Engem úgy is elfogultnak ítéltek így nincs értelme kommentálni. Minden esetre másra számítottam.
Volt amelyik G61-el készült volt amelyik G64-gyel és volt amelyiknél a G64 sarok toleranciát nagyobbra vettem.
Az viszont majdnem biztos, hogy kell nekem egy áttételes extruder, ahogy sanyi írta már valamelyik nap. Már számtanilag sem jó a mostani. Az extruderem felbontása most 207,5 step/mm. Ez ugye azt jelenti hogy a felbontása majdnem 5 mikron. A Cura meg a az általa generált G-kódban 5 tizedesjegy pontosra számolja az extrudert. Elég nehéz elhinni, hogy ennyi számítana, de elképzelhető, hogy ettől lehet az ismétlődő hullámosság.
Csak egy gyors kérdés a beállított és a tényleges sebesség közti eltérésről. Ugye a szeletelő kiírja, hogy mennyi idő és mennyi madzag kell hozzá. Nálam a valóságban mindig sokkal hosszabb ez az idő. Ez normális, vagy beállítás probléma?
Nyomj egyet Te is váza módban és mérd a kinyomott fal vastagságát. A falvastagságnak meg kell egyeznie a fúvóka névleges méretével. Ha nem, a flow értékének változtatásával -csökkentés/növelés- tudod pontosítani a méretet.
Igazából, ezt mindegyik épp használt filamentnél meg kéne tenni, -hogy korrekt legyen az adagolás- no de...
Mivel a legutoljára nyomott réteg a legmelegebb, az tud deformálódni, elhúzni az alatta lévőt, azt kell hűteni, ez evidens. A thingiverse rengeteg megoldást kínál, a rendelkezésre álló hely, felfogatás lehetősége, fej tipusa, stb függvényében. Láttam már olyan videot is, ahol nyomtató fej alá tett kis tálkába töltött vízzel tesztelte a kifújt levegő erejét, irányát a "gazda". Az igazi tuti megoldás talán nem is létezik.
Örülök, ha a jelek egyértelműek, mert akkor tudom mit kell módosítani. Tehát azt mondod, hogy a ventillátorok által fújt levegőt "koncentrálni" kellene?
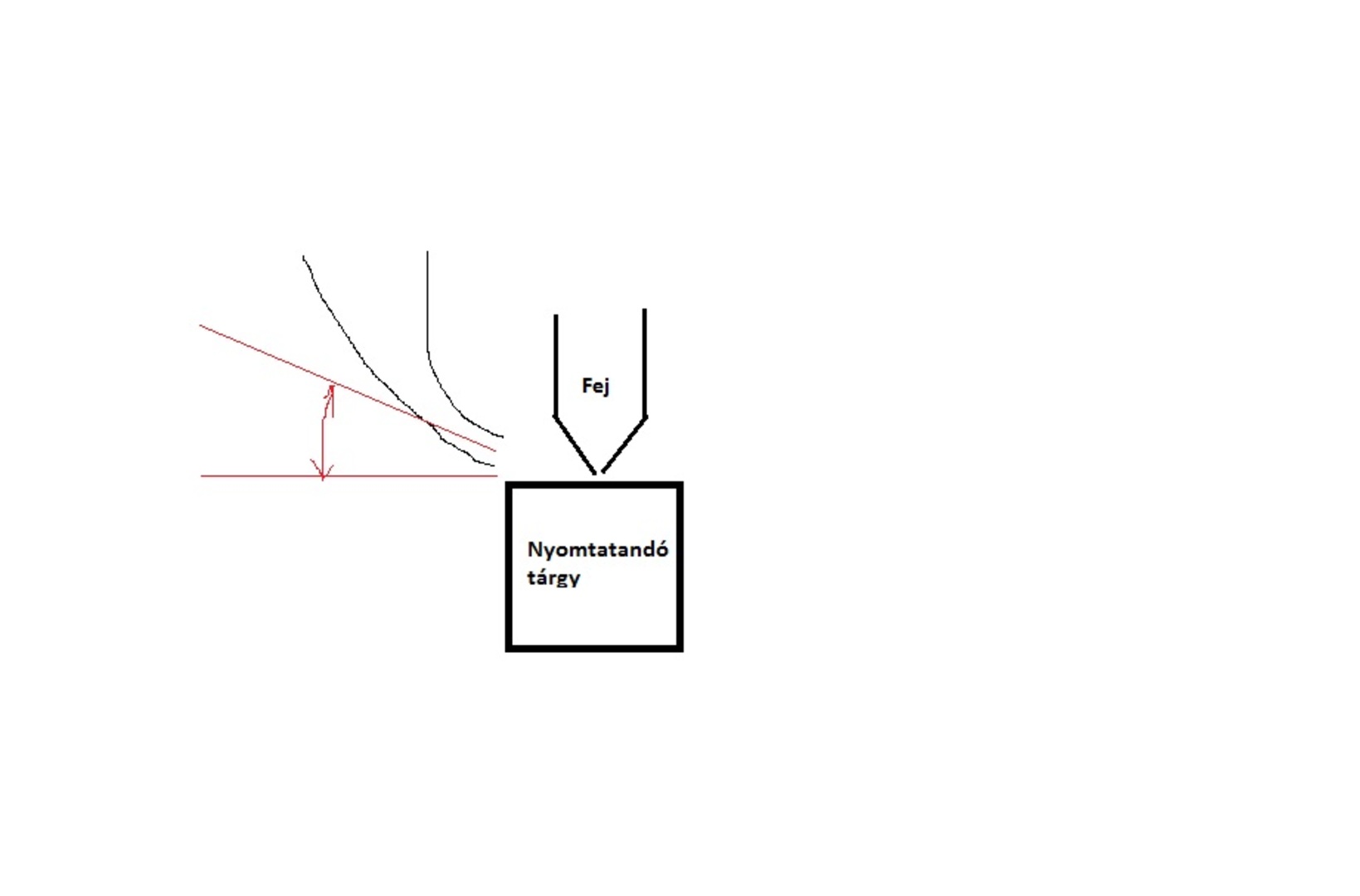
Az ehhez szükséges modellt megrajzolom magamnak, csak a kérdésem annyi lenne, hogy a levegőt milyen irányból/szögből érdemes a nyomtatandó felületre fújni? Fontos, hogy szinte csak a legfelső réteget fújja, azaz szinte a fejre merőlegesen áramoljon a levegő?
