|
Előzmény: frob, 2021-09-10 17:34:09 [3142]
|
|
Előzmény: frob, 2021-09-10 17:34:09 [3142]
|
|
Előzmény: Szalai György, 2021-09-10 05:46:15 [3140]
|
|
Előzmény: jani300, 2021-09-09 19:48:27 [3137]
|
|
Előzmény: vadember, 2021-09-09 19:36:03 [3136]
|
|
Előzmény: TBS-TEAM, 2021-09-09 16:37:28 [3134]
|
|
Előzmény: Szalai György, 2021-09-09 16:19:36 [3132]
|
|
Előzmény: Csikarc, 2021-09-09 18:58:55 [3135]
|
|
Előzmény: Kopirnyák, 2021-09-09 14:59:13 [3130]
|
|
Előzmény: Szalai György, 2021-09-09 16:19:36 [3132]
|
|
Előzmény: Kopirnyák, 2021-09-09 14:59:13 [3130]
|
|
Előzmény: Kopirnyák, 2021-09-09 14:59:13 [3130]
|
|
Előzmény: TBS-TEAM, 2021-09-09 14:06:45 [3129]
|
|
Előzmény: Kopirnyák, 2021-09-09 08:12:38 [3128]
|
|
Előzmény: vadember, 2021-09-09 05:55:03 [3126]
|
|
Előzmény: vadember, 2021-09-08 20:08:12 [3123]
|
|
Előzmény: Kopirnyák, 2021-09-08 23:05:34 [3124]
|
|
