Szia! Holnap megnézem, lehet, hogy valamit elkötöttem?? Mert eddig ment az X ezekkel a beállításokkal, de tegnap kapott még egy vezérlőt az egység, és átkötözgéltem az egészet. majd megírom, hol bénáztam.
Elmondásod alapján az X beállításai nem jók. Biztos, hogy jó lábra adod ki a jeleket? A leválasztó (ha van) továbbítja a step jeleket? Az X elektronika működik?
Sziasztok! Slave axis üzemmódban használnám a gépem. X tengelynél bejelőltem, hogy az A vezérlőt használnám, a beállítások ugyanazok tehát X-nek és A-nak együtt kéne menni, de csak az A motor megy. X-nél csak tartás van, két ugyanolyan motorral és vezérlővel. Ha viszont none-ra állítom az X tengely beállításánál a Slave axist akkor, semelyik sem működik, se az X, se az A.
A többi Y-Z mennek rendesen. Mi lehet a gond??
dezsoe | 2919
2018-10-15 19:38:19
[6020]
Ugye, hogy tudod a megoldást?
Ha megvan a magasságmérő protokollja, akkor nincs technikai akadálya.
Az is lehet hogy már valaki kérdezte, de meg lehet oldani hogy pl soroson ofszet értéket írjak be?
plasma topicban gondolkodtam és mivel inkább ide való... szóval lézeres magasságmérővel bemérem az anyagot és a korrekció értékét jó lenne beírni, hogy lehet ezt megtenni uccnc ben? gondolom virítani kell egy makrót, amit minden ívgyújtás előtt le kellene futtatni...
dezsoe | 2919
2018-10-10 20:38:28
[6018]
Szia!
Van nálam valamilyen Mach3-ról módosított, de utána kell kérdeznem, hogy az jó-e neked.
Nekem a 2017screenset-el nem indul el az uc300eth 4551m. Gondolom nem volt még a fejlesztéskor. A default screent használom. Dezsoe kolléga ez halvány jelzés arra, hogy nagyon várom a találkozón látott új fejlesztést az UCCNC-hez
dezsoe | 2919
2018-10-10 09:51:26
[6014]
Ha a szolga tengelynek külön home érzékelője van, akkor a program a referencia felvételekor kiegyenlíti a hidat.
Sziasztok kérdés hogy lehet megoldani, hogy mondjuk 2 X tengely egyszerre szinkronban hajtsa és amikor végállásra járatom akkor is egyszerre indítsa meg, de a végállások miatt külön kezelje Plazmás topicba linkeltem egy videót, abban tök jó ötlet van hogy úgy állít derékszöget, az elektromos tengelyen, hogy az egy tengely amely mindkét oldalon motorizálva van és van végállás. Így ha elmászik valamiért is a tengely akkor, egyszerűen csak végállásra járatva minden helyen van...
Megjött az uc300eth magom és tesztelem mindjárt az uc300eth 5441m panellal. Remélem a license is megjön még ma Eddig simán ment minden.
frob | 2250
2018-10-05 07:31:35
[6008]
Nos akkor még ha az uccnc-t is használnád ezt csak makrókkal tudod elérni... egyébként pl az arduino pont röhögve ellátná a feladatot, de mondjuk egy omron kis plc, kb mindegyiknek van már nagy sebességű kimenete nem is egy, bár kijelző csak a legkisebbeken van áttételen keresztül egy léptető is viheti a pozícióba állást, főleg ha érzékelőre állás a cél. Gondolom a csavarozó szerkó az megvan, azt csak vezérelni kell... stb, de tényleg nem ez a topic amiben ezt ki kell tárgyalni
Csavart akarnak behajtani egy alkatrészbe, de még nem is láttam, hogy néz ki az alkatrész vagy a késztermék.
Csak annyi, hogy hatlap fejű, és a megálmodó egy rugós kupplungal akarja megoldani.
Körasztal beforog és megközelítjük a dugókulcsal a csavart, 3-5mm t megnyomjuk a rugót és forgatjuk lassan, amíg pont nem ugrik be a dugókulcs a helyére mármint a hatlapra.Ekkor jelezne egy optika és a csavart max sebességgel betekernénk, majd alsó végálásnál megáll, folmegy, korasztal beforog.