Rajzoltam egy Móricka ábrát, ahol pirossal jelöltem a szöget, amire gondolok.
PSoft! Kipróbáltam az asztalfűtést is kikapcsolni, de nem vettem észre változást.
svejk | 32807
2020-03-25 14:39:22
[25995]
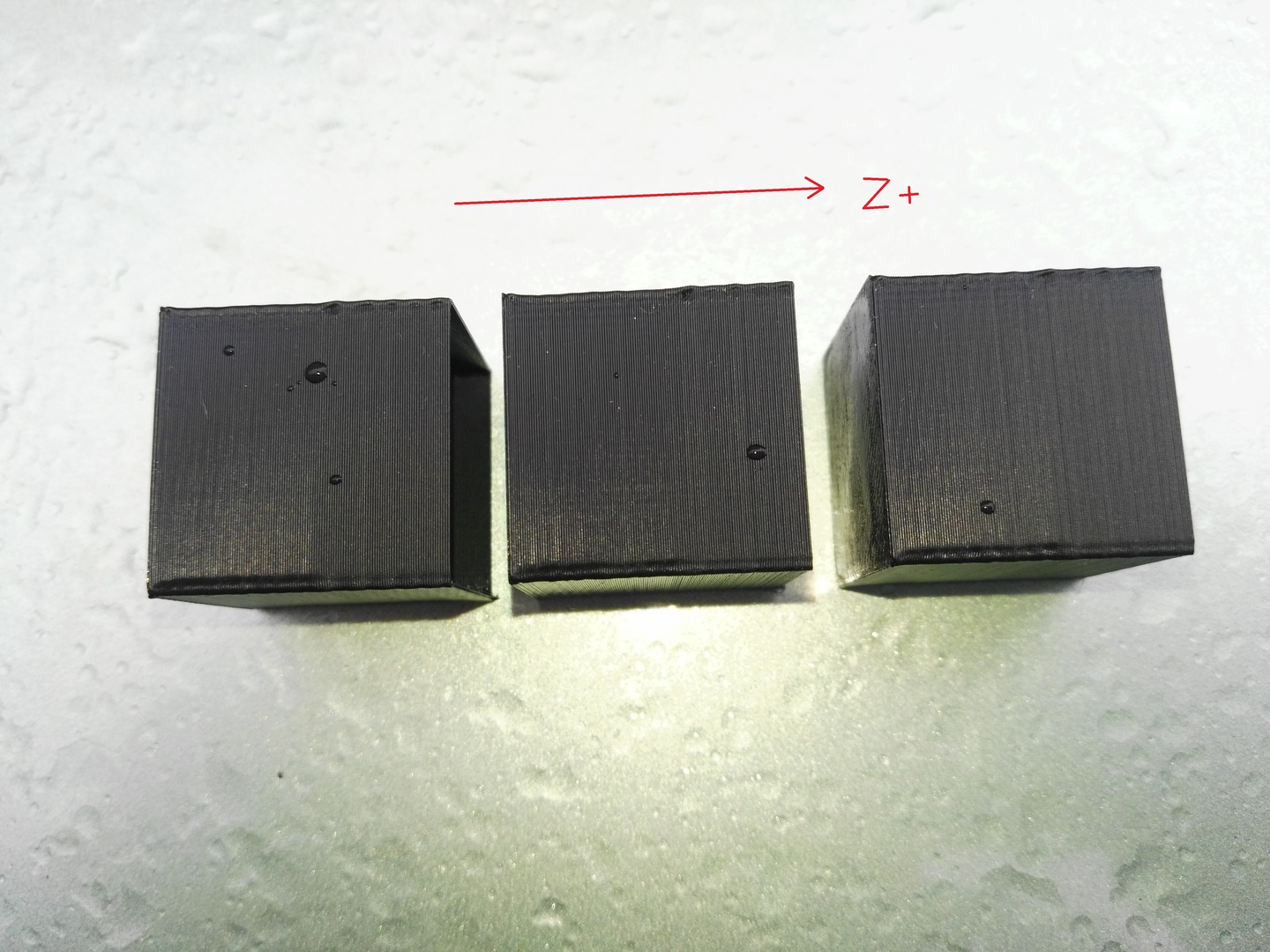
most nyomtam pár kockát ezek közül mutatok 3-at, az egyik S görbés gyorsulással készült a másik 0,1.es junction deviation-nal a harmadik 0,5-össel.
