Sziasztok! Húsvét van. A gyerek kitalálta, csináljunk Eggbot-ot.. Tojász firkálni. Kinyomtattam, összeraktam. De saljnos csak klón arduino uno van itthon, ebben más az USB soros illesztő. Eddig ok, google segített Emiatt nem ment az automatikus felismerése. De már annyi féle inkscape + eggbot verziót házasítottam össze próbából, hogy lehet, már azért nem megy :D
Ezt csináltam meg: https://www.thingiverse.com/thing:3512980
A 120ohm benne a reset és a táp között, FW felment rá, shield elvileg jól van bejumperelve, a 2 stepper driver alatt mindhárom jumper rajta a microstep miatt.
Eggbot 2.5.0 fent van, inkscape 0.91 is, mert mindenhol azt olvasom, hogy ez így jü páros. A CH340 drivere is fent van, legalábbis a win megette, és eszközkezelőben ok. Win7 az áldozat, hogy ne szivassam magam.
Az eggbot_scanwin32.py-ban átírtam a PID/VID párost a CH340 miatt. így nincs error az inkscape-ben, ha manualban akarom mozgatni a motorokat, de nem is megy, csak picit nyekken, majd hiba dömping. Ha nem jó a PID/VID, akkor nyafizik, hogy nincs soros HW, nem látta az arduinot..
És itt elvesztettem a fonalat. Láttam 2 éve volt már ez téma, hátha azóta valaki már ebbe is bele futott..
Biztos nem ért nagy veszteség hogy nem láthatom őket. De azért a nyitóképükön -amelyiken éhen akarnak halni- látható az egész banda. A fotón az épp éhhalál szélén álló két -hogy a Te szavaiddal éljek- csatakanca beállítására azért...kényesen ügyeltek.
"Csak az egyértelműsítés kedvéért mondom: peT-g és nem D-vel."
Igen ! Bocsánat félrenyomtam 2x is, , de az eredeti kérdést lentebb még jól írtam , ez van ha az ember 12 órás folyamatos műszakban dolgozik, ekkor szoktam kicsit keverni a beüket
Mert nem kérdezett meg minket. Amúgy tényleg így van. Egy Ender3-as olcsóbb mintha kínából összevásárolnám az alkatrészeket, és azért ez egy egész jó nyomtató.
Konkrétan ez nem tudom, de amit néztem lézeres fémnyomtatót, az úgy működik, hogy körben fújja rá védőgázzal a fém port a lézersugár fókuszpontjára, és csak ott olvad meg és tapad le emiatt. Tehát egy lézer fej, levegő/védőgáz bevezetés, por bevezetés, elszívás, esetleg vízhűtés+2 cső, és mindezt körben, hogy formától ne függjön hogy jut-e elég por.
Vannak huzalos hegesztővel készített 3D fémnyomtatók is, de azok nem tudnak ilyen szép felületet mint a lézer-szinteresek, igaz lényegesen olcsóbbak cserébe.
A totalcar és totalbike nálam az AdBlock kivételek között van, bár valóban nem lenne túl nagy kár értük ha eltűnnének.
A cikk rövid lényege az, hogy a szerző vett 25 ezer Ft-ért egy 3D nyomtatót mert ennyit még be mert vallani a nejének. Aztán rájött, hogy nyeklik-nyaklik, görbe az asztala és nem tud ABS-t nyomtatni mert "szellős" a váz. Így hát acél zártszelvényből hegesztett (mert hát totalcar-os az istenadta) egy masszív kockát amibe belehekkelte az eredeti vázat, beburkolta plexivel, bútorlappal és valami általa sem ismert kemény habbal az egészet. Most tart 80e Ft-nál és van egy kétemberes nyomtatója (olyan nehéz lett), ellenben még mindig nem tökéletes a masina. Az alkotás örömét leszámítva 80 ezerért már vehetett volna egy korrekt gyári nyomtatót is...
Nem semmi... Kíváncsi vagyok mi lehet a feladata annak a sok csőnek (vezetéknek) ami a nyomtatófejbe megy. Mert egy "sima" fogyóelektródás hegesztéshez elég a huzal és valamilyen gáz. de itt legalább 6-8 "valami" látszik.
Nem erre gondoltam. A sima PET a túl magas nyomtatási hő hatására opálossá, törékennyé válhat. PET-G nek nincs ilyen gondja.
Azt tudom hogy bírja a mosogatógépet, bár én süti szaggatókat PLA-ból csinálom, mert úgy is csak párszor vannak használva, aztán a PLA hulladék jól ég a kazánban.
A forrásban lévő vízben hajlíthatóvá vált, a mosogatógépben nem volt maradandó elváltozása. Ez Azurefilm gyártmány volt, más gyártót még nem teszteltem.
Csak az egyértelműsítés kedvéért mondom: peT-g és nem D-vel. PoliEtilén-Teraftalát Glicol adalékkal a teljesen név. Vagyis ugyan az az anyag amiből az üdítés palackok vannak, a glicoltól viszont jobban bírja a melegítést károsodás nélkül.
A tapadáshoz próbáld ki a legolcsóbb iskolai ragasztóstiftet (bármelyik jó). Sokunknak bevált. A végén egyszerűen vízzel le lehet mosni a tárgyról és az asztalról is.
Csomó szerintem a fejre ragadt összer ragadt szálak lehetnek, most ebből azért kevesebb van. sajnos az új probléma a tapadás, mert 20 óra után mindkét próbálkozáskor levált az asztalról. Most megpróbálom maszkolószallaggal, igaz ez csak 6 órát megy most. Honnan sikerült olcsóbban rendelned, PED-G-t? Én ahonnan rendeltem, (Caxtool) ott egy 1000-el drágább mint a PLA. Akváriumhoz való lámpát csinálok, azt nem mertem PLA-ból megcsinálni hátha rosszul tűri a fénycső melegét és sugárzását
A hőfokot tanácsosabb a tapasztalatom szerint az ajánlott érték maximumára állítani. A csomók lehetnek a varrat beállítása is. Ha "véletlen" akkor "szétszórja". Amúgy egyre jobban tetszik a PET-G, és sok helyen olcsóbb, mint a PLA. A mosogatógép hőfokát kibírja...
Köszi a választ! Én mondjuk arra gondoltam, hogy esetleg még csökkentek a hőfokon, és növelem a hűtést. Igaz a hőfok most 220-on megy, ez volt a Herz-es PET-G dobozán ajánlott hőfokának alja. Hűtés meg 50%-on megy. Az még a kisebbik gond, hogy pókhálós, de a felület meg tele van csomókkal. Most ráadásul pont olyant nyomtatok aminál fontos lenne a sima felület, mert öntapadós tükörfólia megy rá
Nem a visszahúzástól pókhálós, hanem a fúvókára ragadt anyag szálazza. Ez ilyen. Próbálj kicsit növelni a nyomtatási hőmérsékleten, vagy csökkenteni a hűtésen.
Nekem bowdennel 2.5-3mm a visszahúzás.
Anyag függő, de a petg fog pókhálózni. Én egy pillanatra végignyalom gázpáka lánkjával, az lekapja róla.
Köszönöm az ötleteket, de végül kiderült, hogy egész más okozta a problémát.
Mint kiderült, a tárgylemez nagyon homorú volt, több, mint 0,4mm-t martunk le belőle, mire sík lett. A méretprobléma onnan jött, hogy kínomban már a tárgylapot beleraktam a gyantatartóba, és ott próbáltam 0-át állítani, de valószínűleg túlságosan lenyomtam meghúzáskor. Ez volt az egyik ok.
A másik, hogy sűrű gyantát használok, és akármilyen lassúra állítottam, nem tudta rendesen kinyomni maga alól, és meghasasodott a fólia. Ilyenkor 3-4 tized millimétert is rápirított a lemezre, és erre folyamatosan rakódott a cucc. Amikor kb. 2mm magasra ért a nyomtatás, ahol csak pár tized méretű dolgok voltak, ott pedig egyszerűen kiprése maga alól az anyagot, és ilyenkor nem jött létre újabb réteg, amíg a fólia ki nem egyenesedett. Az is probléma volt, hogy a sűrű anyag miatt magasra és lassan kellett felemelni a tárgylemezt, hogy legyen ideje befolyni az anyagnak, mert sokszor a felső rétegek még jó méret esetén sem voltak teljesek.
