Én is szemesültem ezzel, és ahogy dezsoe írta szépen végrehajtotta a kódokat, és már a megjelenítésben is látom a logikát. Mivel azonban saját magamban nem voltam biztos, először úgy állítottam be a Z munkadarab eltolást, hogy az anyag fölött dolgozzon a szerszám. Volt, hogy hibáztam, volt, hogy nem, de emiatt eddig minden munka jól végződött. Demó mód: Én a lakásban kényelmesen letesztelem a demó verzióval a megírt programot, és ha minden rendben, a kis műhelyemben a teljes verzióval végrehajtatom. Nem emlékszem, hogy lett volna különbség, szerintem nem is lesz.
Ha a mellékelt képen levő eredmény a cél, akkor jó a kód. Az UCCNC nem jeleníti meg a G52/G92 eltolásokat, de jól hajtja végre. Demóban úgy tudod ellenőrizni, hogy bekapcsolod a gépi koordináta megjelenítést és akkor látod a koordinátákból, hogy hol köröz.
Valaki fel tudna homályosítani a következő problémával kapcsolatban? Már sokadjára próbálkozok a G52 eltolással illetve az M98-al,de egyszerűen nem akar összejönni.
Arra már rájöttem,hogy ha nincs a G52 előtt G0 vagy G1 180° elforgatva jelenik meg a szerszámpálya megjelenítőben. Gondolom(mivel csak demó módban futtattam),hogy élesben is így működik.
Igazából ami a problémám,hogy vagy valamit nem jól írok,vagy nem értem,de a kódnézőben csak egy pálya látható,és ha elindítóm akkor is csak ezen a pályát mutatja.
Írtam egy egyszerű példa kódot de ezzel sem működik. Én bénázok el valamit,vagy kihagytam esetleg valamit amitől nem jó ?
Egy kollégám unszolására a "Run from here" funkcióról érdeklődnék. A doksiba nem igazán találtam a működéséről pontos leírást.
A tapasztalataink szerint az adott sortól való futtatás nem vesz semmit figyelembe az előtte levő sorokból.
A kolléga ipari gépekhez van szokva és ott lehet választani lehetőséget, hogy ténylegesen csak az adott sortól fusson a program (interlock funkció), vagy előtte végigszaladjon a program elejétől és beolvassa pl. a szeszámkorrekciókat, majd a tényleges mozgást csak az adott sortól végezze.
Állítólag munkadarab javításánál nagyon hasznos funkció lenne ez utóbbi.
Bocs | 273
2018-11-26 22:40:33
[6114]
Szia Csaba!
Ismét köszönettel tartozok. Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak. A függvénytáblázatos történet már eszembe jutott, de gondoltam számítson a számítógép. Nos így majd én is számolgatok. Könnyebb így, hogy biztosan tudom, hogy ezen a módon nem megy. Megy másképp.
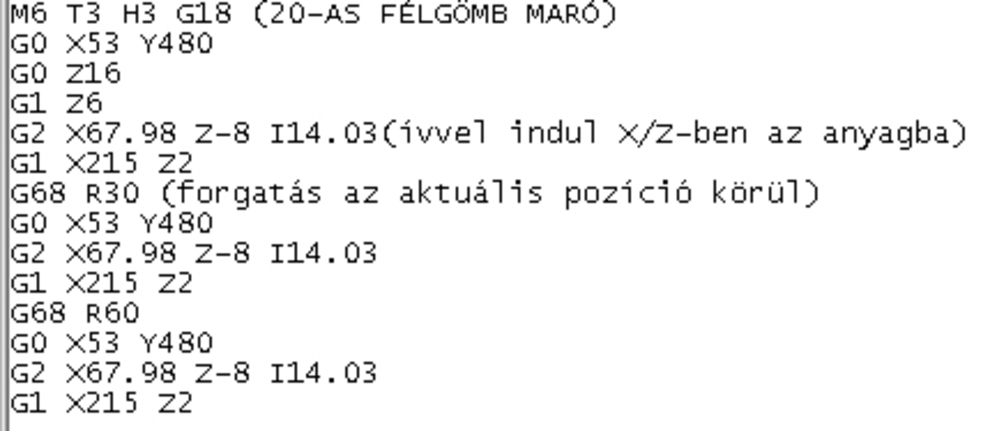
Sajnos, a forgatás és a G18/G19 egyelőre nem megy egyszerre, úgyhogy két lehetőséged maradt. Vagy kiszámolod az elforgatott ívek koordinátáit és használod a G18-at, vagy legenerálod az ívet G1-ekkel a G17 síkon és akkor használhatod a forgatást. (Az első lehetőséget megoldhatod M98 szubrutinnal is, kódban tudsz változókkal szögfüggvényeket is számolni. Lásd: a kézikönyv 4.2 fejezetében.)
