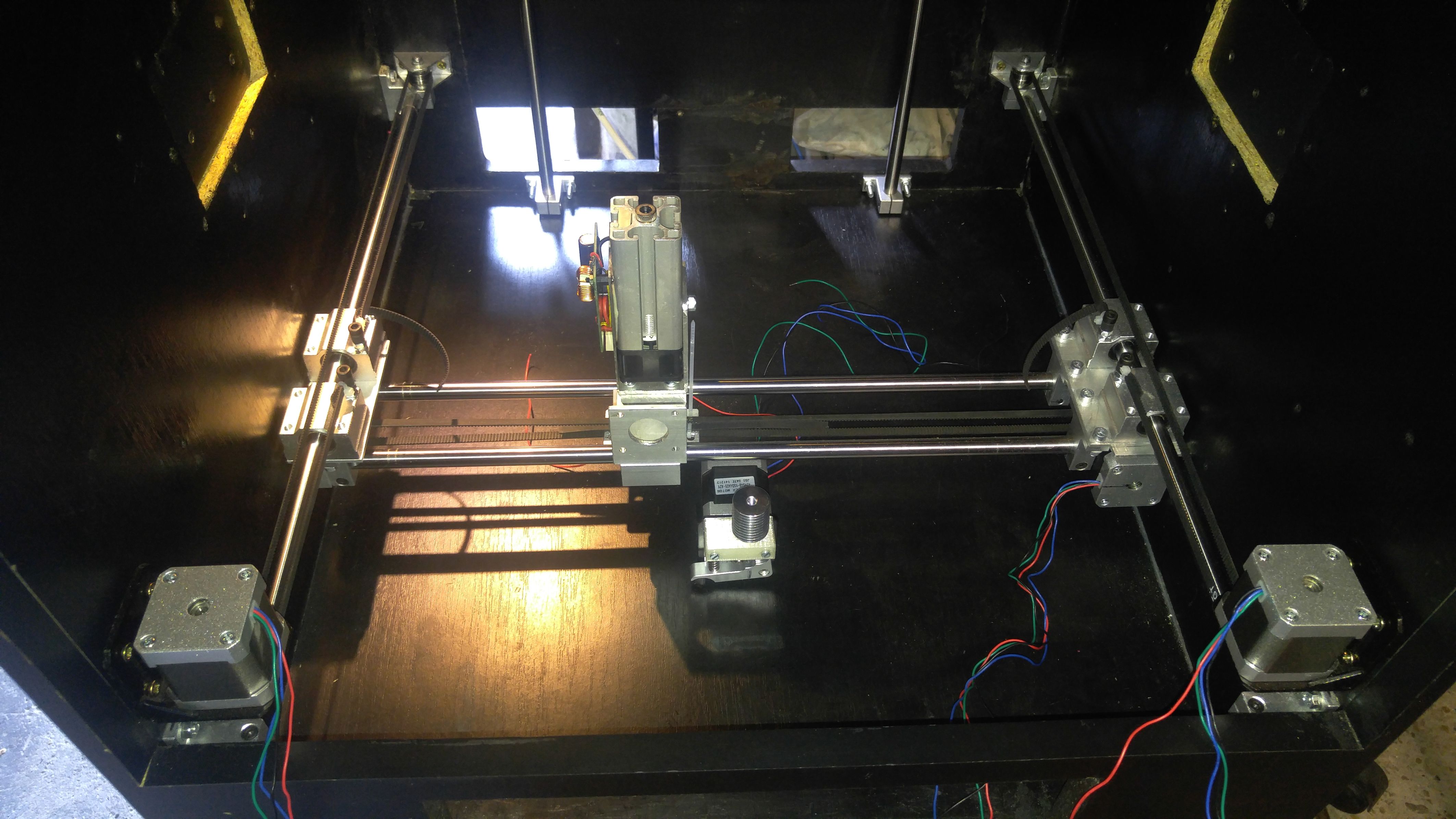
Prusa i3- klónt én nem építenék. Meghagynám a dobozt, csak coreXY helyett a szíjvezetés legyen derékszögű koordináta szerinti. Az egyik motort feltenni a híd végére, a hidat meg két oldalon egy egy szíjjal hajtani, amit összekötsz egy merev tengellyel, a tengelyt hajtod meg a léptető motorral.