Nekem is csak ennyit mondtak, de simán megoldanám ezt, de ha benyögöm, hogy kell 2 hajtás, mondjuk seidel, beckhoff vagy promicon meg 2 szervó plusz ehez egy s7 vagy inkább PC twincat-el akkor kigúvadna a szeme a kuncsaftnak szerintem:D
Ez valami asztal mozgatás vagy ilyesmi és egy tengelyt erre szeretnél használni?
Mert ha igen, gondolom egy makró meg tudja oldani az ilyen jellegű problémát.
sztem a probléma az volt hogy a gondolatod azon részét írtad le hogy mivel gondoltad megoldani, de a feladat nem került leírásra, így mindenki elvérzett plc mozaikszón
Ez így van. Csak a probléma leírásából nem derül ki, hogy ez egy állandó kütyü lesz, amit egyszer kell beállítani és az idők végezetéig ugyanazt fogja csinálni, vagy pl. egy kameramozgató, amit minden fotózáshoz újra be kell állítani.
Nem egészen, ugyanis évszázadok óta létezik egy csodálatos analóg paraméter memória, úgy hívják potencióméter. Nem kér kenyeret, filléres eszköz, szinte örök életre a stabil adattartalmat biztosítja, és ha okosan bánunk vele, 1 másodperc alatt átállíthatók velük még a fix logika fő paramétrei is.
Abban igazad van, ha gyakran változnak a logikai feladatok is, akkor már érdemes áttérni valami rugalmasabban programozható eszközre.
A feladat egyáltalán nem olyan egyszerű, mint amilyennek kinéz, feltéve, hogy CNC vezérlővel akarod megoldani. Ráadásul a nehézség pont nem a bemenetek kezelésével van, hanem a mozgásokkal. Milyen g-kóddal és hogyan definiálnád azt, hogy "forgás gyorsítás lefelé tovább"? A g-kód nyelvezete arra van kitalálva, hogy egy mozgás indításakor tudod, hogy mi a végpont és tudod, hogy milyen sebességgel kell azt elérni. (Jobb esetben azt is tudhatod a sebesség helyett, hogy mennyi idő alatt kell odaérni, de az még a jövő zenéje.)
Ahogy az előttem szólók már mondták: jobban jársz egy Arduino-s cuccal. Az sem rossz, amit Robsy írt, csak az az egy hátránya van, hogy ha holnap kiderül, hogy kicsit máshogy kell mozogni, akkor újra kell tervezni, míg egy Arduino-val csak a programot kell módosítani.
Sziasztok! Biztos volt már, de egy kis irodalmat tudnátok megosztani velem, először kínlódok vele én és ha nyűgöm van utána részletezném a mondókámat! A kérdésem annyi, hogy /nem marogép vagy eszterga/ mozgatom kéne 2 motort, egyik forgat másik fol-le mozog, mind a 2 nek egy cikluson belül más lesz a sebesége is, plusz ami a lényeg, hogy pl. induktívra vagy valami optikai meglétre kéne várni és utána mozogni. Gondolom simán bekötöm mint bemenet de utána?! Gyorsan a mukodés 1.start gombra-forgás indul elindul lefelé 2. #1 optika megléte után forgás gyorsítás lefelé tovább 3. #2 optika meglétéig teszi ezt. 4. #2 opt. forgás megáll- indul föl
Ennyi nagyon-nagyon leegyszerűsítve. Gondoltam belerakok egy !LOGO-t azt kész de akkor meg a motorvezérlővel nem tudok, hogy komuniálni. Az ilyesmit, hogyan kéne megoldani?!
Magába a programba beleirkálom?!?! start>>wait for I2>>forog lemegy>>wait for I3 after stbstb....