Előzmény: vadember, 2021-09-08 20:08:12 [3123]
|
|
Előzmény: vadember, 2021-09-08 20:08:12 [3123]
|
|
Előzmény: frob, 2021-09-08 13:40:03 [3119]
|
|
Előzmény: frob, 2021-09-08 13:40:03 [3119]
|
|
Előzmény: Csikarc, 2021-09-08 17:18:25 [3120]
|
|
Előzmény: frob, 2021-09-08 10:35:38 [3115]
|
|
Előzmény: TBS-TEAM, 2021-09-07 21:48:36 [3108]
|
|
Előzmény: molnarfme, 2021-09-08 12:14:33 [3116]
|
|
Előzmény: frob, 2021-09-08 10:35:38 [3115]
|
|
Előzmény: frob, 2021-09-08 10:35:38 [3115]
|
|
Előzmény: Csikarc, 2021-09-08 08:22:33 [3113]
|
|
Előzmény: MoparMan, 2021-09-08 08:03:17 [3112]
|
|
Előzmény: Csikarc, 2021-09-08 07:54:27 [3110]
|
|
Előzmény: Csikarc, 2021-09-08 07:54:27 [3110]
|
|
Előzmény: MoparMan, 2021-09-07 21:36:10 [3107]
|
|
Előzmény: frob, 2021-09-07 07:22:04 [3092]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: Csikarc, 2021-09-07 21:17:10 [3106]
|
|
Előzmény: frob, 2021-09-07 07:22:04 [3092]
