Köszönöm ,így gondoltam valahogy , nincs így benne a cserekerék áttétel. De még mindig nem egészen tiszta ,számomra a dolog ,de most nem érek rá tovább
Ha jól értem a kérdésed, akkor idézem magamat: "jellemzője még, hogy a főorsóra csak egy szöghelyzetbe kapcsolódik a jobb és a bal menetirány" - nem kellet még javítani de valahol a főorsó és irányváltó között, vagy egy kompakt egység.
Erről már többször hallottam ,régebben is . De akkor már csak egy kérdés maradt . Konkrétan a hajtásláncban hol helyezkedik el az az egy helyzetben kapcsolódó tengelykapcsoló ?
Így van ! Az előtolás és menetirányváltó mindig szinkronban kapcsolódik,a főorsó közben mindig előre forog, nem kell kontrázni ( irányt váltani), menetvágás közben. A gép egyébként SV 18 RA , a múltkor elírtam...
Két kar van a lakatszekrény jobboldalán az egyik a főorsó irányát a másik a vezérorsó irányát változtatja (jobb, üres, bal) jellemzője még, hogy a főorsóra csak egy szöghelyzetbe kapcsolódik a jobb és a bal menetirány , mint egy - egykörmű tengelykapcsoló, ami forgásközben kapcsolható. Na ezen a vezérorsó irányváltókar tengelyén van az általam készíttet kikapcsoló ütköző.
Egy kis fogalom zavar lépett fel, az irányváltókarral kapcsolatban. Az nálam az E-400-on a főorsót fordítja. Nem ismerem a Tos-t, de azt hallottam róla hogy nem kell irányt váltani menetvágáskor, hogy is van ez?