Nagy különbséget nem látok de jól látszanak amik engem zavarnak a függőleges sarkoknál a gyűrődések. itt látható nagyobb felbontásban
És mindháromnál ott vannak ugyan úgy, szinte ugyanabban a Z pozícióban. (Még annyi hogy ~13mm magasságnál sebességet váltok, 3000-ről vissza 2400-ra. Ez alatti sebességeknél még rosszabbak a sarkok, ott teljes hosszában "behorpadnak".)
Ja a pöttyök esőcseppek, mert kivittem őket a "napra" fényképezni.
Kalibráltam a mennyiséget, mégpedig úgy, hogy az extruderből kiadagoltam 100mm-ert, és lemértem, hogy valójában mennyit nyomott. Nyilván elsőre nem volt jó, de most 100mm adagolás esetén pontosan 100mm jön.
Nekem csak tippem van. Az első , hogy sok az anyag. Kalibráltad a mennyiséget? A másik az, hogy meleg és lassan hül. vagy a hűtésre kell valami irányítás és esetleg a nyomtatási hőmérséklet csökkentése.
A Repetier file menű/beállítás/Firmware EEPROM beállítások lapon bármikor tudom módosítani és menteni az értékét, -akár menet közben is- külön M205 parancs nélkül is.
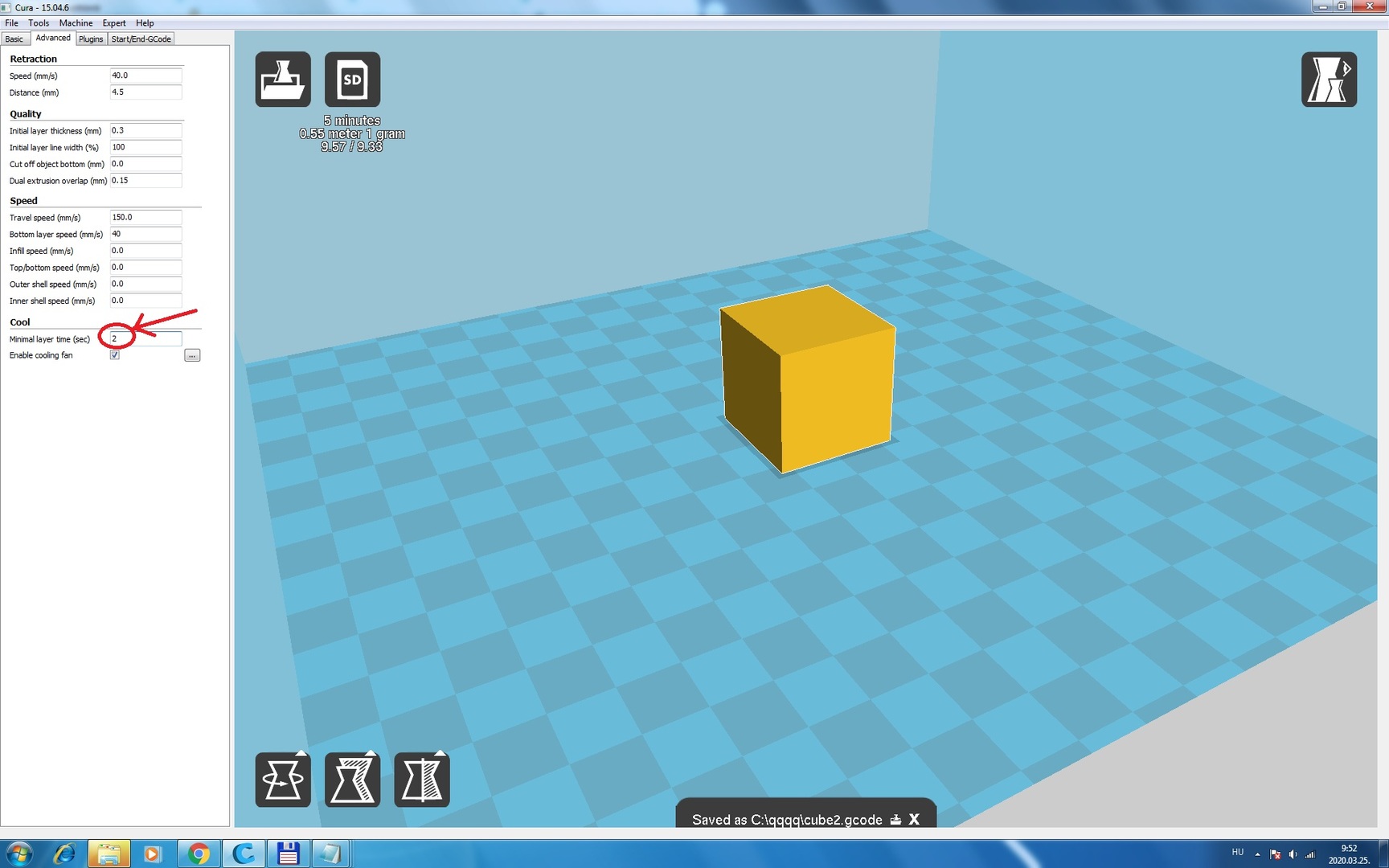
No ez az...de nem tudom milyen idő! Úgy veszem észre, az érték(ms) csökkentése jó hatással van a felület minőségére.
