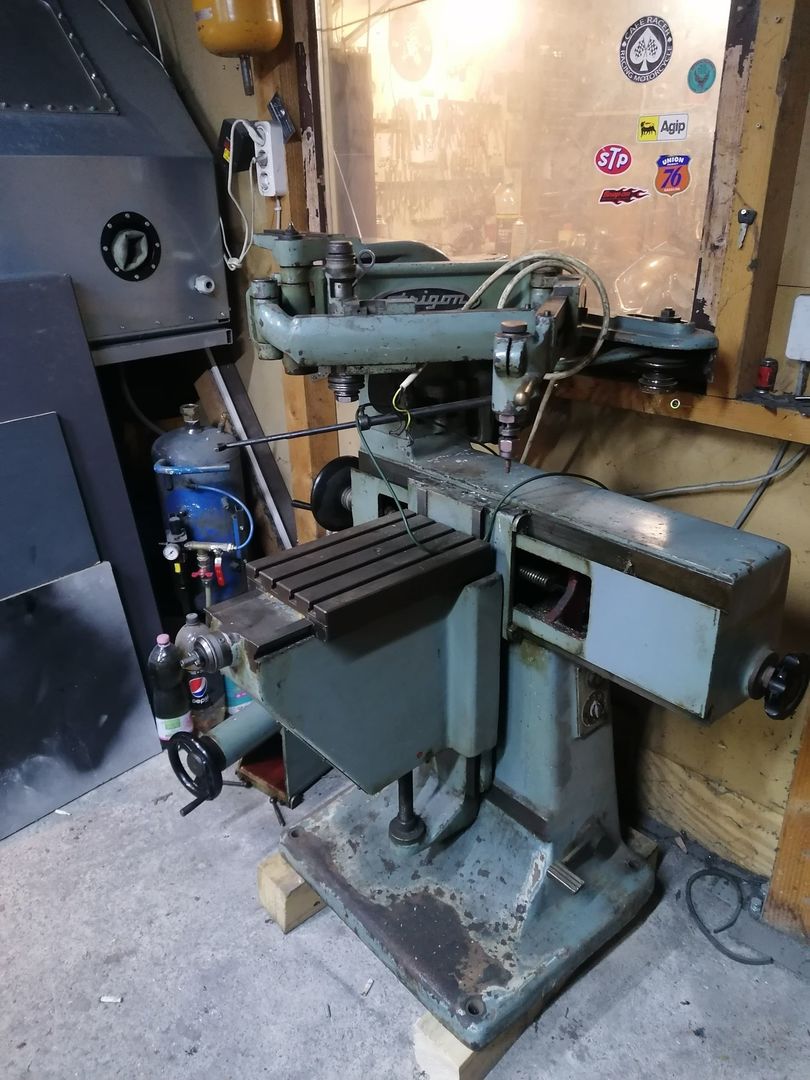
Nekem is volt ilyen gépem. Agyaltam is a CNC-sítésén, de végül maradt ahogyan volt. Én csak gravírozásra használtam.
Mivel a szánok elég nehezen mozognak a prizmás megvezetés és jelentős súly miatt, azon gondolkodtam, hogy a sablonasztalra (ami a tiédről hiányzik) teszek lineáris megvezetést és a tapintót mozgatom XY irányban, vezérléssel. Egyedül a Z irányt kellett volna a munkaasztal orsójának hajtásával megoldani.
Hátránya az lett volna, hogy az 1:1,5 áttételi arányt mindig figyelembe kellett volna venni a szerkesztés során. Ez nem volt vonzó, no meg a jelentős munkatér csökkenés sem.
Azt, hogy 2 Nm-es nyomatékkal működtetni tudod, felejtsd el. A duplája is necces, ha marni akarsz vele. Baromi nagy a surlódási tényezője és a tömegéből adódó tehetetlensége a szánoknak. Főleg, ha kottyanás mentesre van állítva minden szán, de hát ez meg alap.
Köszi a válaszod. Az egész csuklós pantográf fej leszerelésre kerül, majd a helyére épül egy masszív konzol az új főorsóval. A gépnek csak az "alsó" része lesz a projekthez használva. Készülnek a 3D rajzok, ha megvan, felteszem ide, hogy érthetőbb legyen az elképzelés.