Megköszönném ha valamerre ellöknétek csak a jó irányba
Köszöntem szépen!!!
exup | 636
2018-09-28 14:50:34
[5995]
Valaki tudja, hogy kb mikor érkezik az újabb beta teszt verzió? Balázs említett egy újdonságot és már nagyon próbálgatnám
Azért nem szerepelhet többször, mert ez egy változó deklarációja, márpedig azt csak egyszer lehet. Tedd a sort a makró legelejére, akkor azonnal létrejön a proc nevű változód, amit utána akárhányszor felhasználhatsz.
Üdv! Egy összetett probléma megoldásához több olyan makrót kellett készítenem ami külső programokat indítgat (eseménykijelző parancsok küldése soros porton). Az egyes programok nagyon hamar (kevesebb mint 1 másodperc) lefutnak. Több olyan makró van ami feltételtől függően vagy az egyik, vagy a másik programot indítja. A programokat így indítom:
Ami feltűnt, hogy egy makrón belül csak egyszer szerepelhet a
System.Diagnostics.Process proc;
sor. Makroloop nem indult el ha többször szerepelt. A feltétel miatt viszont előfordulhat, hogy e sor nélküli rész hajtódna végre. Ilyen esetben hogy kell korrektül kezelni a programok indítását? Ez pl a hiba nyugtázást végző makró ami kezeli a hűtő hibát is.
Thread.Sleep(4000); // induláskor vár while(loop) {
// csak msg box törlés exec.Callbutton(528); //msg box törlés
//************************************************************************** // vész aktiv esetén if(exec.GetLED(25)) { exec.Callbutton(513); //vész ki AS3.SetLED(true, 300); //vízhiány makró tiltás be exec.AddStatusmessage("Hűtő indul...");
Csak egy kérdés.... A programban a nézet ablakban nem lehetne megcsinálni, hogy a görgővel, ha nagyítok vagy kicsinyítek, akkor azt az egér helyére központosítaná? Mert így teljesen mindegy hol helyezkedik el az egér és a legtöbb programban számít. Nem kéne tili-tolizni.
A fehérvári találkozó ideje alatt a következő kedvezmények lesznek érvényesek: - HDBB2, UCBB, UCR200 és UCR201: 10% kedvezmény - UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
Mivel a múltkor nem volt egyértelmű, ezért most ide leírom: a termékeket a szokott módon a webshop-ban kell megvásárolni. Én a találkozón felírom, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
ha már kívánság lista nem találtam olyan funkciót ami a gkódban megadott paraméterek alapján kiszámolná, akár külön gombnyomira, hogy mennyi időbe fog telni a gépnek az adott folyamat, mondjuk a szerszámcserés gépeken ügye a szerszámcserét csak mutatná esetleg beállítható lenne mennyi ideig tart és azt kalkulálná hozzá.
szóval ha nincs akkor jó lenne, ha meg van akkor hol találom?
CNCdrive | 442
2018-09-20 11:41:03
[5986]
Szia Svejk,
OK, megcsináltam, a következő teszt verzióban már úgy lesz ahogy kérted.
Balázs bácsi! Anno én könyörögtem, hogy lehessen az edit ablakban az egérgombokkal másolni/beilleszteni.
Ha nem túl nagy feladat akkor csináld már meg úgy, ahogy a többi programban megszokott, azaz ha másolunk valamit akkor azt több helyre is be lehessen illeszteni, mert most az első beillesztés után elfelejti a tartalmat.