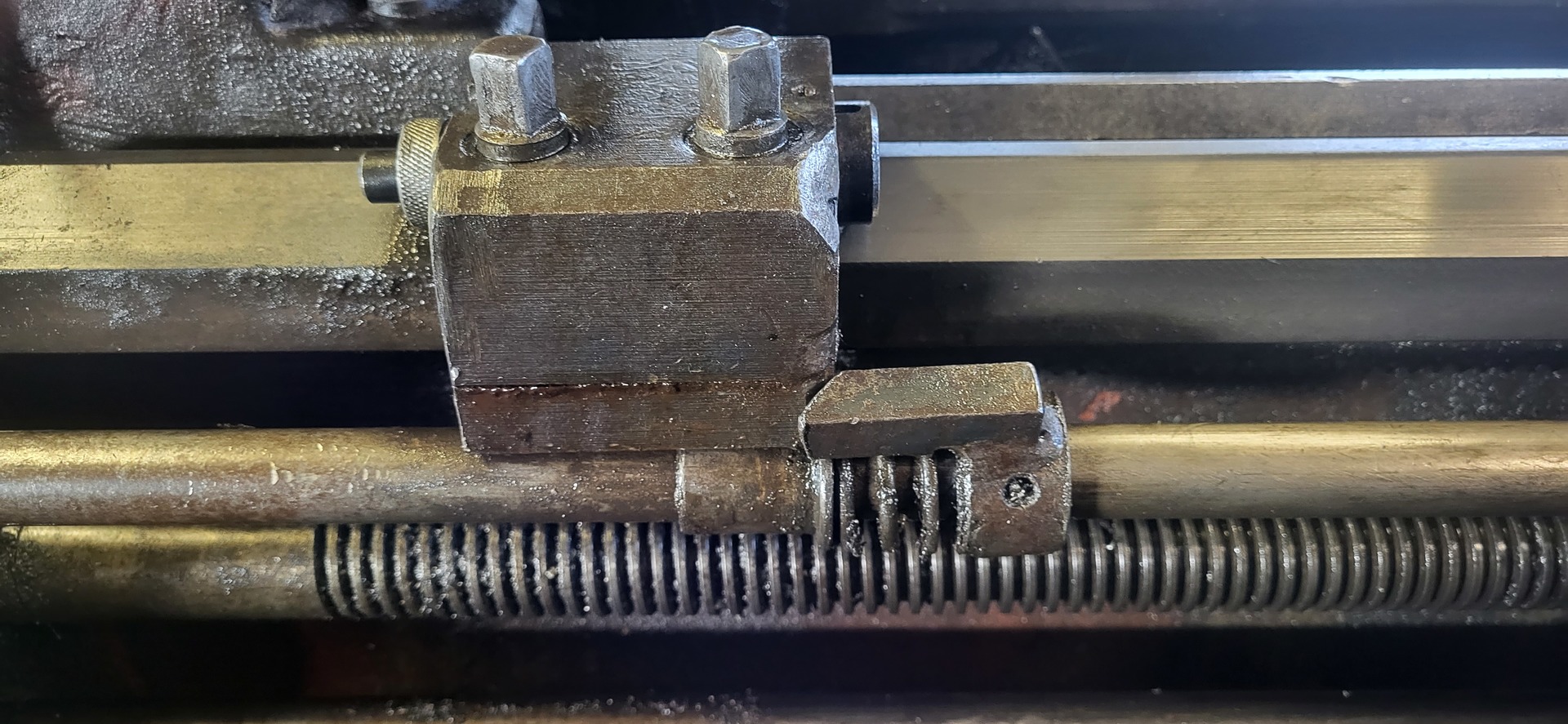
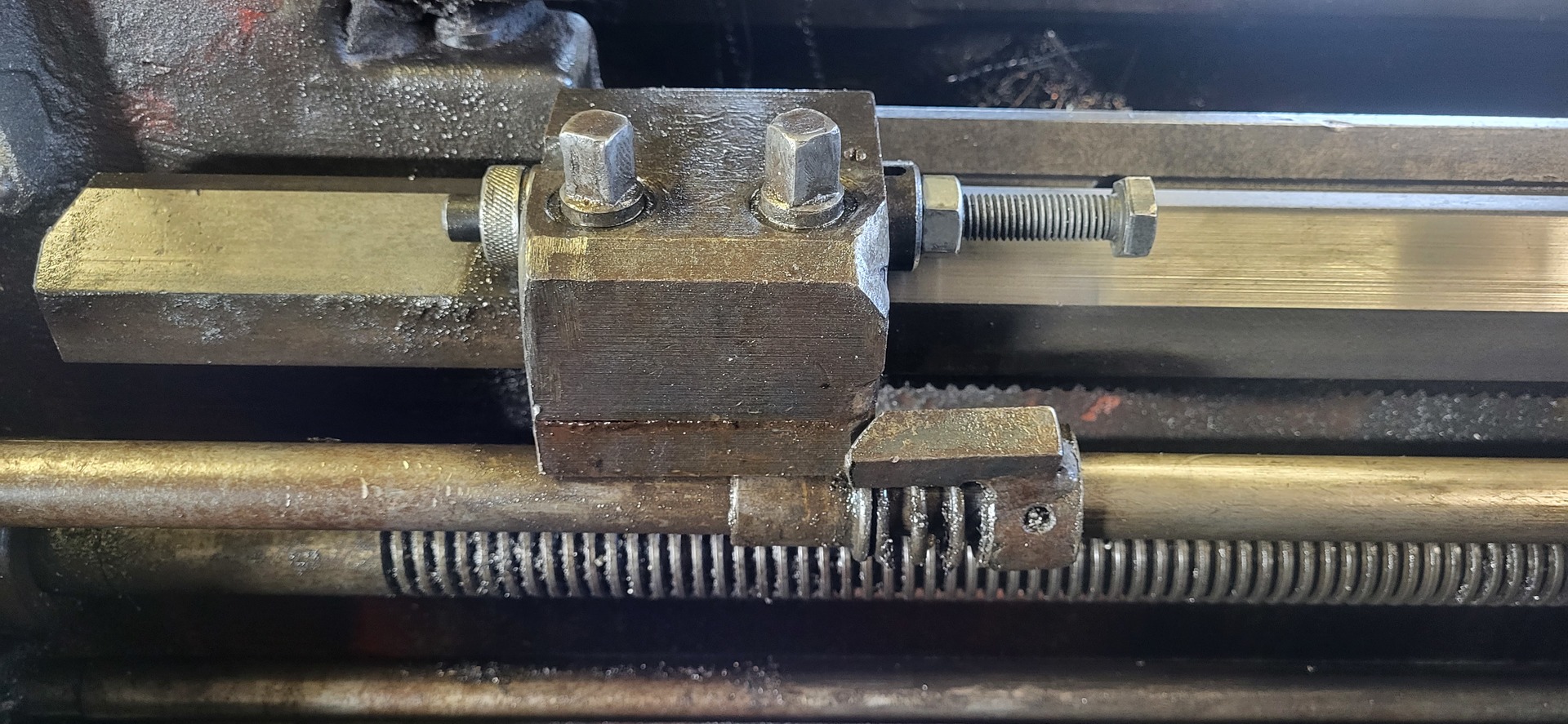
Kérdésed - „a rugó miért kell ?” Az elsö képen az irányváltó bekapcsolt helyzete van ( jobb menet) láthatod most a rugó max. értéken van, az is látható hogy nem kell odébb csúszni a kapcsolókörömnek , ha bekapcsolom az irányváltót jobbra. Tehát nem akadályozza semmi a bekapcsolást! Olvasd az előzőt is.
Késkiemelő szán azamit videóban az ember bal kézzel működtet. Bénázik , nehezen tudja bekapcsolni az irányváltót, mert kicsi a fordulat... KoLa fórumtársnak: nálam az a rúgós ütköző kikapcsolja az irányváltó kart (megáll a menetvégén automatikusan , semmit nem kell csinálni) a menetkés körbe vágja az anyagot, kis beszúrást csinál , mint már írtam megállási pontossága pár tized mm, hogy mindenki értse a kényelmét, fogásban elindítom a menetkést, elmegyek kávézni - majd megáll … igaz addig ott forogna a kifutás végén, sikálná az anyagot, míg vissza nem érek
Előzmény: Szalai György, 2023-03-19 05:37:15 [50051]
tóthz | 627
2023-03-19 11:32:03
[50055]
Igen!
Ez a rajz jól szemlélteti a lényeget!
Előzmény: Szalai György, 2023-03-19 11:12:02 [50054]