Ebből elég nehezen fogsz tudni CNC marót csinálni. Az egészet át kéne alakítanod hozzá. Ez kézi másoló marásra van kitalálva, nem CNC-re. Egy meglévő alkatrészt gyönyörűen le tudsz másolni vele , vagy sablon alapján kis szériás kézi sorozat gyártásra is tökéletes, viszont másra elég körülményes használni. A marófejet hogy rögzítenéd fixen,mert az csapágyazott, és arra van kitalálva hogy minél könnyebben mozogjon, nem arra hogy fixen álljon ?
Fa megmunkalasra epül a gepem XYZ 1300x2500x700 meretekkel. A maroorso kivalasztasaban eleg tanacstalan vagyok. Leghüteses vs. vizhüteses, mekkora teljesitmeny, 220/380 V? Ezek meg mind kerdesek... Esetleg van valakinek tapasztalata a nemet BZT motorokkal?
Sikerült szert tennem a képen látható kis pantográf maróra. A hosszútávú terv a cnc marócá alakítása a gépnek. Teljesen hobby projekt, a cél 80% alu (nagyrész 2,5 D alkatrészek) 20% acél megmunkálása (néha maximum egy reteszpálya, lapolás stb). A machanikai megoldásokkal tisztában vagyok, de a cnc világ egyenlőre még nagyon távol áll tőlem, próbálok itt a fórumon magamba szívni némi tudást a témában. Kérdésem az lenne, hogy a X-Y-Z irányok meghajtására a tapasztalatok szerint elegendő-e 2NM nyomatékú léptetőmotorok alkalmazása. Mondjuk 1:2 áttétellel lassítva, így hajtva az orsókat (természetesen golyós orsókra lesznek cserélve) A gyorsasága a gépnek számomra nem számít, ha 0.5 mm fogásokkal tudok csak dolgozni vele, nekem az is elég. A főorsó motor 750W 4P lesz, frekiváltóról hajtva. Ezek alapján életképes lehet ilyen léptetőmotorokkal megépíteni a gépet? Cél még természetesen az olcsóság is. Mivel teljesen hobby projekt, nem szeretnék feltétlen sok sok százezret költeni rá, mégis egy kompromisszumokkal de használható gépet szeretnék. Előre is köszönöm a tanácsokat, és a segítséget mindenkinek
sastas | 1222
2021-02-01 20:53:00
[12192]
A darab alakos. Akkor azoknál a daraboknál ahol ez kritikus, marad a víz. Ha marnám, fűrészelném akkor sokkal nagyobb lenne a kieső %, nem lenne gazdaságos egyáltalán.
Ha csak ennyi lenne... "Természetesen" a vágott kontúrra merőlegesen, lapjába szeretnék furkálni, nem pedig lézerrel akarok fúrni majd abba menetelni. Az barbárság volna.
Ha ki akarod kerülni a furatok kivágása alatti felületi kéreg beedződését akkor a lézer vágásnál a furatokat csak bejelöltetni kell lézerrel. A jelölés a furat központot adja és oszlopos furóval pontosan ki tudod fúrni az anyagot és menetet vágni
"A csiszagépeim lemez alkatrészeit is lézervágatom, a menetfúrásnak megfelelő mérettel és eddig még nem volt probléma." =========== Gondolom a csisza gépeid lemez alkatrészei nem K720 minőségű szerszámacélból készültek.. Egyszer próbáld ki ebből az anyagminőségű lemezből kivágatni, és utána írd le a tapasztalataidat. Meg fogsz lepődni..
beedződik, de nem olyan mértékben, hogy az ne lenne megmunkálható. Nyilván jobban igénybe veszi a szerszámokat, de pl. a menetfúrás is simán kivitelezhető, megfelelő kenéssel természetesen. A csiszagépeim lemez alkatrészeit is lézervágatom, a menetfúrásnak megfelelő mérettel és eddig még nem volt probléma.
Szia! Vágni csak vízzel,illetve fűrésszel szabad .Lézervágás után tele lesz feszültséggel,és a kéreg több tized mm mélyen beedződik,bőven 60 hrc fölé.Ha konturos alak ,akkor maróval szoktuk kimarni.Menetfúrni esélytelen lenne.