exup | 636
2018-09-16 23:01:36
[5984]
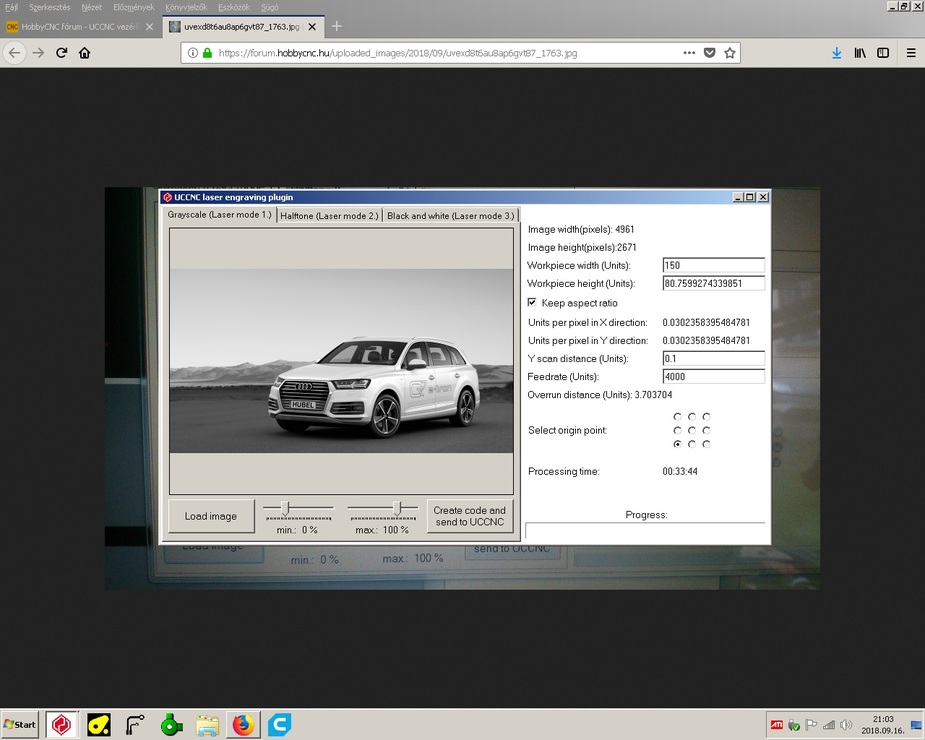
Simán oda-vissza tudom használni akárhogyan is. Ráadsául is nem is nagy file. Nem tudom neked mi volt a gond. Az biztos, hogy ez eleve módosított kép, nem sima színesből fekete-fehér. Azok nem ennyire szisztematikusan rácsozódnak. Milyen géppel dolgozol amúgy? Csináltál végül fekete keretes égetést?
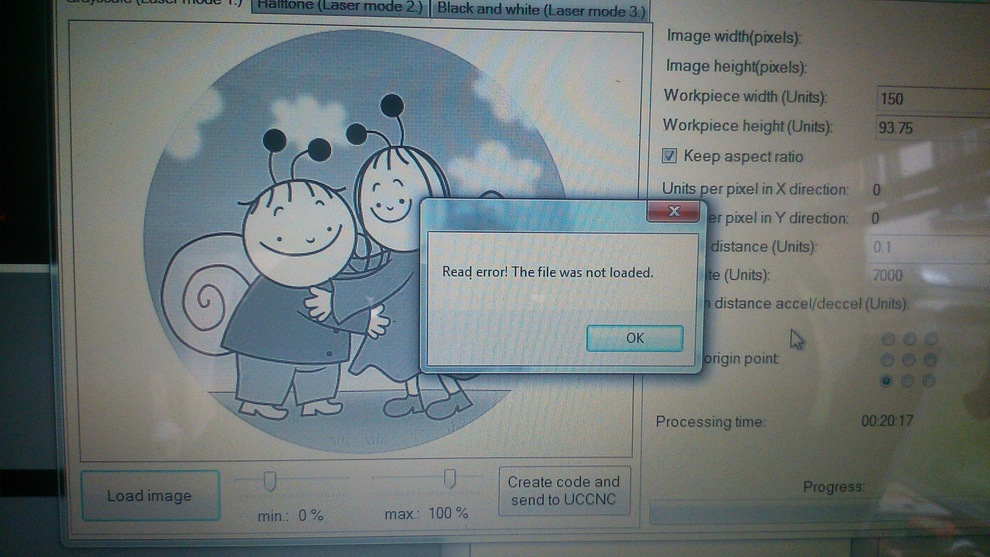
Holnap leszedem a másik gépről és átküldöm! Méretet azért nem ír, mert nem töltődik be a kép szerintem. De valamikor meg tudja nyitni, már gravíroztam ezt a képet . Többször is előfordult már ez a hiba nálam.









 Keresni foglak valami ütős hangszerrel
Keresni foglak valami ütős hangszerrel