Ha csak a furat mérete a különbség az baj!!! Kicsivel lentebb lehet látni egy PB-s égőnek kinézőt! Ezzel próbálkoznék! Még próbáld meg ellenőrízni a tömítést, mert ha elfordul, a furatok fedni fogják egymást, és ha elég erős a meghúzás (hollanderé) akkor nem enged át eleget! A nagyobb testvérével (511) volt szívás. Ledobták, mondván hogy használhatatlan! Kiküldtem a "beszerzőt" a BÓTBA, hogy kérjen hozzá PB-s fúvókát! Adtak! Ugyanazt a tipust mint ami benne volt! Esküdtek, hogy az kell hozzá! Mérges lettem és rendeltem én magam! PB-set!!! Azóta ez a kevence mindenkinek!
Vicc volt , de ha csak egy lenne megvenném én . Egy régi öt kilós tűzoltó készüléket megvettem csak a szelepéért . Jó kedvem van , letudtam végre egy igen nemszeretem munkát , idén már nyugis lesz , habár van még , de az már csak játék inkább . Évek óta nem tudtam élvezni a "játékaimat" , tartanék pár hét szünetet . Lehet még a suzukit is elviszem vizsgára , megint meghosszabbította a vezér , már lassan egy évvel , de már ideje megoldani .
Nekem már le van tárgyalva a palack vásárlás az eladóval így köszönöm felajánlásod de nem élnék vele. Holnap inkább már a plazmavágóval foglalkoznék mert hétvégére minden vágó eszközt be kell élesíteni, hogy tökéletesen működjön no meg a sok lom között el kell vele valahogyan lavírozni az ajtóig.
Az igazi régi szakik még a dissoust is fejtették . Na azt még nem mertem megpróbálni ,de már nem is fogom , viszont több évig fejlesztőztem . Kell a negyven literes oxigén ? Kicsit kormos ,megégett a szelepe , lehet eladják
Köszönöm a megerősítést ! A gáztörvények nem az erős oldalam A 30 kilóst töltetni olcsóbb is fajlagosan . De magas fent van a súlypontja , borulékony ,gépestől . A 20 kilós tömzsibb ,csak vagy 20 éve nincsen nyomáspróbája , meg véletlenül levegőt ütöttek bele töltetként De van hőszigetelt hosszabbító slagom , összekötöm a rövid fejtőcsővel , és feltöltöm 50 bárra , mert a beletöltött oxigén annó eltűnt , megnézem hol szivároghat . Elfelejtettem rákérdezni mennyiért minősítenék át , pedig tegnap reggel töltettem .
Ha már itt tartunk, nem tudtok eladó Nitrogén és acetilén kis palackot? 1m3 nitrogén, 2m3 nitrogén törpe, 0.8kg Acetilén érdekelne.
Tudom, bérelni lehet, arany áron
Csikarc | 5045
2020-12-08 22:44:25
[2585]
Nem is írtam, hogy nagy "durranás" lenne az átfejtés. Az a palack nem hivatalos. Volt már benne argon is de most CO2 gáz van benne. De éppen e hétvégén akarok venni még oxigén-ecetilén palackot. Óccón adják és pár lityi még van is bennük.
Ilyen szerkezetem van. Régi gyártmány, de új állapotú és nagyon jó áron vettem. Ehhez vásároltam Pb égőszárat. Az oldal nem listázza, de van hozzá. Kinézetre megegyezik a sima acetilénes hegesztő égőszárral, csak a végén a furat más méretű.
Méretre, furatra kb a 4es acetilén megegyezik a 2-es Pb-vel.
Tényleg annyi a bajom, hogy ha csak 2-barra állítom az Oxigént, akkor könnyebben szabályozható a csappal a markolaton, viszont ha teljesen kinyitom akkor se jön át rajta annyi oxigén, amennyi a Propán égetéséhez kellene. 4-baron is az oxigén a szűk keresztmetszet, nagyobb a láng is, de cserébe nagyon nehéz beállítani.