Több mint valószínű, hogy a vágás mentén beedződik a kéreg, kérdés hogy milyen mélyen. Azt a kérget még el is lehet távolítani csiszolással (flex), de más módszer nem járható a vágásra? Kell egy programozható kemence a kilágyításhoz. Lágyítás: 680–720 ºC, szabályozott lassú hűtés kemencében (10–20 ºC/óra) kb. 600 ºC-ig, utána levegőn. Keménység lágyítás után: max. 220 HB. Feszültségcsökkentő izzítás: Kb. 650 ºC, hőntartás semleges atmoszférában a teljes átmelegedés után 1–2 óra, lassú hűtés kemencében.
lv 15 K720-at szeretnék lézervágatni, majd a lézervágott felületbe kellene még maratnom. Mivel még nem igazán dolgoztam, dolgoztattam szerszámacélokkal, ezért kérdezek: Lézervágás közben mennyire edződik be a felület? Ha csak pár menetes furatról van szó, vissza kell ereszteni, vagy kiadhatom a marósnak lézer alól, anélkül, hogy túl sokat anyázna? Esetleg más kevésbé "népszerű" márkájú de hasonló tulajdonságú anyagot tud-e valaki mondani. Magamnak lesz, így természetesen árérzékeny a dolgok
rarevendor | 10
2021-01-30 22:15:16
[12181]
Jólvan akkor megrendelem a cuccokat köszönöm a választ mindenkinek, különösen neked ezt a sok infót. Megnézegettem a képeket és a csatornád is, remélem lesz még a későbbiekről is videó Egyenlőre egy masszív fa vázzal kezdek és aztán kitudja.. Még bele kell rázódnom a szoftverekbe is és a gyakorlati dolgokba is.
Köszönöm a segítséget! 99% elkelt, ami megmaradt felteszem az adok veszek csoportba. Illetve még van pár dolgom, azok felkerülnek eladásra amint lesz rá időm. Köszönöm!
Előzmény: Szalai György, 2021-01-25 20:11:41 [12178]
Szalai György | 9544
2021-01-25 20:11:41
[12178]
Áááá, dehogy pörgettem meg. Mire is használnék egy turbómolekuláris vákuumszivattyút? Nem gyártok elektroncsöveket. Sem. Ha elővákuum nélkül megpörgetném, szanaszét görbülne a finom kis lapátja. Ez egy műszaki csoda. Vigyázok rá! Talán hibrid golyós csapágya lehet.
Ha már így szóba kerültek ezek a jóval 1000Hz felett hajtott "speciális" motorok...
Mi van/lett a Turbovac-oddal? Szétszedted...kivizsgáltad...megpörgetted... Már arra sem emlékszem, annak milyen is volt a csapágyazása?
Előzmény: Szalai György, 2021-01-24 22:40:58 [12172]
svejk | 33157
2021-01-25 18:53:41
[12176]
Ezeket a motorokat nagyrészt a nyomtatott áramköri lapok gyártásában használják.
Ezen a fórumon a tapasztalataim szerint a motorod sajnos csak szerintem 40-80 ezer Ft közt tudod eladni. Persze az állapottól nagyon sok függ. (akár helytelen tárolástól is hibásodhatott)
Úgy valahogy 10 szerese lehet az új ára, persze nem ennek Mert ezt már biztos nem gyártják, helyette sokkal jobbakat precízebbeket, könnyebbeket...vagy nem.
Fontos, hogy ehhez kell egy motormeghajtó ami általában egy megfelelően kiválasztott és felprogramozott frekvenciaváltó lehet így utólag.