Szia Szöllösi féle szűröt kell készíteni. Az olajok fel maradnak a folyadék felszínén alul pedig a tiszta szesz átfolyik. Főző forgalmazóknál szokott lenni,de nem nehéz az elkészítése rajzzal tudok segíteni.
Ha a tetején gyűlik össze, akkor olyan tartályba kell tenni, aminek az alján van egy csap és kiengedni a pálinkát alóla. Szokás még vattán átszűrni, az is segíthet.
Nagyon ötletes!a rugó miért kell? Nekem E-400-on ez úgy működik furatban hogy, a kemény ütközőre beállok a menetkéssel a falig, pl egy hollandernél! Ide ütközök keményre, aztán csak az ütközőt kell figyelnem hogy ne érjem el irányváltáskor, másabb mint a Tos-on, gyorsabb!és edzésben tartja a reflexeket! A külső meneteket meg, látom!
Tisztelt Mindenki A Sásdi-Művek számtalan terméke közül, egyik "prémium" terméke a Dió-pálinka. Ennek mellékterméke, ami legalább olyan finom, az ánizs pálinka. A diópálinka egy ágyas pálinka, a maradékot (fűszerek diódarabok) újra párolva kapom az ánizst. Párolás során az ánizs-olaj is át-desztillálódik, ami idővel összegyűlik a tetején. Hogy lehet ezt eltávolítani, próbáltam felitatni, de a itatóspapír is úgy van mint én, jobban szereti az "alját", mint az olajat. Különösebben nem zavar, de mégis el szeretném távolítani, talán másra is lehetne használni. DE hogyan?? A segítséget előre is köszönöm.