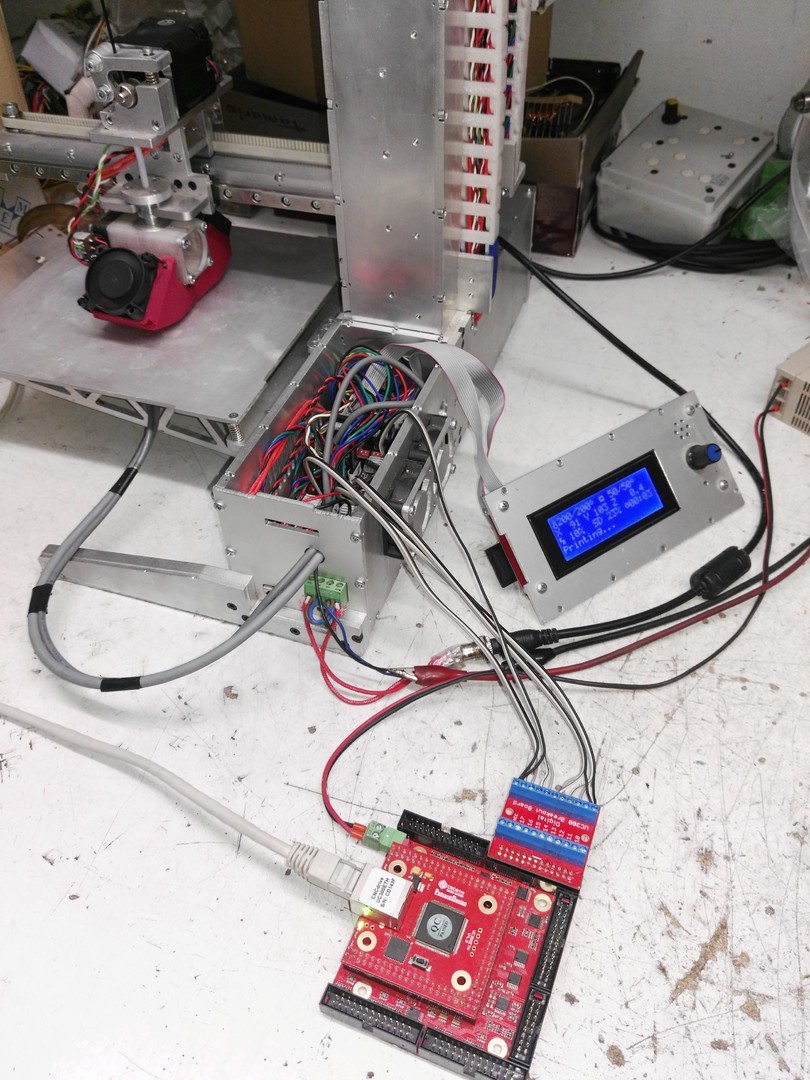
Az elmúlt hetekben kezdtem el foglalkozni 3D nyomtatással egy általam épített nyomtatóval.
A nyomtatóról talán annyit érdemes tudni, hogy egy sima Cartesian féle nyomtató, két Z tengelyes motorral, de csatoltam róla egy képet (1). A váz 45x45 mm-es alu profilból készült. Nema 17-es motorokat használtam, arudino és ramps 1.4 vezérlő, Marlin firmware. PLA-val nyomtatok kizárólag.
Túl vagyok pár nyomtatáson, igyekeztem mindent pontosan beállítani. Eredetileg a nyomtató Extrudere direkt volt, de átépítettem bovdenes verzióra, hogy csökkentsem a tömegét a mozgatandó résznek.