A propán mennyiségét úgy állítom be, hogy először azt gyújtom meg, és addig nyitom, amíg a láng épp nem válik le az égőszár végéről, különben elfújja az oxigén rögtön.
" szóval azért át kell ezt gondolni rendesen.". No mondjuk én gyakran "szabályszegő" vagyok. A 20 kilós CO2 palackot felteszem az asztalra és egyszerűen (gondolkodás nélkül) egy árfejtő csövön átfolyatom egy padlón fekvő nagy oxigén palackba.
Elméletileg igen. Ha megrázol egy co palackot 40 fokban, szerintem nem érzed a lötyögést, mert túlhevített anyag van benne, ami viselkedésileg gáz-szerű, de a sűrűsége olyan, mint a folyadéké. Legalábbis ezt tanították . Azt hiszem így mindegy is, hogy melyik részét töltöd át másik palackba. Viszont átengedéskor hűlni fog a palack, szóval azért át kell ezt gondolni rendesen.
Ha a CO2 hőmérséklete eléri a 31 C fokot, akkor semekkora nyomás alatt sem lesz cseppfolyós.
Nem tudok mit kezdeni vele ,elfogadtam . Viszont akkor van ebből egy érdekes kérdésem . Szívesen töltenék kisebb palackot 30 kilós co ról . De ez macerás , fejre kell állítani mérni a kicsi súlyát . Hasonló a művelet a rendes töltésnél is . Viszont ha fentieket elfogadom akkor elég simán felmelegíteni a palackokat mondjuk 4o fokra ,és simán átengedni a gázt , és térfogatkiegyenlítés alapján kialakul a megfelelő töltet ? Erre most kíváncsi lettem .
jani300 | 12051
2020-12-08 21:26:08
[2578]
Feladom . Próbáltam utána nézni , de röviden számomra reménytelen . Ami a hegesztőt érinti az inkább a gőznyomás . Ha szobahőmérsékleten kb 50 bár alá megy a palack nyomása ,akkor készülni lehet cserére ,ez a fontos a gyakorlatban . Nem kell mérlegre tenni ,leszerelni a palackot a gépről . Antal Gábor is írt erről régebben ,akkor úgy éreztem értem
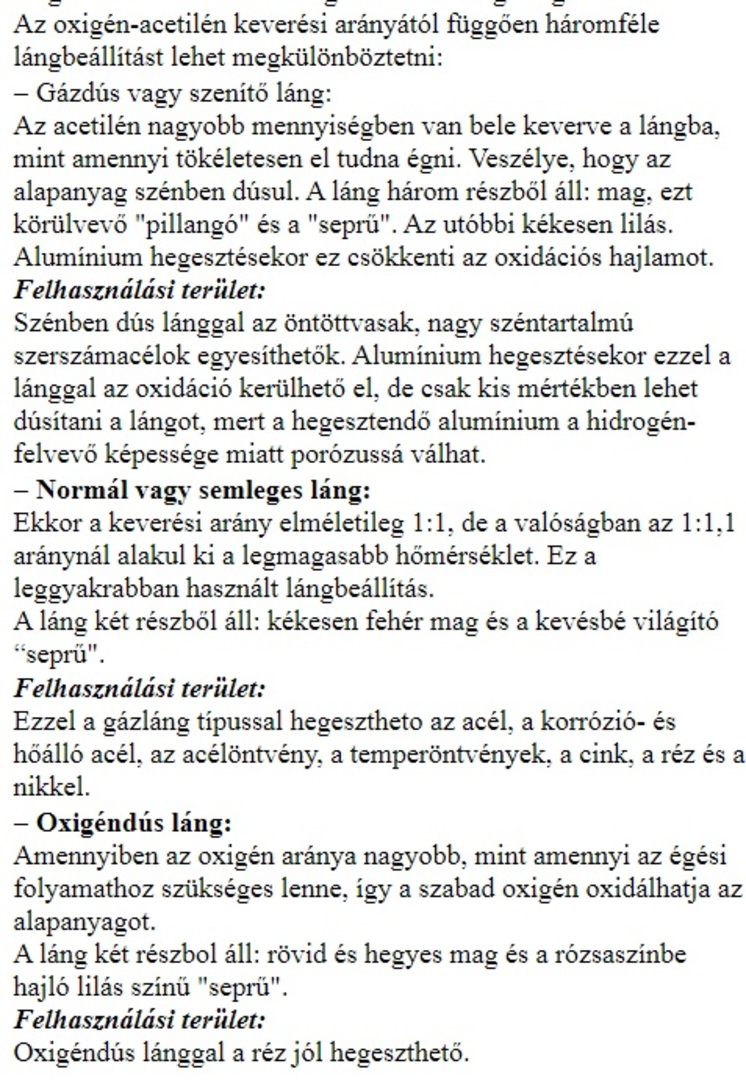
A SZÉN-DIOXID TULAJDONSÁGAI A szén-dioxid szobahőmérsékleten és atmoszferikus nyomáson színtelen, szagtalan, kissé savanykás ízű, levegőnél másfélszer nehezebb, nem éghető, kis reakcióképességű, nyomás alatt cseppfolyósított gáz. Már környezeti hőmérsékleten (kritikus hőmérséklete, azaz +31,06 °C alatt) nyomás alatt könnyen cseppfolyósítható kis