A rohanásban nem volt időm normálisan feltenni a Gkódot, ez a fórum által előírt megoldás. (01.txt)
Közben a Cimcoban rendesen működik, tehát nem butasággal próbálkozom. Szeretném kérni a nálam sokkal okosabbakat (ezt szó szerint értem), hogy ha van erre megoldás, írják meg! A Rajzok, Gkódok topikban is leírtam, hátha van kedve valakinek gondolkodni rajta. Persze lehet CAM-elni is, de ilyen egyszerű dolgokat én legalábbis gyorsabban megírok kézzel.
Szeretném frissíteni az UCCNC-t a legutolsó verzióra. Le kell elötte szedni a régebbit? Mit tegyek hogy az axis i/o és egyéb beállításaim megmaradjanak?
Van egy Plugin a 1.2047-es ben. Az XHC HB04 pendant.
Ennek az újabb verziója a WHB04B, működhet ezzel is? A HB04-el működik, azt tudom.
Bocs | 273
2018-11-24 09:32:00
[6105]
Szia Csaba!
Mennem kell dolgozni, de ez fontosabb számomra. Bocs, ha pongyolán fogalmaztam. A hibajelzést értem. (Érdekes, hogy a Haas eszterga is néha ugyanezt csinálja és újra kell indítani.) A lefagyással kapcsolatban a számítógépre vagy a Cnc-re gondolsz?
A G-kóddal kapcsolatban az UCCNC leírásában is olvastam, meg Te is figyelmeztettél valakit rá: - Hibát eredményez, ha: – A forgatás parancs kiadásra kerül amikor nem a G17 (XY) sík van kiválasztva, illetve ha a G18 vagy G19 sík kerül kiválasztásra amikor a forgatás aktív. - Én meg pont ezeket csinálnám, mert az ív miatt XZ sík kellene, a koordináta forgatás miatt meg XY. Bénázok a beszúrással... Köszönöm!
1. Az UCCNC nem zárt hurkú vezérlést használ, tehát az enkóder jelek nem a programba érkeznek. Ha van enkóder a motoron és be is van kötve valahová, akkor valószínűleg olyan vezérlőd van, ami azt fogadja. Ha túlhajtod, arról az UCCNC nem tud. Tudhatna, ha be lenne kötve az esetleges vezérlőd hibajele. Kicsit több információ kéne... Az, hogy kézzel hajtod vagy MDI-ből, az teljesen mindegy: be van állítva a maximális sebesség, amit akár kézzel, akár g-kóddal el tudsz érni.
2. A gépeden kell szétnézni, mert ilyen jelenségről nem tudok. Valami megfogja a programot.
Lenne pár kérdésem, amiben játszik az Uccnc szoftver. 4,5 Nm-es enkóderes léptetőmotorok dolgoznak. Szépen futnak, de feszegetem a határait, hogy megismerjem, ezért "kézi" gyorsjáratban előfordul, hogy hibajelzéssel megáll valamelyik. Ez természetes. Azonban olyan is történik néha, hogy az MDI-s gyorsjárat során "normális sebességnél" a motor leáll, a számláló viszont megy, mintha menne a léptecs. Ilyenkor motortáp kikapcs, bekapcs, referenciapont felvétel és mehet tovább. Valami nem stimmel az enkóder jellel? Le tudom ellenőrizni, hogy figyelembe veszi-e az enkóder jeleit? A leállást okozhatja valami gyenge jelátvitel vagy nagy ohm értékű ellenállás a motorvezérlőnél? Megjegyzem előbb-utóbb szükség lesz nagyobb léptecsekre.