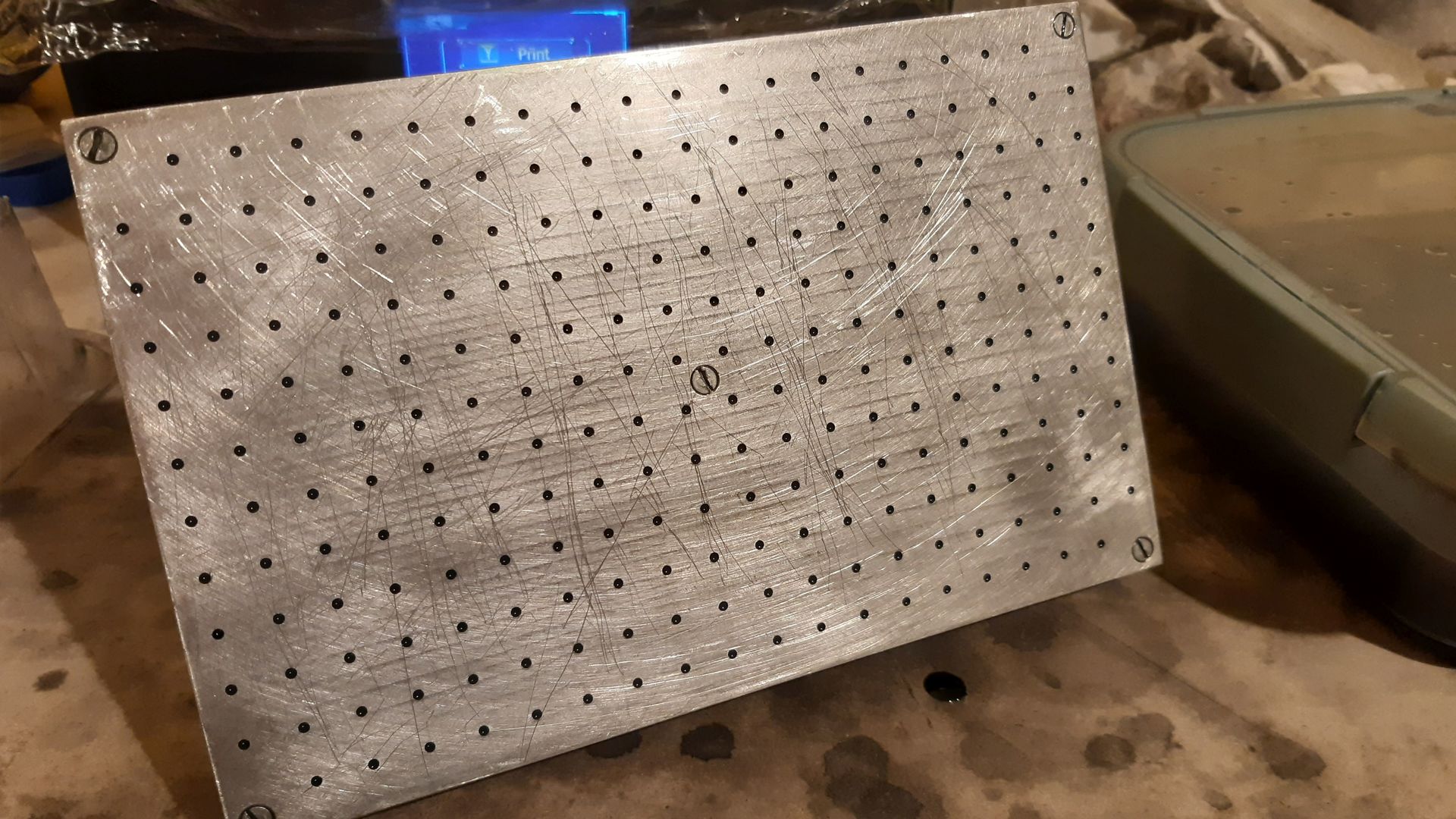
Erre az lett a megoldás, hogy felszereltünk a tárgylapra egy perforált alu lemezt, amit lesíkoltunk és 15mm-es raszterben 2mm-es fúróval kifúrkáltunk. Azóta tökéletesen működik, minden méret tizeden belül van, és az alapréteget 50 helyett elég 25 másodpercig vilgítani, és 8mm-es, 1mm/s emelés helyett elég 6mm, fel 2-vel, le 3mm/s sebességgel.
Tk. magát az eredeti lemezt is megfúrhattuk volna, de nem tudtam, hogy működni fog e, ezért lett ez a megoldás. Így természetesen a végálláskapcsoló lemezt is hosszabbra kellett csinálni, de ezt egy 0,4-es bronzlemezzel megoldottam.
A lyukakba alig kerül be anyag, 2-3 tizedes púpokat csinál, de ezeket egy csiszolópapírral sík lapon pillanatok alatt el tudom tüntetni.