Nem tudom van-e itt olyan, aki cartesian és CoreXY nyomtatót is épített: nekem 3 éve van egy CoreXY nyomtatóm és kezd megérni bennem a gondolat, hogy szétszedem és a felszabaduló alu profilokból építek még egy (vagy akár kettő) Prusa i3 klónt. Mégpedig azért akarom szétszedni mert, túl sok gond van a hosszú szíjakkal. Eléggé meg kell őket feszíteni, a feszítésből eredő erő nagyon terheli az Y tengely lineáris csapágyait, amik gyorsan elhasználódnak. Eredetileg HIWIN csapágyakat terveztem be és abból már 4-et megevett a nyomtató. Így már túl drága... Nektek mi a tapasztalatotok?
PSoft | 18696
2019-07-11 20:25:57
[22712]
morvfer7 | 2578
2019-07-10 20:23:49
[22711]
3 havonta egy másik e-mail cím, esetleg másik számítógép.
Amikor megjelent vettem egy akciós példányt. Hibátlanul működik. 12V és 24V rendszerrel is kipróbáltam. TMC2208 vezérlők kerültek bele, UART beállítással. Marlin 2.0 fut rajta. Aludni is lehetne a gép mellett ha nem lenne hangos a ventilátor Itt minden megvan róla (nyílt forrású): https://github.com/bigtreetech/BIGTREETECH-SKR-V1.3
Nemrég cseréltem énis vezérlő 4..5 hónapja ramps 1.4 volt nekem nem volt gondom vele de inkább több igényem lett amit nem tudot kiszolgálni jobb digitális motor vezérlök+ air fájl kezelés... igy vetem egy ilyet duet3d v1.4 clone kielégitet az elvárásokat könnyü kezelni konfigurálni (g,m) kodokal konfig fájlban lehet nem kell firmwaret álligatni... De valakinek már ez drága lehet még a clone is de én befektetésnek vélem könnyebb út a terveimhez (kényelmes)...
Valaki ismeri ezt és mennyire használható? Nekem annyira nem megy az angol. https://youtu.be/HOryknQnOd4
nyarfa | 971
2019-07-08 21:37:28
[22693]
Vannak még kérdések bőven:
1.) Ez nem .Gcode kiterjesztést eszik, hanem .x3g-t belenéztem, de lövésem nincs hogyan értelmezzem a gépi kódot így első látásra. Biztos át tudnám fordítani értelmes nyelvezetre, de írtó nagy meló lenne. Adtak hozzá egy RepricatorG programot ami elvileg kommunikál a géppel, de nem tudom ezzel se vezérelni. Beolvas pár dolgot, de csak ennyi.
2.) A firmware ennél nem olyan könnyen állítható. Nem találkoztam olyan menü ponttal ahol a pontosság megadható. Mivel nem kezeli egyik program sem, félő ez csak ennyit tud. Persze ha ezek annyira egységesek akár rá is ültethető egy másik progi is, de erről kell tapasztalt kolléga segítsége. Van ISP-m szóval nem gáz az új tartalom feltöltése sem.
3.) Azt a kék szalagot már én tettem rá de ha találok egy üvegest ebben a nagy városban végre, akkor teszek én is.
Ja és ezek csak az első sikeres nyomtatás után jöttek fel kérdésként mi lesz itt az évvégére?
keri | 14086
2019-07-08 07:59:19
[22692]
Na mára még egy utolsó okoskodás azt lépek, mert toronycsapágyat cserélek a kocsimban
Ha elfogyott az a kék ragasztószalag, szerezzél be egy (meg még néhány tartalékot) 3mm-es üveglapot, ami pontosan fedi a fűtött asztal fűtött részét. 5-8mm-es parafával szigeteld le az asztal alját is, mert jelentősen javítja a hatékonyságát a fűtésnek.
ha nincs fűtött asztalod, akkor már kezdheted is rendelni
Az 55-65fok körüli nagyon tiszta üveglapra a PLA iszonyat jól tapad, és ha lehűt, akkor egyszerűen leugrik magától. Sokkal szebb a nyomat alja, és kevesebb a macera mint ezzel a ragasztószalaggal. Alkohol-víz 1:1-es keverékével megspriccelve is gyorsan lejön. Feszegeti nem érdemes, mert annyira erősen tapad, hogy képes kitépni az üveg felületéből.
Az üveget binder csipesszel, vagy kapton szalaggal szoktuk rögzíteni (hőálló ragasztószalag)
Amúgy én tömör kockát szoktam alapul venni, ilyen 10-15%-os kitöltéssel. 2-3 réteg fallal. Az kisebb kihívás.