Vetesi75 | 1525
2023-03-16 23:08:46
[50046]
Amatőrebb körülmények esetén ezért is részesítem előnyben a rozsdamentes alapanyagokhoz szánt lapkákat (forgácstörőt), mert a rájuk jellemző kisebb éltompítás és pozitívabb homlokszög/élszalag miatt jobban működnek alacsonyabb vágósebességnél. A keményfém fajtájából fakadó kisebb éltartam nem nagyon játszik, mert hobby környezetben menetlapkánál a "természetes eredetű elhasználódás" tapasztalatom szerint ritkaság számba megy.
A csúnya szőrös menetfelület talán inkább a bátortalan, alacsony vágósebesség miatt van. Ha én vágok menetet az általában szőrös, ha a 40 év tapasztalattal a háta mögött levő esztergályos kolléga az nem. Pedig ugyanaz a gép, csak nekem nincs meg a rutin és nem merek kellő fordulatot állítani.
Az is szempont, de ha keskenyebb a forgács, akkor nagyobb fogást lehet venni és határozottabb a vágás, kisebb az esélye a forgácsfolyam megszakadásának. Meg ne felejtsük el azt sem, hogy kisgépes környezetben a forgácskeresztmetszet (forgácsolóerő) korlátozott, sokszor muszáj trükközni.
Talán nem is a forgácsoló erő a lényeg, mert azt elbírja a gép, hanem a két oldalról érkező forgács ütközik, feltorlódik, hajlamosabb élsisakot képezni, és talán ez lehet az egyik oka a tépett szakadozott menetprofilnak.
Legnagyobb előnye, hogy a kés nem "telibe", hanem csak az egyik oldalán dolgozik ,"keskenyebb" a leválasztott forgács, ezért kedvezőbbre adódik annak az alaki tényezője és így ugyanakkora forgácskeresztmetszetnél mérsékeltebb a forgácsolóerő.
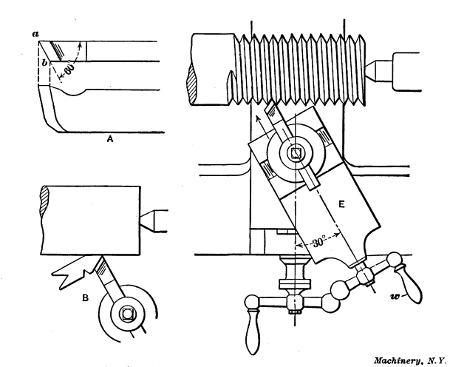
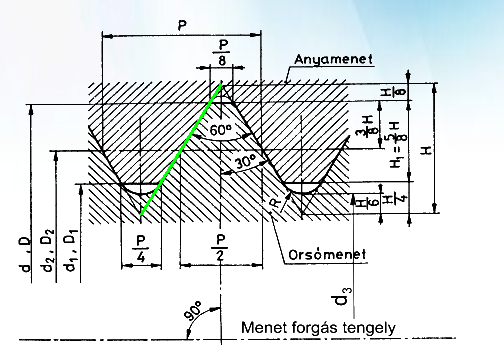
idézet :"A 30 fokba állított késszán használata azzal az előnnyel jár, hogy a fogásvételt azon állíthatjuk be. Továbbá: Ha pl.: 2mm emelkedésű menetet vágunk, akkor ugyanannyi, vagyis 2mm-t kell a kést az anyag irányába állítani"
Na ebben több hiba van.. Kézi szánt 60 fokban állítjuk , mindig félkúpszöget mondunk és úgy is van beosztva.