A második kérdésem az lenne, hogy mitől fagyhat le a szoftver? Nem gondolom, hogy benne van hiba, valami kapcsolati hibára tippelek. A tünet az, hogy beállítás, próbálgatás (program, bemérések ellenőrzése, ilyesmi) ritkán, de előfordul, hogy nem nyílik meg a bal kézi vezérlő ablak, MDI-be nem lehet írni, csak a virtuális reset gomb működik. Reset után pár másodpercig működik, majd ismét kezdődik. Olyan is volt, hogy a laptop újraindítása oldotta meg.
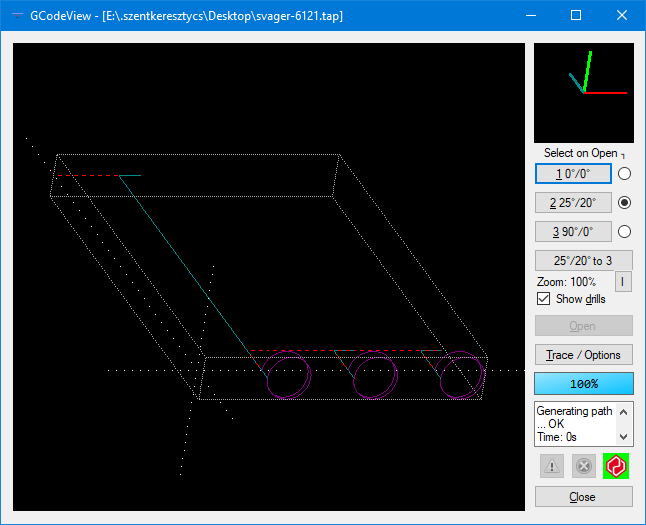
A harmadik kérdésem, hogy a képen látható sugaras kiosztást hogy lehetne leprogramozni? A szerszámpálya X-Z-ben van, és G3 is van benne, ezért a G68 ABR nem működik. Mármint a G18 miatt. Fapadosan meg tudom oldani, de az elv érdekelne, hogy tanuljak belőle, esetleg mások is hasznát vegyék.
dezsoe | 2919
2018-11-21 10:26:14
[6102]
A gépi koordinátákat csak és kizárólag a home-olás tudja megváltoztatni, minden ahhoz képest történik. Nem a vezérlődtől függ, hanem attól, hogy a home paraméterek hogyan vannak beállítva. A G54-G59 munkakoordináták ehhez képest vannak eltolva, azok megváltoztathatók.
Normál esetben a tengelyeken valahol, praktikusan az egyik végén van egy home érzékelő és a bemenete be van állítva. A home művelet indításakor a tengely elindul az érzékelő felé, ha megtalálta, akkor lejön róla. Amikor lejött az érzékelőről, akkor írja be a home offset értékét az adott tengely gépi koordinátájába. (Feltéve, hogy be van pipálva az auto set.)
A teszt verziókban már van egy back off érték is. Annyiban más ilyenkor a művelet, hogy ha lejött az érzékelőről, akkor még ennyit mozdul és csak azután írja be az offset értéket.
Ha nincs érzékelőd (vagyis nincs beállítva a bemenete), akkor a tengely pillanatnyi helyzetében írja be az offset értéket. Ez nem javasolt.
Szia! Nekem is pont ugyan ilyen vezerlom es motorom van, ha arra vagy kivancsi, hogy tudja a gep hogy a motor tenyleg hol tart, akkor a valasz, nem. Ezt az erteket csak a home fogja nullazni. Amugy azert vettem encoderest en, mert mar elotte sok sima motrot lattam, hallottam. Szerintem sokkal halkabb, es ha valami torik esetleg neki megy, akkor megall. /nem ugy mint az egyik kollegamé, ami csak adja ki a jeleket es ha torik ha szakad az elmegy addig:)
Azt szeretném kérdezni, hogy a tengelyeknél ahol mutatja a koordináták értékét. Azokat az értékeket honnan veszi a gép? Kimondottan a Machine koordináták értéke érdekelne, hogy hogyan íródik be.