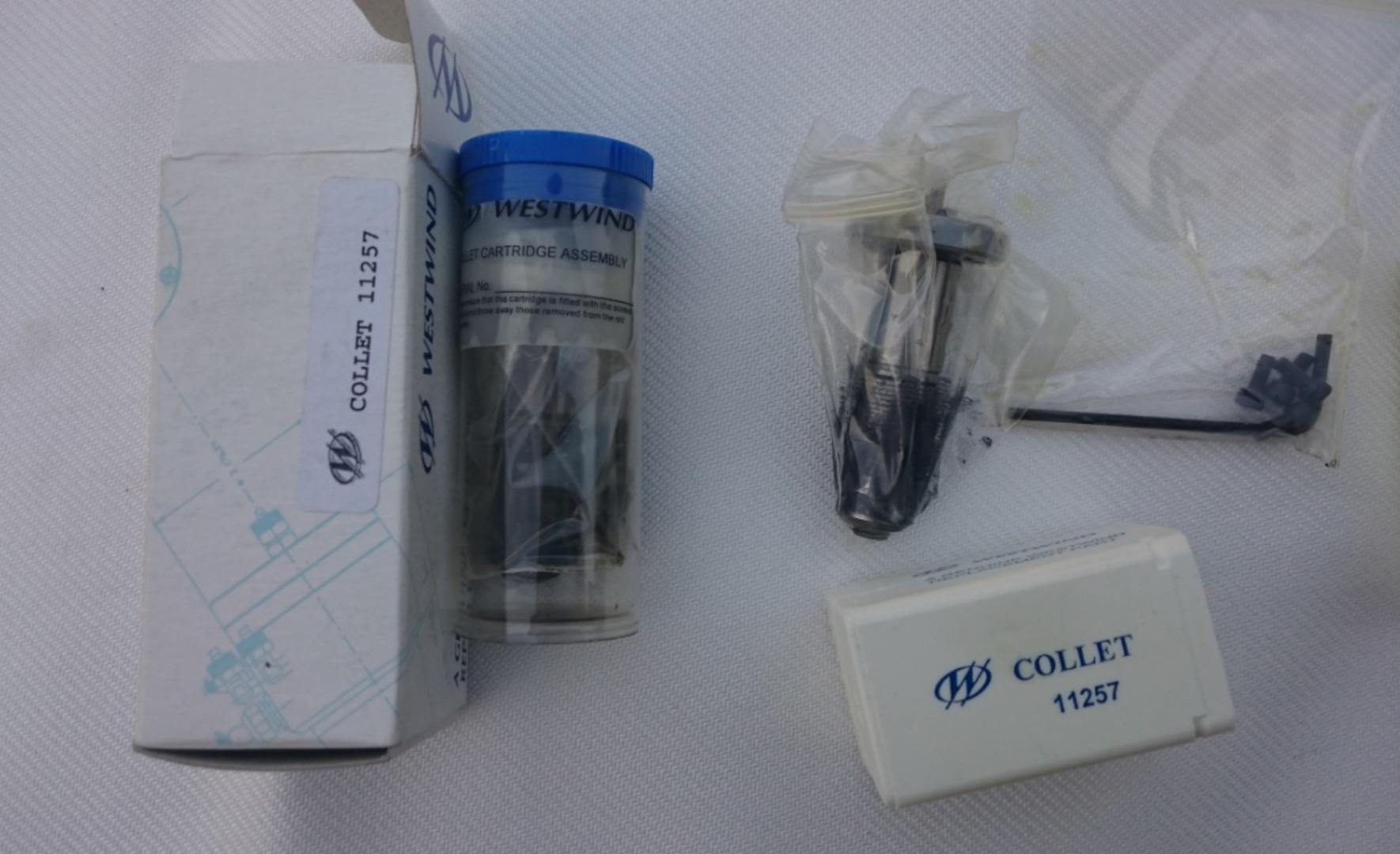
Az alkatrészeid zöme szerszámbefogó patronok, újonnan azok is horror árban vannak akár 30-40 ezer is lehet egy patron ha meg kellene a gyártótól venned.
Én egyébként vennék is az egyik fajtából- persze csak hobby áron-, mert nekem is van ilyen márkájú motorom és így lenne tartalék befogóm. (írok ezzel kapcsolatban magánban)
Ma volt egy kis időm az apróságokat is kicsomagolni. Ezeket se tudom hogy pontosan micsodák, de úgy sejtem ez lenne az orsó vége. Aki tud bővebb információt ezekről kérem jelezze, és viszonylagos ármeghatározást is megköszönnek! Nyilván igény függő, de nekem aki egyáltalán nem foglalkozott ilyen alkatrészekkel ez sokat segít. Továbbra is elfogadom akár privát üzenetben is, lehetőséghez mérten próbálok gyorsan válaszolni!