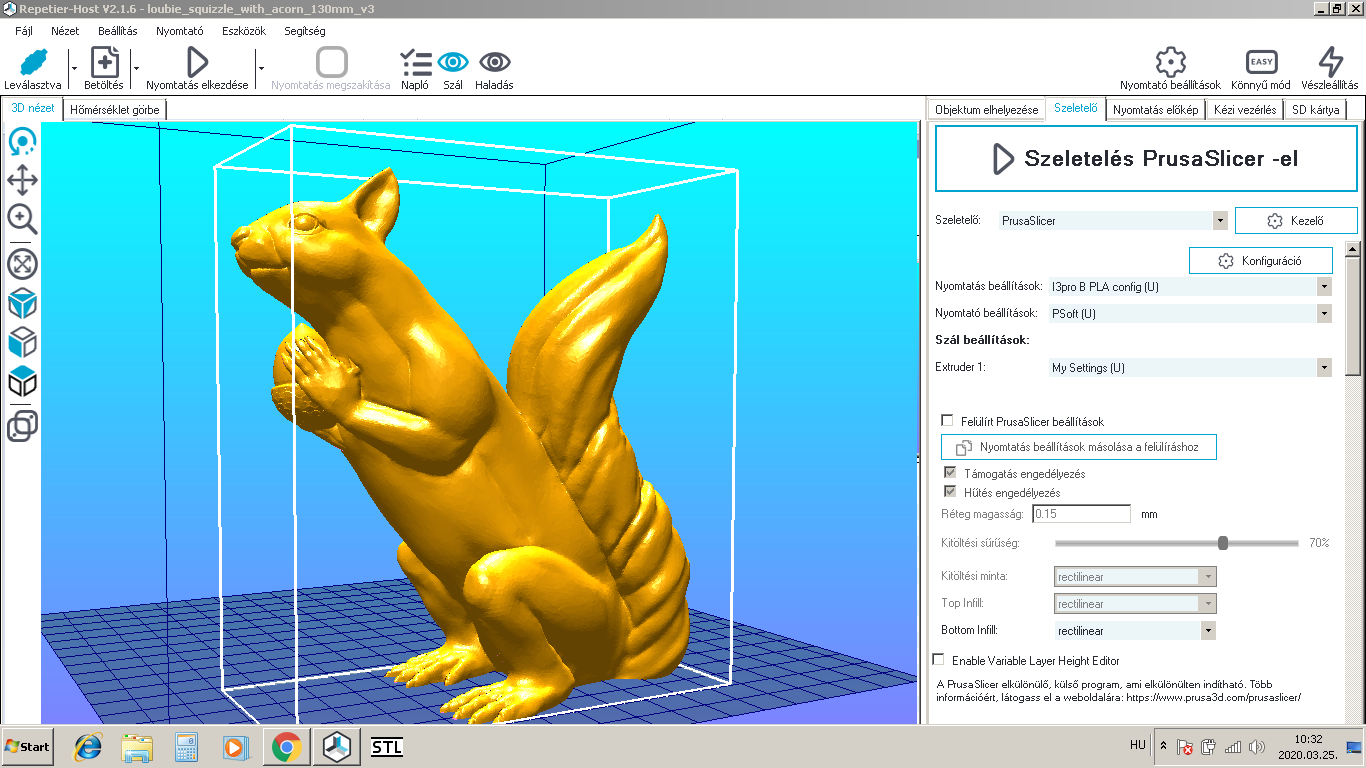
Csináltam sok-sok kalibrációs kockát is, az utolsóról van csatolt kép(2). Talán nem olyan rossz, nyilván van még hova fejlődni.
Amiért most hozzátok fordulok az az, hogy lenne néhány kérdésem, amit tapasztalt szakemberek biztos könnyen megválaszolnak.
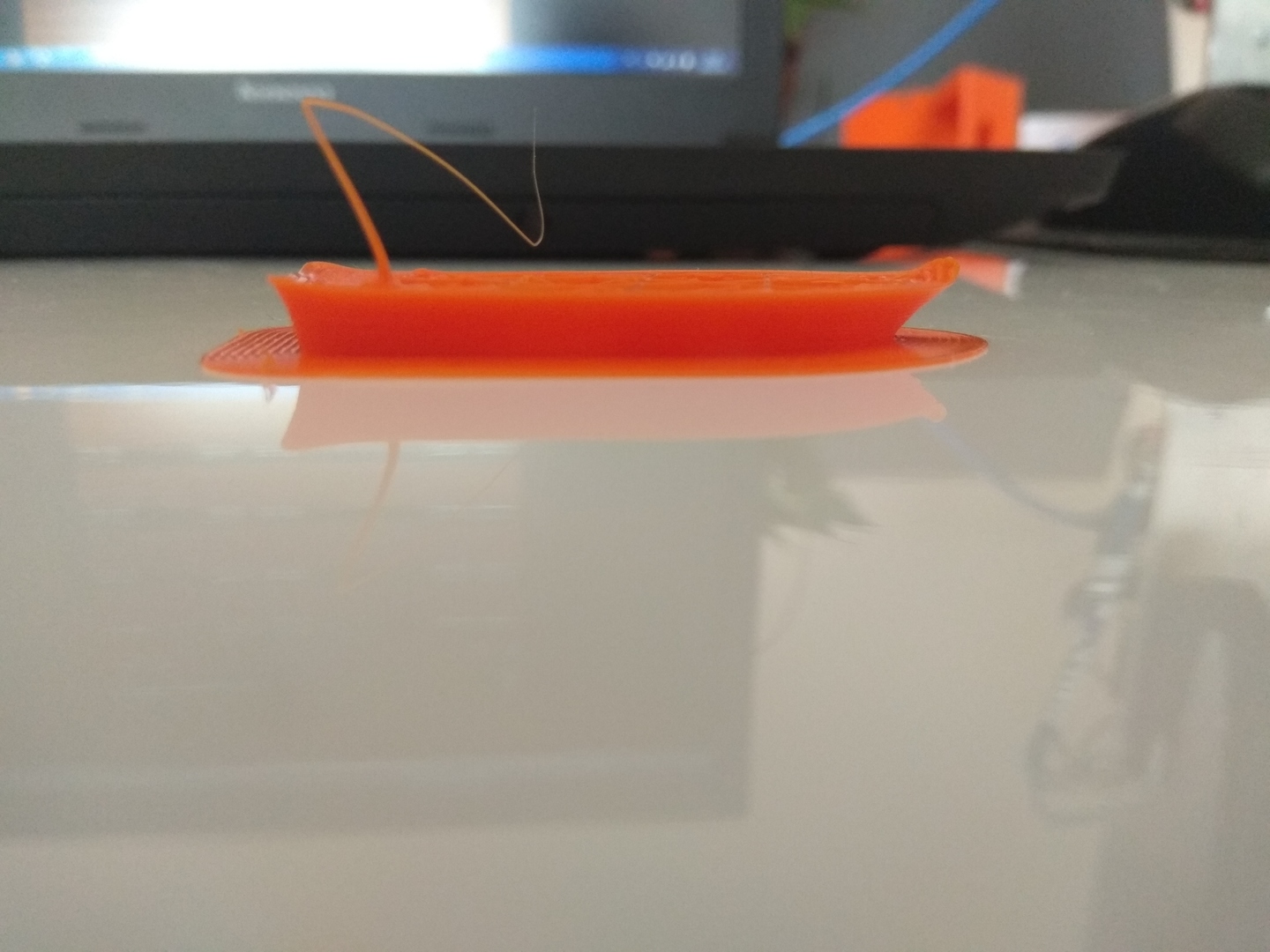
- Ma megpróbáltam kinyomtatni a Benchy féle hajót, hogy lássam, mit is