|
|
Előzmény: frob, 2021-09-07 10:14:03 [3094]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: frob, 2021-09-07 13:38:06 [3097]
|
|
Előzmény: molnarfme, 2021-09-07 11:25:33 [3095]
|
|
Előzmény: frob, 2021-09-07 07:22:04 [3092]
|
|
▲
◊
|




 )
)


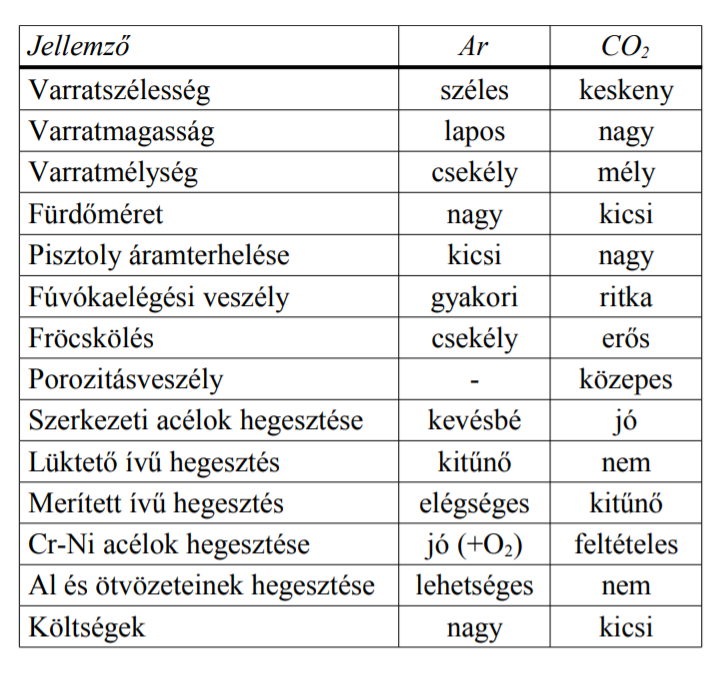
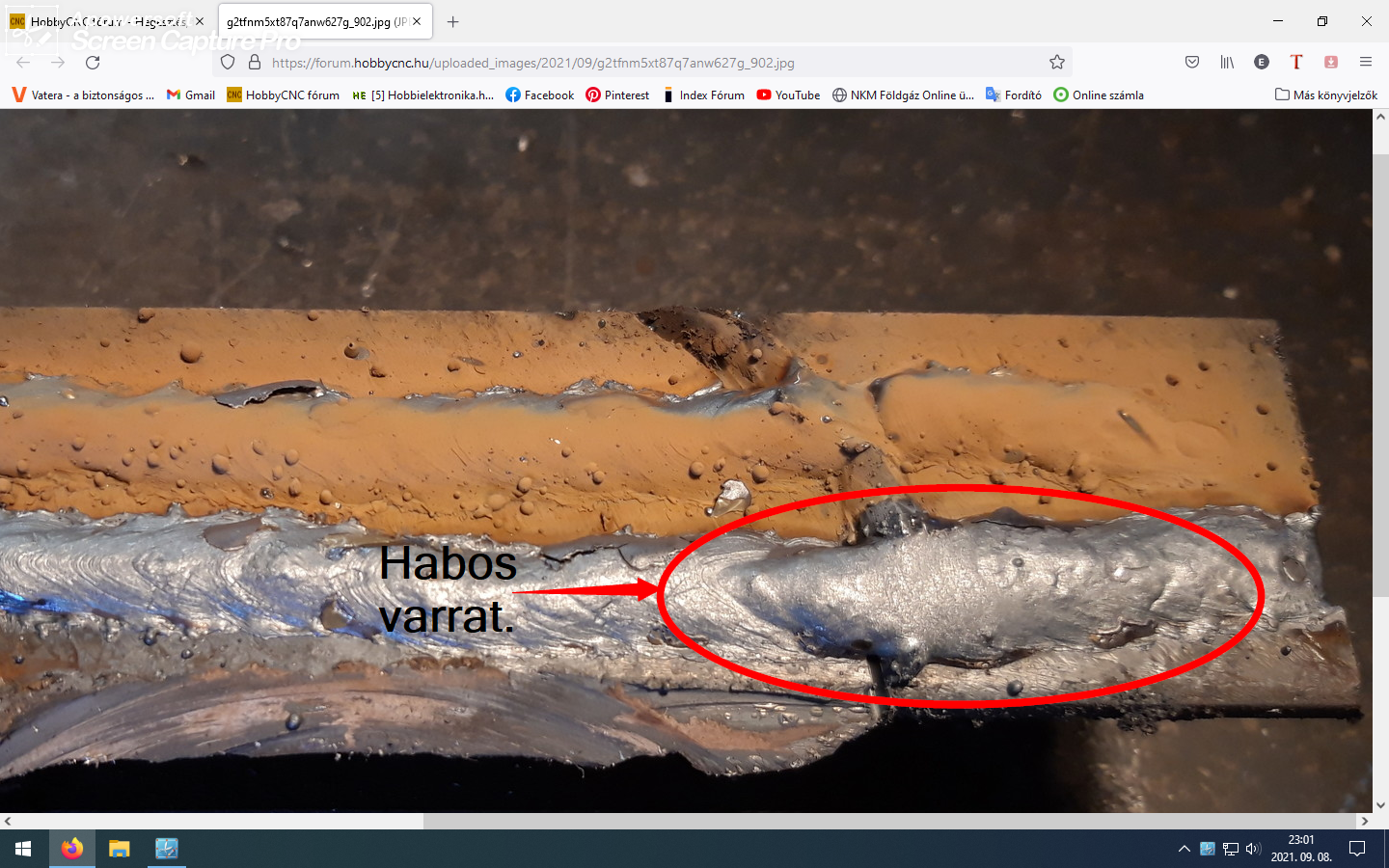
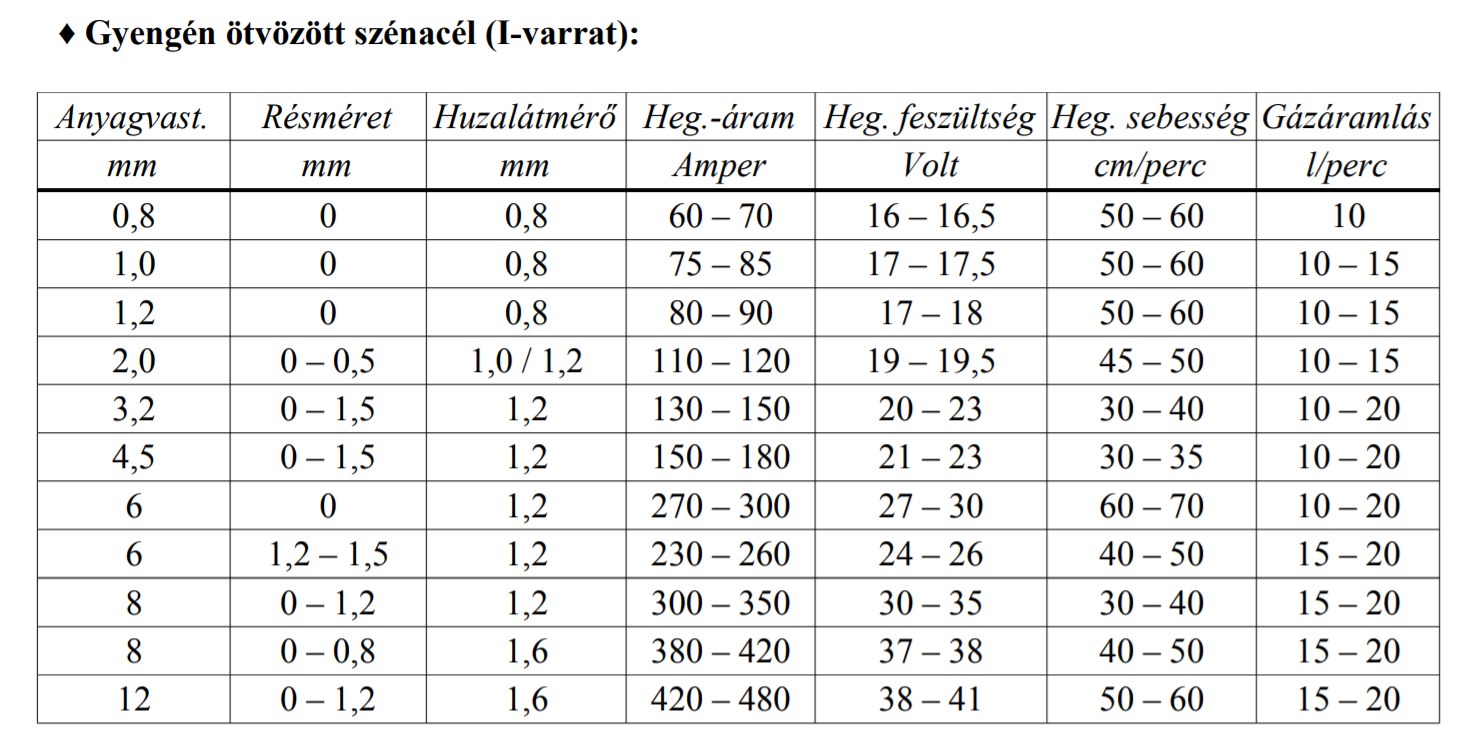
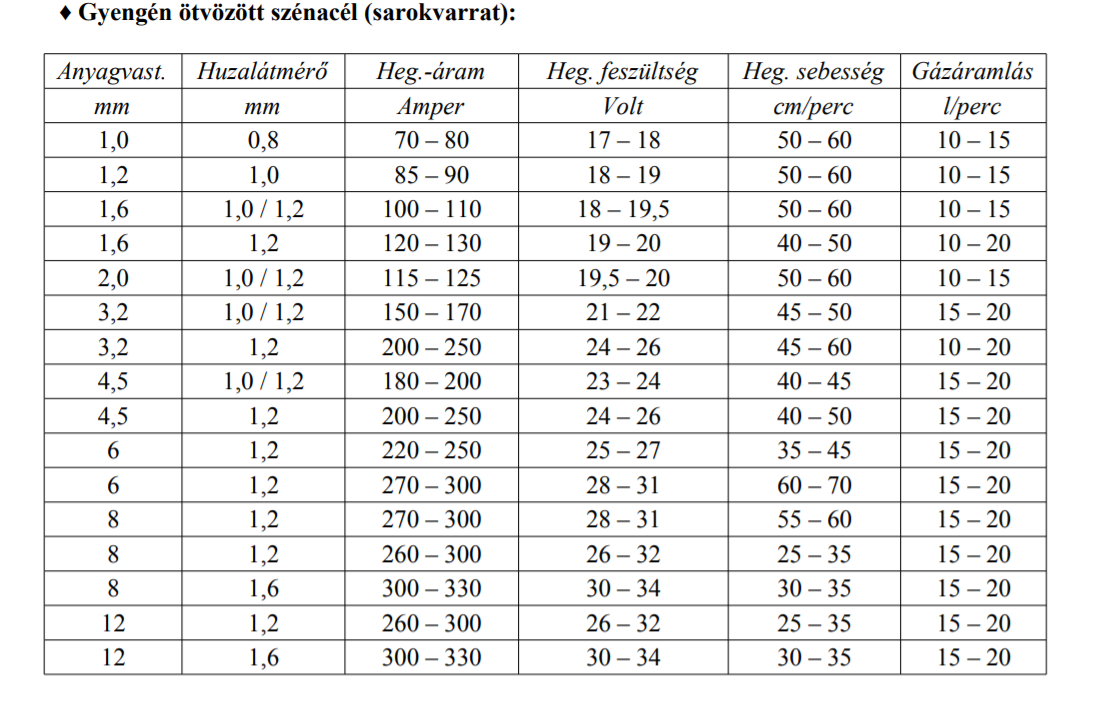
 ) Megbántam. Annyi bizonyos, hogy sokkal nehezebb megfelelően beállítani, mint egy hasonló teljesítményű inverteres CO2 gépet (használtam már olyat is alkalomszerűen), már csak azért is, mert azok a kici kínaiak, legalább a feszültség, és áramerősség kijelzést rátették az alap gépre is, így sokkal egyszerűbb a beállítás a mellékelt táblázat alapján. Mondhatom amit mellékeltek táblázatot az 95 %-ban használható, minimális utánállítással tökéletes beállítás érhető el, amit a magyar gépről nem mondhatok el, az adott (elnagyolt) táblázat szinte semmit nem ér. Igaz sikerült elérnem, hogy fröcskölésmentesen, minőségi varratot tudjak elérni, de kellett 1.5 hét kínlódás.
) Megbántam. Annyi bizonyos, hogy sokkal nehezebb megfelelően beállítani, mint egy hasonló teljesítményű inverteres CO2 gépet (használtam már olyat is alkalomszerűen), már csak azért is, mert azok a kici kínaiak, legalább a feszültség, és áramerősség kijelzést rátették az alap gépre is, így sokkal egyszerűbb a beállítás a mellékelt táblázat alapján. Mondhatom amit mellékeltek táblázatot az 95 %-ban használható, minimális utánállítással tökéletes beállítás érhető el, amit a magyar gépről nem mondhatok el, az adott (elnagyolt) táblázat szinte semmit nem ér. Igaz sikerült elérnem, hogy fröcskölésmentesen, minőségi varratot tudjak elérni, de kellett 1.5 hét kínlódás.