Hőmérséklet, anyagmennyiség, sebesség finom beállításra meg ilyen üres kockát nyomtatok egyetlen fal vastagsággal, általában átírom a g-codot, hogy 5mm-enként változzon a keresett paraméter, és látom melyik rétegnél a legjobb.
Illetve az is egy jó teszt amikor két 10mm négyzet oszlopot nyomtatok szimpla fal vastagsággal szintén. Ezzel a retrakt(szál visszahúzás) utáni extra anyagot tudom belőni, illetve a retrakt helyes értékét, hogy ne szálazzon, de ne is hagyjon ki az újrainduláskor.
Bár a tieden direkt extruder van, ez jelentősen csökkenti ezt a problémát.
Mindig mondom, Nem az a hülye aki nem tud valamit, hanem aki nem is veszi a fáradságot hogy megismerje.
Előző kérdésedre a válasz. Igen ez sokáig fog még tartani, de előbb utóbb azért kiismered és elfogadható szintre redukálódnak a hülyeségek
A 3D nyomtatók vezérlése egy viszonylag egységes és hasonló rendszer. CTC csak átvette, szóval még csak nem is a kínaiakat kell ezekért okolni, legfeljebb azért hogy nem állították be neked előre, de ugye ezt mondtuk az elején, hogy neked kell befejezni a gyártást.
Viszont ha már ennyire nyilvánvalóan nincs beállítva, én azzal kezdeném hogy beállítom az elmozdulás hosszmértékét a lépésszámhoz. A mozgatásokat általában a mechanika paramétereiből érdemes visszaszámolni és azt beírni, de tolómérővel is szoktam ellenőrizni az XY mozgást, mert a szíjak ha nagyon feszesek az is torzíthatja a méreteket, mert ezek a gagyik nyúlnak. (gondolom GT2 van ezen is) Majd később veszel rá valami jobb minőségűt.
Aztán ami még fontos, hogy amikor kiadsz 100mm filament extrudálás parancsot, akkor tényleg pontosan 100mm menjen le. (ekkora hosszon kijön minden paraméterezési hiba elég látványosan)
Nekem külső extruderem van, így egy fokkal könnyebb volt, mert csak kihúztam a fejből a bowdent, de ha leveszed a fúvókát, vagy az extrudert egyes típusoknál és nem fűtöd fel akkor neked sem kell ehhez filamentet pazarolni. Én alkoholos filccel megjelöltem.
Persze ahhoz hogy felfűtés nélkül menjen, le kell tiltani a firmware configjában ezt a védelmet, mert hideg fejjel nem hajlandó elindulni az extrúder.
De képes vagyok tanulni is köszi a segítséget most már menni fog, és ajánlom mindenkinek ezt a típust, így elsőre totál sötéten sikerült az első nyomtatás még majdnem méret helyesen is. Mindössze fél milliméter az eltérés az összes axisban egy 30x30x30-as kockánál.
Elsőre nem rossz.
Törölt felhasználó
2019-07-07 12:31:38
[22688]
Ismerkedj a gépbeálitási paraméterekkel szeletelőben mert nélküle még rögösebb lesz na meg azokat más szeletelőbe is könnyebb lesz betlitani ha váltasz mert ezek is máskép dolgoznak jobbak is a meglevőnél! Egyszerü és gyors kezelni pl Repetier-Host aztán mehet cura is a végtelen beállításai is...










 belenéztem, de lövésem nincs hogyan értelmezzem a gépi kódot így első látásra. Biztos át tudnám fordítani értelmes nyelvezetre, de írtó nagy meló lenne. Adtak hozzá egy RepricatorG programot ami elvileg kommunikál a géppel, de nem tudom ezzel se vezérelni. Beolvas pár dolgot, de csak ennyi.
belenéztem, de lövésem nincs hogyan értelmezzem a gépi kódot így első látásra. Biztos át tudnám fordítani értelmes nyelvezetre, de írtó nagy meló lenne. Adtak hozzá egy RepricatorG programot ami elvileg kommunikál a géppel, de nem tudom ezzel se vezérelni. Beolvas pár dolgot, de csak ennyi. de ha találok egy üvegest ebben a nagy városban végre, akkor teszek én is.
de ha találok egy üvegest ebben a nagy városban végre, akkor teszek én is.  mi lesz itt az évvégére?
mi lesz itt az évvégére?