tud a nyomtató. Nos, nem sok sikerrel. Ami már a 7. rétegnél megölte a dolgot, az az, hogy a hajó orránál illetve a hátsó két sarkánál az anyag elkezdett felfelé csúcsosodni. Képen látható is (3). Sejtésem szerint, na meg az alapján amit olvastam, elvileg a hőmérséklet miatt lehet. 60 fokos ágyat használok, 200 fokos fej hőmérséklettel. Min próbáljak változtatni, hogy ezt a csúcsosodást megszüntessem?
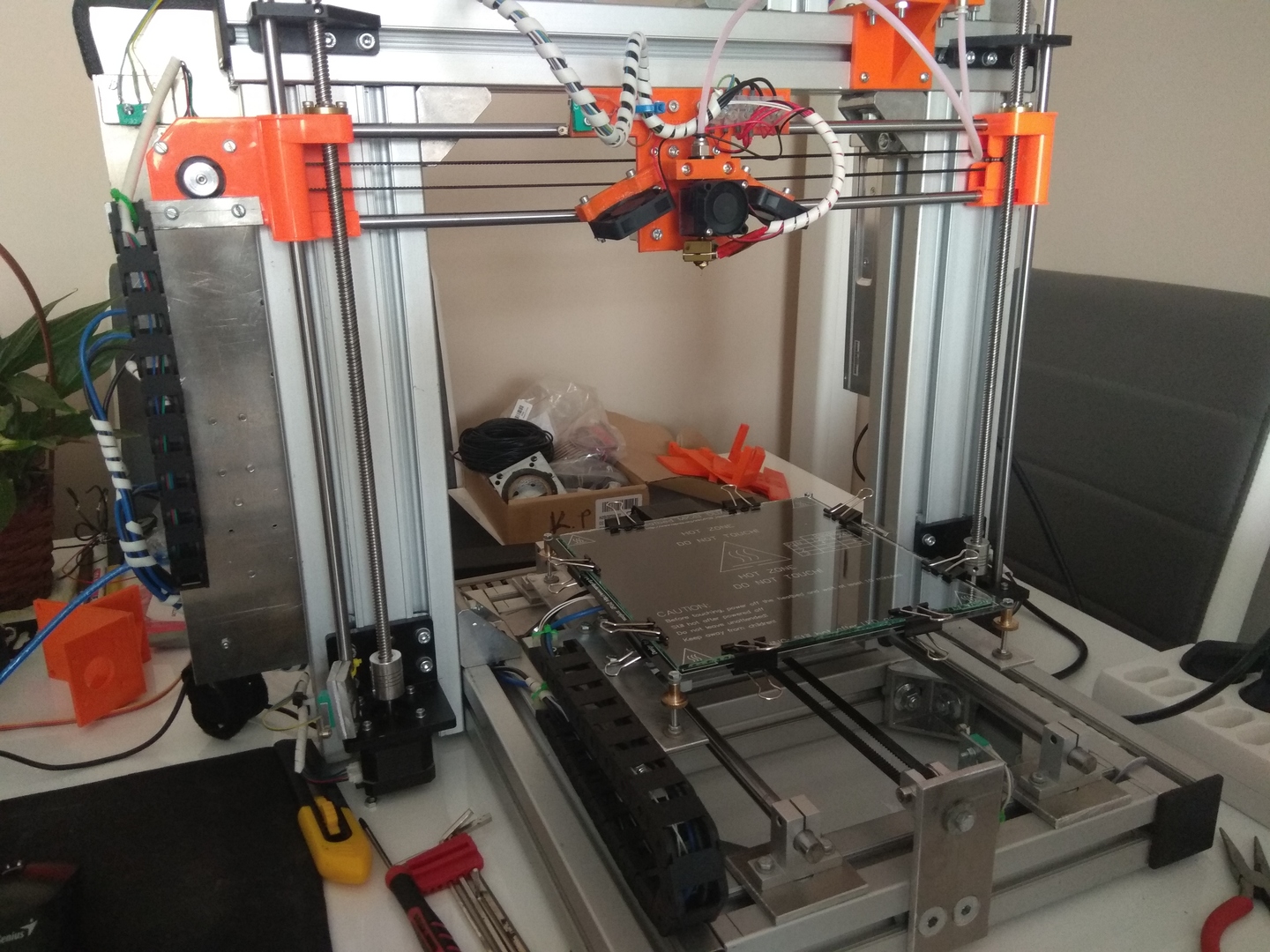
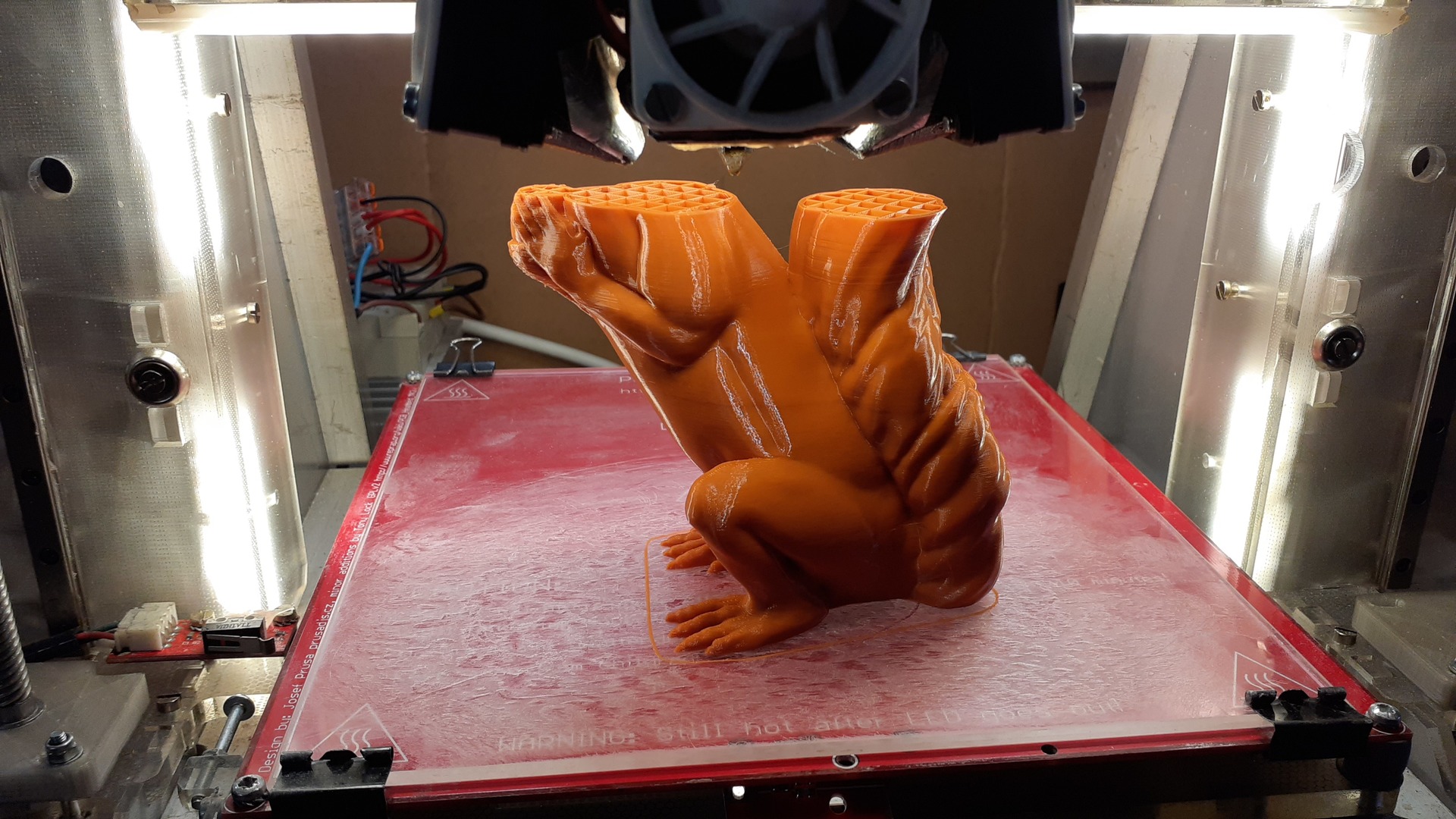
- A képeken látható (4), hogy oldottam meg a darab hűtését. Azonban ahogy nézelődtem, azok alapján lehetséges, hogy nem túl jó megoldás ez. A ventillátorokon nincs szűkítő, így az egész darabot hűtik. Lehetséges, hogy ez is közrejátszik az első pontban említetthez? Javasoljátok, hogy a ventillátorok áramlását módosítsam?