Ezek az alkatrészek szerintem gyári csomagban vannak, kis tasakokban és azon belül zsírpapírban vannak. Illetve maga az alkatrészek egyes részeit is zsírozták.
RJancsi | 5811
2021-01-25 09:57:40
[12174]
Szerintem akár a beszerzési ár tízszereséért is el tudná adni. (Már ha igaz, hogy ingyen jutott hozzá.)
Előzmény: Szalai György, 2021-01-24 19:57:20 [12166]
dtb | 1922
2021-01-25 08:31:00
[12173]
Nem értek hozzá, épp ezért kérdeztem Mindenesetre köszönöm a választ! Az említett korábbi alkalommal én azért vetettem el az ötletet, mert a tekercselés eleve ad egy nyomatékgörbét, és a kevesebb, eltérő freki (más frekiváltó) nagy valószínűséggel tönkretenné a motort. (gondolom én) Egyébként szigorúan fához akarném használni, ami gyakorlati szempontból elég tág igények között mozog, mert mind az 1.5Kw, mind a 24E fordulat néha már kevés, mert hiába bírná a mechanika és a szerszám a nagyobb előtolást, ha a spidle már nem bírja.
Előzmény: Szalai György, 2021-01-24 22:40:58 [12172]
Szalai György | 9544
2021-01-24 22:40:58
[12172]
Szerintem csak a tekercselt állórészt és a rövidrezárt forgórészt tudnád felhasználni az 1600Hz-es légcsapágyas motorból. A szerszámcserélős tengelyt talán átköszörültethetnéd a golyóscsapágyak fogadására, de az első és hátsó pajzsot újra kéne készíteni, golyóscsapágyházasra. Rendes csapágyazás ára sem Hobby kategória. Százezer környékén meg volt már itt többször gyárilag golyóscsapágyas motororsó is. Ezek a motorok nagyon kis élkör átmérőjű szerszámokhoz valók. Olyan kis élkör átmérőn a húszezres fordulatszám kicsi vágósebességet eredményez. Milyen anyagban használnád? Ha leszabályozod a fordulatszámot, akkor a teljesítmény kicsi lesz, a készülék meg nagy marad. Az jó? Én nem tudnék légcsapágyast golyósra átalakítani, nekem tetsző minőségben. Inkább vettem golyóscsapágyas motororsókat. És az 1kW feletti teljesítmény meg hobbyra nagyon sok. A 3mm alatti szerszámokkal játszani elég a 2-300W-os kis KaVo motor. Szerintem. De megnézném, hogy más mire jut egy ilyen átalakítással.
Korábban került a látókörömbe ilyen légcsapágyas főorsó, és az szerszámcserélős volt. Akkor nagyon elgondolkodtam rajta, hogy beszerezni egy ilyet, és átalakítani golyóscsapágyasra, de akkor is megmaradna a szerszámcsere lehetősége, és max nem hajtom 60E fordulattal, csak 20E-rel... Szerinted ez kivitelezhető lenne?
Előzmény: Szalai György, 2021-01-24 19:57:20 [12166]
Kristály Árpád | 3085
2021-01-24 20:51:09
[12168]
Légyszíves tisztelj meg bennünket azzal, hogy kitöltőd az adatlapodat...
Előzmény: Szalai György, 2021-01-24 19:57:20 [12166]
Szalai György | 9544
2021-01-24 19:57:20
[12166]
Ezek emelt frekvenciás, magas fordulatú, légcsapágyas motororsók és szerszám befogók. Annyiért adhatók el, amennyit adnak érte. Új áruk a csillagos égben volt, de nagy kérdés, hogy most milyen az állapotuk és kinek van rá szüksége. Precíziósok voltak, ezért érzékenyek és bonyolult az üzemeltetésük.