Még egy probléma volt, szorult a lineáris sín. Annyira feszült, hogy ha elengedtem, a saját súlya sem volt képes lehúzni, pedig az az alutömb van néhány deka. Papírokkal kihézagoltuk, egy kis szilikonzsírral megkentük, mert száraz volt mint állat, mindjárt simán futott.
Nagyjából ennyi, remélem tudtam ezzel segíteni, ha valaki hasonló problémába ütközik.
Nincs. Tervezd át, hogy elég legyen egy megfelelő plexi v. polikarbonát lapból kivágni egy kis ablaknak valót. A házat már tudod nyomtatni. Sokkal olcsóbb, egyszerűbb lesz így.
Optikai minőségű SLA alapanyag még csak volna, színező anyagok is vannak, de ezek a gyanták nem bírják a tartós UV-t. Bár elporladni nem fog, csak a felszíne károsodik általában. Legtöbb esetben ez nem gond, de egy optikánál igen.
Illetve ha meglévő infrát akarsz pótolni, akkor érdemes lenne utána nézni hogy nem olcsóbb e megvenni a boltban a kérdéses alkatrészt. Persze előfordul gyakran hogy nyomtatni olcsóbb, de akkor meg ott van a már említett megoldás, hogy újra kell tervezni a technológiához megfelelő formára.
Vagy csak sablont nyomtatsz és a plexi/polikarbonát lapot ráhúzod melegítés közben a formára.
Ha átlátszót szeretnél (gondolom vmi infrasorompó ablaka lenne), a filamentes nyomigák nemigen jöhetnek szóba. A gyantásak szinte biztos tudnak ilyet, tuti UV álló hiszen azzal szilárdítják a gyantát, a sötétség csak pigment kérdése és ha elég vékony akkor átlátszó is.
Sziasztok, érdeklődnék hogy lehet-e 3d nyomtatással olyan alkatrészt készíteni, ami UV álló (kültéri felhasználás lenne) és infravörösen átlátszó, és lehetőleg sötét színű. Ezek ugye külön-külön teljesíthető feltételek, de nekem együtt kellene mind
Törölt felhasználó
2022-03-13 19:35:46
[30379]
Ezt nyomtattam tegnap az új 3D tapintómra.
Átlátszó PLA, de inkább tejes, nem üveges. Először használtam ezt a PLA-t, de jól megy a nyomtatás minden probléma nélkül. Jól tapad, semmi probléma nincs vele. Verbatim, Japán gyártmányú a PLA, már régen vettem de tegnap bontottam ki, mert erre ki akartam próbálni. Ha a szálat nézem, az üvegesen átlátszó, de nyomtatás után így néz ki.
Ma csináltam egy videót is a 3D tapintóról, a végén van ez mutatva. Ha valakit érdekli, a FreeCAD modellt, vagy az stl fájlt odaadom.
RJancsi | 5811
2022-03-03 19:53:46
[30378]
A szilikáthabarcs (cement bázisú) sokkal neccesebb dolog. Nagyon el kell találni a konzisztenciát, mert ha lágy akkor szétnyomódik a felette levő rétegek súlya alatt ha kemény akkor meg nem fognak összekötni az egymásra kerülő rétegek. Nem árt, ha tixotropizáló adalékszer van benne, ami ameddig mozgatod (pumpálod) addig folyósan tartja, de ha megáll akkor gyorsan megdermed. Ez nem tévesztendő össze a kémiai kötéssel, ez csak egy fizikai tulajdonság. A legtöbb habarcs (beton) nyomtató receptben emellett műanyag száladagolás is van ("fiberek") amik nagyobb stabilitást adnak a kivérzés (víz feladás) ellen, és valamilyen polimer (PVA), hogy az egyes rétegek között ne csak cement hanem műgyanta kötés is létrejöjjön. A "nagy" formátummú nyomtatók egészen híg - folyós - betonnal vagy habarccsal dolgoznak, és közvetlenül a fúvóka előtt körben levő injektorokkal porlasztanak be brutál erős kötésgyorsítót. Ezzel akár 20-30 mp alatt megmerevedik a keverék. Így lehet több tonnás és több méter magas falakat nyomtani. Mire egy réteggel körbeér a nyomtatófej, az adott réteg gyakorlatilag megszilárdul. Ezeknél különösen fontos a műgyanta adalék a rétegek összeragasztásához.
A kerámia (agyag vagy kaolin pép) nyomtatása nem nagy kunszt. A filamentes nyomigákhoz lehet kerámia nyomtató kittet venni. A pép konzisztenciája nem kritikus, legfeljebb ha nagyon magas tárgyat (pl. vázát) nyomtatsz akkor kell jól belőni, hogy elbírja a felette levő rétegek súlyát. Kiégetésnél az egyes rétegek összediffundálnak "egybesülnek". Utána lehet mázazni és újraégetni. A máz aztán végképp egybetartja az egészet, mert amikor megolvad és üvegesedik beszivárog a legkisebb résbe is.
Kerámia nyomtatása . A videót 1 óránál látható megoldást szeretném betonra (habarcsra)megvalósítani .Nem a nyomtató része az izgalmas , hanem az anyag amit nyomtat , RJancsi !Nagyon nagy dobás lenne .
RJancsi | 5811
2022-03-01 10:39:47
[30375]
Mint hobby kategória írtam a habarcsolást, mert a legolcsóbb megoldás. Persze határ a csillagos ég, akár saválló lemezzel is be lehet burkolni. Kérdés, hogy állandó megoldás kell, vagy csak egy projekthez kell valami ideiglenes megoldás. Egyébként még a heratekta szigetelőlap is szóba jöhet, gyakorlatilag tűzálló és egyben hő és hangszigetelő is. Legalább annyira gépészeti megoldás, mint a zártszelvény kibetonozása.
OFF. Valóban félreértettelek. Miután valaki segítséget kért egy szekrény hőszigetelésére és te az azbesztet ajánlottad neki (smile nélkül!), ugyan miből kellett volna tudnom, hogy viccnek szántad? És azt is tudom, hogy Ázsiában továbbra is nagy tételben bányásszák és használják, ezért írtam, hogy a "világ fejlettebb részén" van betiltva. Bár kicsit(?) túl van lihegve az EU-ban ez a kérdés. Budapest (és a nagyvárosok) ivóvíz hálózatának nagy része több évtizedes azbesztcement csövekből áll és az égvilágon senkit sem veszélyeztet. De ha lecserélik korszerűbb csőre attól kezdve már veszélyes hulladék. A cement megköti a kiporzást éppúgy mint a tetőfedésnél használt hullám- vagy síkpalában. Amíg a tetőn van addig senkit sem zavar, de ha lecserélik, akkor megint csak megy a hiszti az ártalmatlanítással. És igen, nem csak láttam, de volt már a kezemben természetes azbeszt. Ami majdnem úgy néz ki mint a hőszigetelő anyag. Mert nem csak szennyezett állapotban fordul elő, hanem tiszta kristályosban is. 9 évig tanítottam mérnökgeológiát, talán hihető, hogy elég jól ismerem a természetes ásványokat és kőzeteket is. ON.
Már megint félreértettél? Ez véletlen vagy csak vitatkozni akarsz? Tudom hogy bányászták, de ami a bányából jön azzal mit csinálsz...? A vasat is bányásszák, de az is használhatatlan amikor onnan jön. Kicsi emlékek Kirunából, 800 m mélységből.
A vasgyártás is így kezdődik: próbafúrás, vasérc, pellet. Ez után megy a pellet az olvasztóba, és csak utána használhatod. Bár azbesztbányába soha nem voltam, de arany, szén és vasbányába igen. Azt ugye úgy hívják magyarul is, vagy nem? Annak ellenére hogy vasat "bányászni" nem lehet, csak vasércet. Vagy te mindig pedánsan kimondtad a teljes nevét és vasércbányának hívtad? Te már láttál tiszta azbesztet? Az is hasonló a vasércre, de csak ránézésre. Az is teljesen használhatatlan ahogy ki lesz bányászva, mint a vasérc.
Azt is írtad hogy a "világ fejlettebb részén be van tiltva". Igen, de annak ellenére Oroszország nagy termelője, India, Kína, Vietnám és Indonézia pedig nagy használója.
Lehet hogy butának tartasz, de nekem mindegy, az a te problémád, nem az enyém. Biztos ebben is találsz hibát, de hát jó, legalább van valamiről vitázni. Bár én most befejezem.
az az 5letem támadt most, csinálok egy csővázat, rá pedig hőálló textil szerű üvegszálas anyagból egy huzatot. ÜDV JG
Törölt felhasználó
2022-02-28 13:06:31
[30367]
Egyépként nem árt dupla bitositás (hadveres) fütö egységekhez nyomtaton is! boljler,kazánok... mai napig van manuális visszaálitható védelem tüz miat! asztalra


















 Bár én most befejezem.
Bár én most befejezem.