Függ e attól, hogy milyen motorvezérlő van és milyen motor a tengelyen? Nekem HSS86-os encoderes vezérlő van és 86HSE8N léptető a gépen.
exup | 636
2018-11-20 19:02:56
[6099]
Amit linkeltél az nem CO lézer. Az szerintem 3.5w körüli dióda lézer. Más is vett ilyet és annyi volt Tehát elég kitartónak kell lenni, hogy 5mm-t elvágj vele. PWM jelet ad ki 5V-ot ad ki szaggatva a kitöltési idővel, attól függően, hogy 0-255 között mekkora értéket adtál M10 kóddal.
Tyűű de köszcsi a válaszokat! Amúgy nem akarok nagyon belemerulni CO lézerbe de valami ilyen kis szarral lehetne vagdosni azért nem 3-5 mm farostlemezt. És ez a TTL vagy analóg, ez miez, mármint értem, hogy mi csak az uccnc hogy kulonbozteti meg?! Vagy bizonyos frekvencián szaggatja vagy mint egy "dimmer" piszkálja a fényerőt?!
exup | 636
2018-11-19 23:22:20
[6097]
Mondjuk én akkor is kiszedném az M3 dolgot. Mi van akkor, ha egy projekten belül marnék és lézereznék is? Volt már rá alkalmam. Nyilván megoldom enélkül is. Csak nem értem mi ebben a biztonsági megoldás. Meg ez csak költői kérdés volt. Nem várok választ rá tőled
Igen, ahogy exup is említette, lehet. De! Egyrészt csinálj valami takarást a lézernek, mert ha marsz, akkor összeporozza, ami nem tesz jót neki.
1. A lézert a lézer kimenet vezérli, amihez az M3 kell, mint engedélyező jel. Ezt már sokszor leírtuk, biztonsági megoldás. Mivel egy gépen több profilod is lehet, csinálsz a lézernek és a marónak egy-egy külön profilt, a lézeresben nem adsz meg főorsó kimenetet, így nyugodtan ki lehet adni az M3-at, nem fog elindulni a főorsó. Ahogy exup is írta, ez a modul csak az asztali lámpával együtt 15W-os, erre figyelj.
2. Z tengellyel nem lesz semmi gond, nem zavarják egymást. Sőt, ha ügyesen csinálod, fel is tudod használni fókuszáláshoz vagy felületkövetéshez.
3. lásd fentebb. Olyan kódot kell generálni, ahol a lézert az M10 kapcsolja be 100%-ra, M10 Qnnn tudja 0-255-ig az erősséget állítani (tehát nem M3 Snnn), M11 kapcsolja ki.
Én is használok lézert. A maró motorra van rászögelve. Egy másik kimenet van használva. Valóban máshogy kell postprocess rá. Mivel az M10 és M11-et használ. Ha külön nem tudod a főorsót kiiktatni, akkor sajnos elvileg elindul, mivel az M3 kód mindenképp kell hozzá, hogy a lézer M10-re induljon.(Ami nem értem, hogy miért?) A linkelt lézer mellesleg úgy 15W, ahogyan én is
Sziasztok! Azt szeretném megkérdezni, hogy lehetséges-e megoldani azt az uccnc vel, hogy a jelenleg tökéletesen működő 3 tengelyes gépem-re egy lézet is szeretnék rátenni.
3. Főorsó is menni fog, vagy majd másképp kell postolnom a kódot gondolom?!
Élhető e szerintetek ez így?!
Hasonló lenne amire gondolok.
https://www.youtube.com/watch?v=3laSYjA2H3Y
Köszi előre is a segítségetek! Lézerrel nagyon nem vagyok tisztában
dezsoe | 2919
2018-11-18 19:43:23
[6093]
Nem tudom megmondani, hogy pontosan mennyit bír, viszont akkor nem létkérdés, hogy be legyen dugva. Próbáld ki nélküle. De én inkább a motorvezérlőkre gyanakszom.
UC 300 tápja annak a képnek a jobb szélén van amin a sorba kötött tápok vannak.
Végiggondolom amit írtál. Igazából lehet, hogy túl van terhelve a 4-es kártyán a táp, bár nem tudom mekkora terhelést bír el. Azóta csinálja a hibát amióta ráraktam az osztó áramkört ami az encoder jelet osztja. A 4-es kártyáról az encoder kap tápot kb. 150mA, egy darab DS26C32 vonalvevő/meghajtó, és most még ráraktam két darab CD4040BE számlálót.