Segítséget szeretnék kérni pár dolog meghatározásában hogy mégis micsodák ezek. Raktárról hozzá jutottam pár ingyen dologhoz, de azt se tudom végül is hogy ezek mik. Láttam topicot ahol el lehetne adni, de hülyeséget nem akarok írni. Szeretném kérni az alkatrészek nevének meghatározását illetve hogy milyen árban mozog. Nekem nem kellenek de másnak lehetőség lehet, így szeretném eladni. Képeket csatoltam. Választ akár privát üzenetben is elfogadnék, jelenleg még nem látom át teljesen az oldal működését mert új felhasználó vagyok.
Köszönöm!
pacman123 | 19
2021-01-24 11:19:10
[12164]
Egy biztos, a motor-VFD páros lengyel raktár, és a DPD hozta ki. A golyósorsó cseh, és a legvégén a királyi posta hozta ki (MPL). A golyósorsó+kellékekre sem 10 EUR volt írva (206$) és nem is borítékban jött - elkerülte volna az ilyen téren igen "figyelmes" magyar szervek éberségét az ár? Lehet. Akkor szerencsém volt (?)
Tudtommal egyiknek sem. Elvileg mindnet vamolniuk kell. Az autokat biztosan meg is teszik. De egyebkent az europai kiszallitasu Alis csomagokat is vamolni kellene, mert azok vamszabad raktarabol jonnek.
És Németország a Nema23-ak), és Csehország (a golyósorsók), és Lengyeloroszág (marómotor +VFD). És igen, Svájc - létezik, hogy vámunióban vannak, de nem az EU-ban? Utóbbi biztos. De onnan sem vonták vámeljárás alá a cuccot, nekik pedig nem szokásuk - kínai kollégáikkal szemben - 10 EUR-t ráírni a csomagra, ha 100 EUR-nyi van benne.
RJancsi: tudom. Ezért is írtam folyamatosan hogy (Svájcot kivéve) "EU-s forrás".
"Ebay: 77 font .... így együtt volt 74 font" Ehh, egyszer ennyi, másszor annyi : 77 fontot akartam másodjára is írni, de most már akkor az ebay-es linkeket megírom, nehogy az legyen hogy ... : 2x800mm sín + 4 kocsi, 2x1000mm sín + 4 kocsi. Ezek itt épp Svájc, de itt is ennyi.
Szia, a múlt idő még azért nem érvényes, mert még építem, épp most vánszorgok le a műhelybe, végálláskapcsolózni.
De pont onnan (ali, ebay) származó alkatrészekből áll össze. SBR20+SBR20UU párosokból (ebay, EU-s forrás), SFU1605 golyosorsó plusz a hozzávalókból (ali, szintén EU-s forrás), marómotorból (ali, EU-s forrás), Nema23 léptető + vezérlőből (ebay, EU-s forrás). Azért mertem ilyen konfigból nekivágni az építésnek, mert a fő cél nálam is a fa, nekem a hobbim is aköré épül. Pár linket találsz az adatlapomon, ha érdekel. Szóval natúr fa, vagy rétegelt lemezből marási sablonok elkészítése. Kis gravírozás. Satöbbi lenne a cél. Pl engen nagyon megfogott a VCarve-inlay technika, ilyet (ilyesmit) biztos hogy fogok csinálni. Mondjuk a konkrétan linkelt videó, illetve a csatorna tulaja eléggé level 100 ezen etéren, elsőre valami egyszerűbb lesz. Ha nem 100 YT videót néztem meg akkor egyet sem, és azt láttam hogy igen, alkalmasak. 1-2 tesztmaráson már túlvagyok, de még "szanaszét" van kicsit a gép, vezetékek, vezérlő doboz - most pakolom egybe.
"Alkalmas": azt tegyük hozzá, hogy semmit nem érnek ezek az alkatrészek, ha egy libegő-lobogó váz köré építed. Erre is érdemes figyelni. Bár elnézve pár X-Carve-os vagy Shapeoko-s videót, ami az én vázamhoz képest leng mint a győzelmi zászló: és azokkal is megmunkálnak némi fát... kérdés, te mit értesz fa megmunkálása alatt. Mert az is az amit fentebb linkeltem, meg ez is az, meg ez is és lehetne még fokozni a példákat.