sűrűségű, könnyen mozgó színtelen folyadékká, amely hirtelen nyomáscsökkentéskor (fojtáskor) szilárd hószerű anyagot, szénsavhavat képez, amelyből préseléssel nyerhetjük az ún. szárazjeget. Mivel hármasponti nyomása 5,185 bar, ennél kisebb nyomáson folyadékállapotban nem létezik, így a szilárd szén-dioxid nem olvad, hanem közvetlenül gázállapotba megy át, azaz szublimál. Vízben nagyon jól oldódik, az oldat kissé savanyú kémhatású, mivel az oldott gáz kis része kémiailag is reagál a vízzel, szénsavat (H2CO3) képezve. Nagyobb koncentrációban fojtó hatású. A cseppfolyós termék bőrfelületre jutása fagyási sérüléseket okozhat.
SZÉN-DIOXID PALACKOK ÉS BÜNDELEK TÍPUSAI Többféle kiszerelésben kínálunk CO2 palackokat a 1,5 és 2 kg-os, továbbá 5 és 10 kg-os kisméretű palackoktól a nagy 37,5 kg-os palackokig, ill. a 450 kg töltetmennyiségű bündelekig (palackköteg). A szén-dioxid tárolása és szállítása túlnyomórészt folyadékállapotban történik, környezeti hőmérsékleten, nagyobb nyomáson palackozva, vagy alacsonyabb hőmérsékleten, kisebb nyomáson, hőszigetelt tároló-, illetve szállítótartályokban (tartálykocsikkal). Az utóbbi esetben szokás a terméket cseppfolyós szén-dioxidnak nevezni.
Valami furcsaságot érzek a hozzászólásodban ,de nem értem igazán . Egy 7 literes palackba 5 kg co-t töltenek . Ha ez gáz állapotba menne mindenképpen 31 fok felett akkor a 150 bárrra hitelesített palack szerintem intenzíven elkezdené növelni a térfogatát . Egy negyven literes oxigén palack 6 köbméter gázt tartalmaz 150 bárnál . Ekkora méretű co palacknak 20 kg co a töltete . 31 FOK FÖLÉ KERÜLHET EGY SZÉNDIOXID PALACK HŐMÉRSÉKLETE SIMÁN NYÁRON ... Ha úgy van ahogy írod a hasadótárcsának működie kellene .
A vegyész agyam... A gázoknak van két kritikus paramétere, a kritikus hőmérséklet és a kritikus nyomás. A kritikus hőmérséklete felett nem lehet cseppfolyósítani. Ez a széndioxidnál 31 C. Táblázat Vagyis a palackban vagy cseppfolyós, vagy légnemű formában fordul elő. A kritikus nyomás alatt nem lehet cseppfolyósítani. A cseppfolyósításkor a kritikus hőmérséklet alatt, és a kritikus nyomás felett kell lenni.