Még két dolog. Köszi a képeket, így egyszerűbb. A másik, hogy nem kritikának szánom, de nem ártana a kábelezést rendbetenni, mert egyrészt nem átlátható (neked is macerás megkeresni valamit), másrészt sok zavart össze tud szedni egy ilyen gombolyag.
Ha jól látom, akkor a motorvezérlőket két sorbakötött táp látja el. Az UC300 tápja nem látszik a dzsungelben.
Két dolgot néznék meg. Az egyik, hogy bekapcsoláskor mennyi feszültség érkezik a motorvezérlőre, és ez időben hogyan változik, mert x idő elteltével jó lesz a rendszer.
A másik, hogy a rendszert úgy indítod el, hogy az UC300 ne kapjon tápot, kivárod a "magáhoztérési" időt és csak utána adsz tápot az UC300-nak. Ha így rögtön jó, akkor a motorvezérlőkkel lesz valami.
Még valami. Van-e valamilyen oka, hogy a step/dir párosok így szét vannak szórva? Nem mintha baj lenne, de ha a 2-es vagy 3-as porton összegyűjtenéd őket, akkor a többi csatit le lehetne húzni a teszt idejére. Gondolok itt arra, hogy ha UC300 táp nélkül indítod el a gépet, akkor nehogy valamelyik bemenetről parazita tápot kapjon, mert úgy bizonytalan az indulása.
A 4-es kártyáról elviszed az UC300 5V kimenetét (26-os láb). Azt mire használod? Ugye, nem terheli nagyon az UC300 belső tápját?
Csinálj már egy jó képet, légy szíves, amin az egész vezérlés rajta van, hogy mi hogyan van kötve. Hátha támad valami jó ötletem... Tápra gyanakszom, egyébként, de jó lenne látni az egészet.
Ma bekapcsoltam a gépet a jelenség fennállt. Csak JOG-ba mozgattam meg, de nem volt ok. 10 perc múlva visszamentem akkor meg már jó volt. A kettő közt nem csináltam vele semmit.
Nem hiszem, hogy programhiba. A műhelyben most elég hűvös van 10-12 fok. Okozhat e ilyet bármelyik elektronikában a hideg? Mozgásvezérlő, léptetőmeghajtó. Miután egy ideje be volt kapcsolva és bemelegszik, akkor meg jól működik?
A softlimits file precheck. Azt csinálja, hogy ha be van állítva a softlimit, akkor nem hajtja végre a műveletet, ha a g kódban elérné valahol a softlimit értéket?
frob | 2249
2018-11-16 18:39:26
[6083]
igen megy tökéletesen! uccnc és ez nagyon szuper páros!!
Megallas alol kivetel menetvagas/menetfuras ciklus. Masnal nem vettem meg eszre. Tehat ha elotolas szabalyozas funkcioval bir, letekered a szazalekos erteket nullara, megall a mozgas. Illetve "probalkozaskor", akar 1.000 (ezer) szazalekkal is tudod novelni a programozott elotolast. Gyorsan, kezikerek fordulatszamatol fuggoen.
Szia. Érdekesen alakul a dolog. Ma megpróbáltam a szkóppal ráakaszkodni a jelre. Bekapcsolás után homoláskor a jelenség usmét fellépett.
Nyomtam jogot akkor is. Akkor eltelt kb 2-3 perc míg a szkóppal megtaláltam a megfelelő lábat. Ám ekkor menyomva a jogot már jól működött. Na most tényleg nem tudom hol a hiba. Kontakthiba?
Még nincs semmim, de ajánlásra szemezek az uccnc-vel. Lehet ethernetes is, ha azzal megoldható. Amúgy is azt javasolták, több funkciót tartalmaz. Még csak nagyon felületesen foglalkozom a vezérlő választással. Főleg a futás közbeni előtolás állítás és nullára való "várakozásos megállás" ami jó lenne. Amit linkeltek kézikereket, szintén szimpatikus lenne.
Svejk: ahogy írták, pl. haas gépeken így van megoldva.
Nekem ilyen tekerentyűm van, ezen minden általad szükséges funkció elérhető...
nagyon imádom, főleg hogy lustaság miatt, még nem készítettem szerszám bemérő érzékelőt, ezzel számomra elég pontosan oda tudok állni a marandó felülethez...

 . Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak.
. Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak.