|
Előzmény: RJancsi, 2021-05-07 14:46:07 [47001]
|
|
Előzmény: Kopirnyák, 2021-05-07 14:43:05 [47000]
|
|
Előzmény: RJancsi, 2021-05-07 14:29:18 [46999]
|
|
Előzmény: Kopirnyák, 2021-05-07 14:05:58 [46998]
|
|
Előzmény: RJancsi, 2021-05-07 12:06:50 [46997]
|
|
Előzmény: Törölt felhasználó, 2021-05-07 08:00:19 [46996]
|
|
Előzmény: Kopirnyák, 2021-05-07 07:51:19 [46995]
|
|
Előzmény: remrendes, 2021-05-07 05:47:50 [46993]
|
|
Előzmény: RJancsi, 2021-05-06 20:36:42 [46991]
|
|
Előzmény: Kopirnyák, 2021-05-06 21:37:33 [46992]
|
|
Előzmény: Csaba78, 2021-05-06 20:27:14 [46990]
|
|
Előzmény: Rasiel, 2021-05-06 00:53:48 [46988]
|
|
Előzmény: svejk, 2021-05-05 15:49:55 [46986]
|
|
Előzmény: Jozs, 2021-05-05 14:36:36 [46985]
|
|
Előzmény: svejk, 2021-05-05 12:23:56 [46983]
|
|
Előzmény: svejk, 2021-05-05 12:23:56 [46983]
|
|
Előzmény: Jozs, 2021-05-04 21:12:55 [46972]
|
|
Előzmény: Vetesi75, 2021-05-04 22:59:16 [46981]
|
|
Előzmény: schneyolo, 2021-05-04 14:30:18 [46957]
|
|
Előzmény: jani300, 2021-05-04 21:04:08 [46969]
|
|
Előzmény: vidg, 2021-05-04 18:24:57 [46958]
|
|
Előzmény: PSoft, 2021-05-04 21:17:15 [46976]
|
|
Előzmény: remrendes, 2021-05-04 21:13:12 [46973]
|
|
Előzmény: jani300, 2021-05-04 21:07:15 [46970]
|
|
Előzmény: remrendes, 2021-05-04 21:13:12 [46973]
|
|
Előzmény: Jozs, 2021-05-04 21:08:31 [46971]
|
|
Előzmény: jani300, 2021-05-04 21:04:08 [46969]
|
|
Előzmény: svejk, 2021-05-04 19:34:10 [46963]
|
|
Előzmény: PSoft, 2021-05-04 19:18:25 [46961]
|
|
Előzmény: PSoft, 2021-05-04 20:55:26 [46968]
|
|
Előzmény: Jozs, 2021-05-04 19:03:06 [46960]
|
|
Előzmény: jani300, 2021-05-04 20:46:56 [46966]
|
|
Előzmény: jani300, 2021-05-04 20:46:56 [46966]
|
|
Előzmény: PSoft, 2021-05-04 19:18:25 [46961]
|
|
Előzmény: PSoft, 2021-05-04 19:24:16 [46962]
|
|
Előzmény: svejk, 2021-05-04 19:34:10 [46963]
|
|
Előzmény: Jozs, 2021-05-03 15:19:24 [46941]
|
|
Előzmény: PSoft, 2021-05-04 19:18:25 [46961]
|
|
Előzmény: jani300, 2021-05-04 13:54:15 [46955]
|
|
Előzmény: jani300, 2021-05-04 13:54:15 [46955]
|
|
Előzmény: schneyolo, 2021-05-04 14:30:18 [46957]
|
|
Előzmény: schneyolo, 2021-05-04 14:30:18 [46957]
|
|
Előzmény: Jozs, 2021-05-04 10:39:16 [46953]
|
|
Előzmény: Jozs, 2021-05-04 10:39:16 [46953]
|
|
Előzmény: Jozs, 2021-05-04 10:39:16 [46953]
|
|
Előzmény: RJancsi, 2021-05-04 10:27:54 [46952]
|
|
▲
◊
|
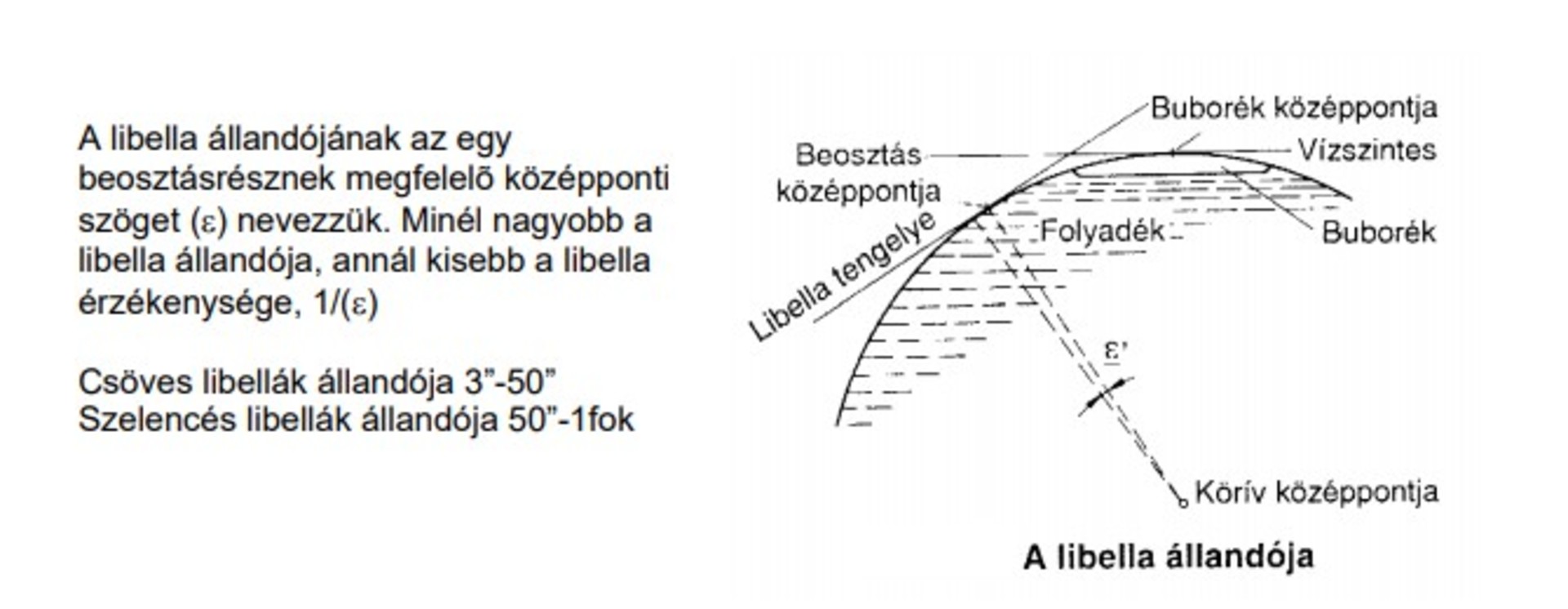
 . Ha 1000mm mérési hosszra számolok 3" dőléssel (emelkedéssel), akkor jön ki a 0.0148mm emelkedési magasság, kerekítve a 0.02mm/m.
. Ha 1000mm mérési hosszra számolok 3" dőléssel (emelkedéssel), akkor jön ki a 0.0148mm emelkedési magasság, kerekítve a 0.02mm/m.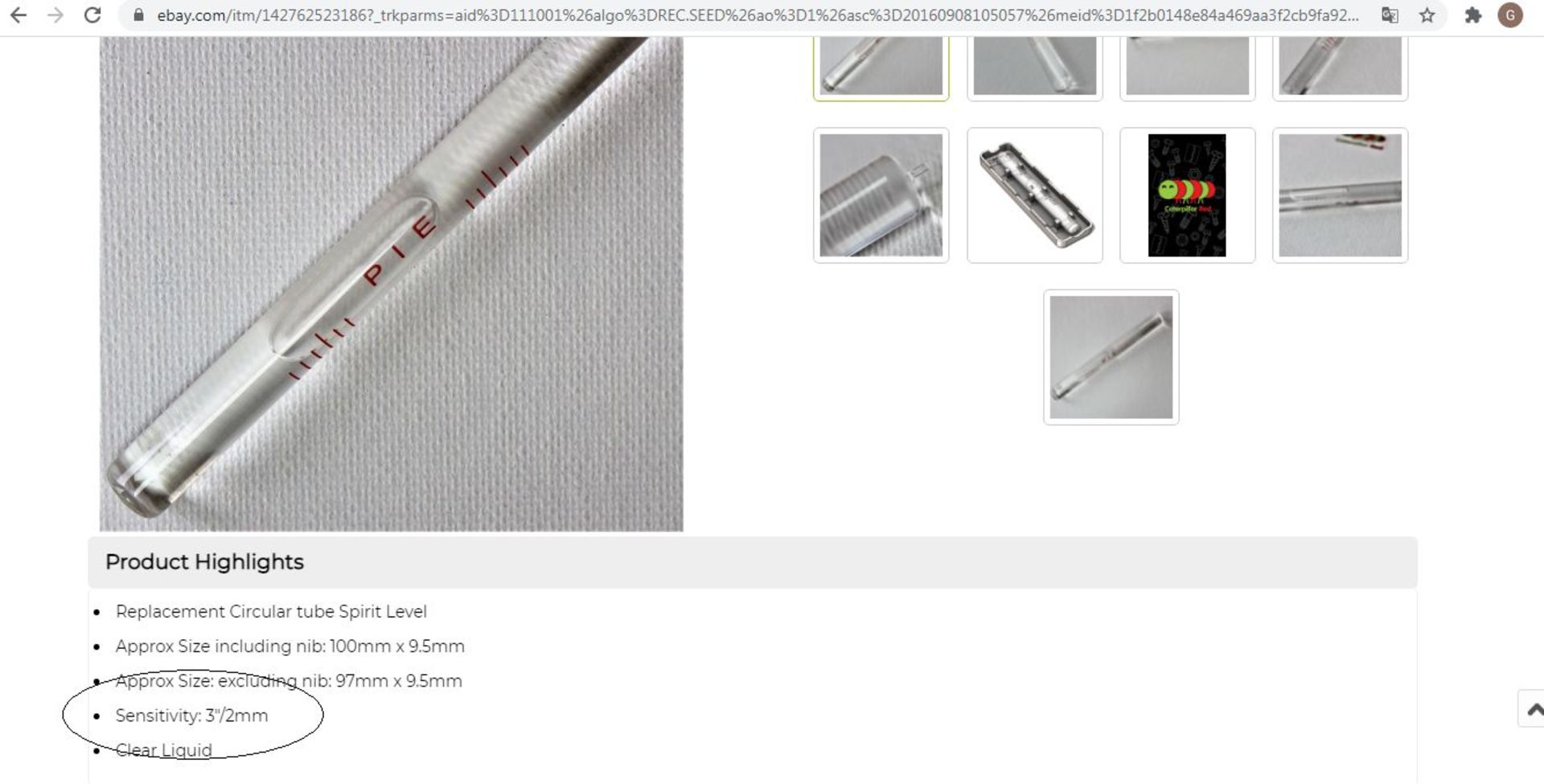






 .
.