Ha a CO2 hőmérséklete eléri a 31 C fokot, akkor semekkora nyomás alatt sem lesz cseppfolyós.
A táblázatban látszik, hogy a nitrogénnél ez -142 C. Ilyenek miatt nem megy a cseppfolyós metán (földgáz), a cseppfolyós hidrogén felhasználása. A PB itt található: Energiagázok Bele lehet mélyedni...
Töltőállomáson mélyhűtött tartályban tárolják a cseppfolyós széndioxidot . A mínusz húsz sem árthat neki szerintem . A sugárzó napsütéstől viszont védeni kell . De ! Tárolás , eldőlés ellen biztosítva , leszerelt reduktorral , felcsavart védősapkával . Csak úgy mondom
Sziasztok. Én is felvetnék egy kérdést. Most töltetett 40kg körüli töltetű CO2-es palack. (Nem sok fogyott el belőle.) Bírja a szabadteret és a fagyot? Mert most kint van szabad ég alatt. A tömege miatt nem sok kedvem volt eddig mozgatni. 100kg körül van, fogás meg nem nagyon van rajta. Ahogy néztem ezen a hőmérsékleten nincs túl nagy nyomás a palackban. A reduktor is rajta van. A palack és a reduktor is zárva.
kertész laci | 762
2020-12-08 18:43:02
[2570]
Biztosan ránézett az olajos kezére, nehogy segítséget kérj tőle....
Visszaégés után a pisztoly hűtésére minden asztal szélére volt akasztva egy vizes edényke. Kinyitott oxigénnel merítettük víz alá és soha nem mentek tönkre, mert az oktató közöttünk járkált és lendült a keze miután korrigálta a bakinkat! És ez nem okozott egyikünkben sem lelki törést!!!
Ok ! És hegesztővizsga nélkül még szállítani sem volt szabad a palackokat ! Ma mindenki tud mindent . még nem is olvas utána ,hát ez van , csak legyen legalább ötszáz méterre tőlem . Na még egy sztori 30 éve talán ? Kértem egy maszek ismerősömtől kis oxigént ,had töltsem meg az övéről az én kis palackocskámat . Mondta jó ! Na de volt egy esztergályos embere . Na az amikor meglátta mit csinálok ,világgá szaladt
Jó Az oxigénnel volt baja ha jól értem , annak a visszaégés gátlóját ha leveszi nagy gáz nem tud lenni . Ha nem szinte teljesen üres a palack . Egyszer durrant nekem vissza a dissous reduktorig , na ott nem kellet volna sehova sietni , szerencsére a palackba nem égett vissza , tudom mivel járhatott volna meg sem ijedtem ,de az biztos hogy szerencsém volt A kis lukas dissous meg amiről írtam nemrég . azt a mesterlövész lukasztgatta ,mert tűzben volt . Az oxigén palackot azt még merném úgy kormosan is használni , csak a szelepjét kéne reparálni
Értem én!!! De én még abban az időben tanultam hegeszteni amikor a kerek fuvókás Toldi volt a vágópisztolyok csúcsa, és a patronokat nem is ismerték!!! Vargával tanultuk a hegesztést és sohasem döntöttük romba a tanműhelyt!!!
Lenne egy képed/linked az MMG X11-ről? Mert amit én találtam azt nem használnám PB-hez. Főnököm is vett egy "mindentudó" hegesztőkészletet (tanulóknak kellett az okításhoz), de nem olvasták el a tájékoztatót, hanem a nagy nevű kereskedőre hallgattak! Aztán rám haragudtak amikor "mosolyogtam"!!! A mindkét gázhoz passzoló "öszvérek" nekem nem jönnek be! Vagy ez, vagy az de még nem találkoztam olyannal, ami mind a kettőnél kifogástalanul teljesít. El kell fogadni, hogy a PB-s hevítésnél sokkal nagyobb felületet kell melegíteni ahhoz hogy elérjük a kívánt hőmérsékletet. Lényegesen nagyobb a fej átmérője mint az acetilénnél. Még mielőtt bárki is elkezdené, hogy "de vágni is lehet PB-vel", szögezzük le: vágáskor elégetem az anyagot, hegesztéskor csak megolvasztom! A patronokat nyugodtan szereld le egy próba erejéig. Feltételezem, ha nagy durranás után sziszegő-fütyülő hangot hallassz, akkor nem elszaladsz, hanem villámgyorsan zárod a palackokat!!!