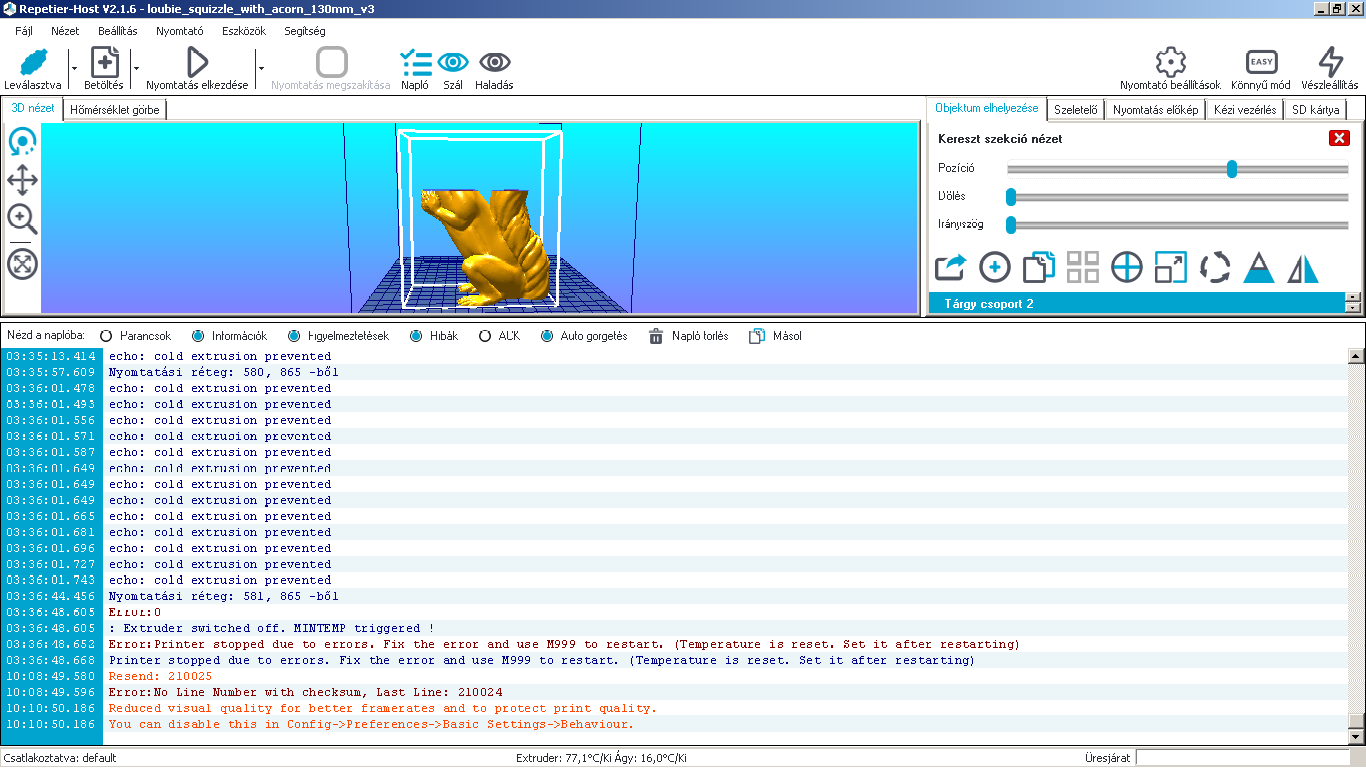
- Illetve érdekelne egy harmadik dolog is. A végálláskapcsolókat lehet úgy konfigurálni, hogy a nyomtatás közben ha bármelyik állapotot vált, akkor azonnal megszakítsa a nyomtatást? Nézegettem a firmware-t, de nem sikerült sehogy sem beállítanom.
Segítségeteket előre is köszönöm szépen!
vjanos | 5559
2020-03-25 13:38:26
[25987]
Azért egy békát vagy benchy-t csinálj ám előtte :D
Most, hogy tudom egzaktul kontrollálni a sebességet nyomtattam egy kockát úgy, hogy 5 mm-enkénti magasságban csökkentettem a nyomtatási sebességet.
3000,2500,2000,1500 és 1000-es sebességgel váza módban.
Egyértelműen a két felső sebesség adja a jobb, pontosabb felületet/formát.
1000-nél már teljesen kifényesedik a felület és kezdenek megjelenni azok a srég csíkok, illetve 2500 alatt jelentkezik az engem nagyon bántó függőleges sarkok behorpadása, ilyenkor a belső sarkok is szőrösebbek, maszatosabbak a saroktól való elinduláskor.
PSoft | 18486
2020-03-25 11:05:36
[25982]
Úgy álltalában a nyomigára gondoltam...
De valóban, én kedvelem a Repetiert, mint szoftvert. Egy kezdőnek -mint én is- ideális választásnak bizonyult. Nyilván vannak sokkal jobb, komplex szoftverek is, tágabb lehetőségekkel, de egyszerűbbek...nem hiszem.
No mostmeg...így jártam. Az este indítottam, hajnali hat körül lett volna kész. Úgy félegy körül ránéztem...akkor még ok. volt. Ennyire hideg lehetett az éjszaka a műhelyben? Ugye fűtetlen asztalra nyomott, mert a lustaság mifelénk...még mindig nagy úr!
svejk | 32807
2020-03-25 10:52:21
[25980]
Egyébként ha a Repetiert kérdezted nem rossz, csak ehhez is érteni kell. Annyiból előnyösebb hogy sok mindent látsz benne- persze ha épp nem b@sz át- illetve hogy közvetlen lehet G kódokat kiküldeni.
Ha csak belenézel akkor nem, de ha változtatsz, akkor igen.
Az 1-2-xx "alaprétegnek" más a sebességgel váza módban, mint az utána következő folyamatos "Z" emelésnek. De ugyanúgy a PrusaSlicer-ben is. Cura-ban, az alapréteget(rétegeket) is másképp építi, mint a "szokásos".