Vezérlő: hát ettől van sokkal jobb a világon: TB6560 3 tengelyes vezérlő. De csomagban jött a Nema23-mal, egyelőre elvagyok vele, teszi a dolgát - csak pl nincs PWM kimenete. Ezért a marómotorral csomagban jött Huanyang VFD-t nem tudtam Mach3 alól megszólítani (bekapcsolni be tudtam, de fordulatot szabályozni már nem). Ebben segített TBS-TEAM fórumtárs (amit ezúton is köszönök neki -> 'Segítség, béna vagyok!!!' téma, 45755. hozzászólás), szóval ezzel, plusz a hozzávaló Mach3 pluginnel már ez is megy.
Remrendes: "ott van az a gyartmany is, amit egy itthoni webaruhazban kapnal" - most csak konkrétan az SBR20 és az arravaló kocsikat nézzük. Bepakoltam a kosárba egy itthoni shopban ezekből pont annyit és pont azt, amennyit és amit az ebay-es - és szintén EU-s országból- forrásomtól is vettem. 74e Ft szállítással együtt. Ebay: 77 font szállítással együtt. Egyébként: 2x800mm SBR20 sín + 4 db. SBR20UU kocsi, 2x1000mm sín + 4 kocsi, ez így együtt volt 74 font. Itthoni shopokban bőven 7 számjegyű összeget költöttem már el, pl csak faipari szerszámokra - ezt azért írom, hogy szerintem vagyok annyira patrióta, hogy ha lehet, itthon veszek dolgokat. Pl a direkt nem linkelt shopból is vettem már apróságokat és fogok is (azért nem linkelem mert nem lehúzni akarom őket, anniyért adják, amennyiért, piacgazdaság, pont). De ... ha ugyanazt a terméket, EU-s forrásból meg tudod venni X-ért, itthon meg - szintén EU-s tagországként - 2X-ért.... Tegyük a szívünre a kezünk
Valaki épített már gépet allis, vagy ebay-es cuccokból? Az onnan rendelhető SBR talpas tengelyek, illetve golyósorsók mennyire alkalmasak fa megmunkálásra? Illetve a léptetőmotorokkal és vezérlőkkel mik a tapasztalatok?
csoki988 | 6
2021-01-11 23:34:05
[12152]
Üdv! Totális laikusként érdeklődnék, hogy milyen alkatrészek kellenek még egy famegmunkáló CNC vezérléséhez. Eddigi alkatrészeim: - 3db nema34 6Nm léptetőmotor - 1db nema34 3.5Nm léptetőmotor - DM860D motorvezérlők - AZ 7144 végálláskapcsolók - 350W 36VDC 9,7A táp (olvastam ilyet, hogy torroiddal jobban működik, de sajnos nem értek hozzá) - A maró egy BOSCH GKF 600 Élmaró lenne, erre is érdeklődnék, hogy milyen tápról és, hogy hogyan működtessem, esetleg kell-e frekvenciaváltó ehhhez. Természetesen villanyhoz értő szakember nélkül nem ugrok neki az összeszerelésnek. Az alábbi videóban lévő vezérlés hasonlítana talán az én elképzeléseimhez, ami kell nekem biztosan: főkapcsoló, vészstop gomb, biztositékok, relék, kábelek, vezetékek, de hogy milyen pontosan azokat nem tudom, ebben kérnék segítséget. videó Biztosan kihagytam sok fontos információt, de megpróbálom pótolni ezeket, ha kell.
Sabolsek | 6
2021-01-04 21:03:55
[12151]
segitséget szeretnék kérni,tippek,ötletek relés plazmavágás inditáshoz. milyen relé kell,bekötés,egyebek. ami van: BITSENSOR 4 Axis CNC MACH 3 USB Controller mach3 program plazmavágóhoz kézi pisztoly van thc nincs
 Ugye több topikba ma már nem írod be? Köszi
Ugye több topikba ma már nem írod be? Köszi 




















 )
) : 77 fontot akartam másodjára is írni, de most már akkor az ebay-es linkeket megírom, nehogy az legyen hogy ... :
: 77 fontot akartam másodjára is írni, de most már akkor az ebay-es linkeket megírom, nehogy az legyen hogy ... : 