MMG X11 készletet használok keményforrasztáshoz, Oxigén és Propán gázokkal. Főleg klímát,hűtőgépet csináltam eddig, de volt már hogy réz hidraulika csövet kellett javítani vele, ilyesmik. 26x1,5os rézcső és alatta.
A markolathoz van gyári 0-1-2 méretű Prop. égőszáram, ezeket használom.
Igazából 2 kérdésem lenne, ami lehet összefügg.
1. A markolat oxigén állító csapja nagyon érzékeny. Ez azt jelenti, hogy egy nyolcad fordulatot se kell hozzá nyitni. Nagyon könnyű elfújni vele a lángot olyan érzékeny, viszont a nyolcad fordulatnál kb. el is éri az áramlás maximumot, onnan hiába nyitom tovább, nem jön több gáz. Az Oxigén már 4 barra van állítva, a propán 0.5-re. Azért vettem ennyire fel az oxigén nyomást, hogy át tudjon jönni elegendő belőle, amit kíván a propán, merthogy propánból már 0.5bar-on is több mint elég át tud áramlani. Nyilván minnél nagyobb teljesítményt szeretnék a gyors melegítéshez.
A rendszerben új 6.3mm-es tömlők vannak(kb 4 méter), és GCE BaseControl új reduktorok.
A Nyomásokkal van valami gond, vagy minden markolaton ennyire érzékeny az oxigén kezelő csap? Ez csak azért gond, mert azt vettem észre, nagyon kevés a különbség a látszólag jó, és a tényleg jó oxigén beállítás között, csak a hangján hallani épphogy. Ellenben ha kevés az oxigén, 16mm és felette szinte sose melegszik át a cső rendesen, pedig látszólag jó a láng beállítása.
2. A reduktorok és a rájuk szerelt 3 funkciós visszacsapás gátlók gyakran cicergő hangot hallatnak, amikor áramlik rajzuk a gáz. Ez mitől van, és normális?
Nekem sem tanították, nem szakmám csak önképzésen vettem részt.19 évesen elmentem dolgozni a Közmű és Mélyépítő Vállalathoz. Ott megkérdezték, hogy tudok-e hegeszteni. Bátran válaszoltam- IGEN! No akkor ott a barilla és toljad magadnak! Akkor kezdtem el a lakatos szakmát... a többit meg hasonlóan később.
Érdemes ebből levizsgázni, ez már nem a hobby kategória, Láttam és hallottam is már egy-két meredek dolgot, itt a fórumon is lánghegesztésből, lángvágásból.
Sokan fel fognak még robbanni. Az van, hogy addig amíg az elkövető robban, addig semmi baj, de ha más áldozat is van, az már szomorú.
Köszi, na utána lesek... de mostanában többnyire idő gondjaim vannak.... és pont a szépségekre nem jut idő, mint pl ilyen elektronikát készítsek, pedig van mellettem stm32 panel is de lassan ellepik a porcicák :D
természetesen érdekel, és utána is fogok olvasni, így vagy majd egyszer csinálok egy nagyon tuti gépet, vagy ezek alapján tudok választani egy nagyon jót amivel azonnal dolgozhatok...
mert mint mondtam nem sokat hegesztek, évi 5-6 15kg tekercs huzal ha elmegy, de azért ez már egy kis gyakorlatot, ha ezen valami "csoda" masina még javít öröm és boldogság



 . Azt hiszem így mindegy is, hogy melyik részét töltöd át másik palackba.
. Azt hiszem így mindegy is, hogy melyik részét töltöd át másik palackba.