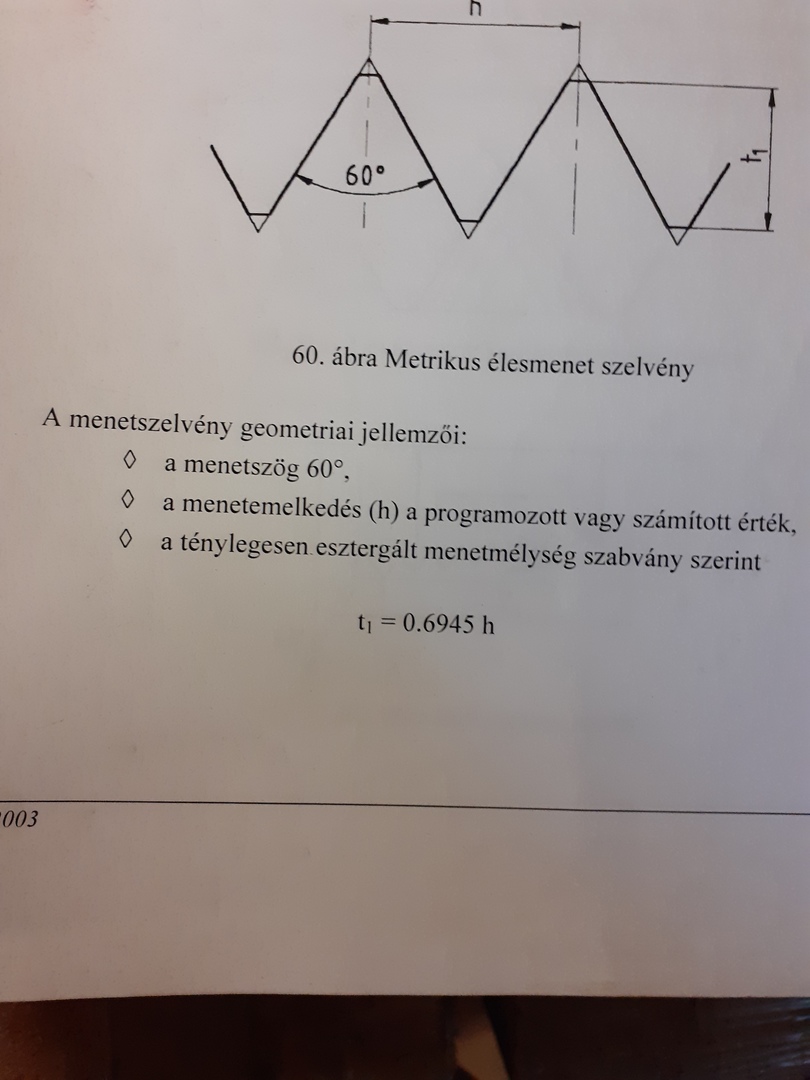
A melléket képen a zöld vonal valóban az emelkedés (P),
de az orsó átmérő H/8 -cal beljebb van H értéke cos30*P
Én már 30 éve ezzel a megoldással vágom a meneteket TOS SV13RA gépen (saját ötlet) részei: vállas persely ,rúgó , kapcsolókörmös reteszpályás gyűrű , mind lazán fel van fűzve az irányváltó tengelyre. Ezzel a módszerrel ütközőre tudom vágni a meneteket, megállási pontossága pár tized mm. A gépen, aki ismeri van késkiemelő szán , így rugalmasabb tud lenni egyedi gyártásban mint egy CNC. Anno rengeteg közcsavart készíttetem vele pl.colos metrikus átalakítók stb.
TOS SV13RA gép előnyei a menetórás géppel szemben hogy colos modul menetet is lehet könnyedén vágni az irányváltó kar segítségével, pont ezért vásároltam. Az átalakítási ötlet később jött.
Lakat anyás vágás is mehet elég sok gépen menetóra nélkül, pl 6 mm es vezérorsóval 0.75 - 1 -1.5- 2- 3- 6 emelkedés vágható ha az ember ügyessen tudja bekapcsolni a lakat anyát... Lényeg vezérorsó emelkedés/vágandó emelkedés hányadosa egész szám legyen.
És a billegő menetkés az semmi, amit nem kell kiemelgetni, csak hátra arc fogásvétel akár 30 fokkal, és készülhet a menet?
svejk | 32803
2023-03-14 19:08:34
[50032]
Ezeknek a dolgoknak csak szériáknál van jelentőségük, ott minden ilyesmit kihasználtak ami csökkenti a ciklusidőt.
Egyedit gyártani otthon barkácsolva hamarabb megvan a darab a tanult, gyalog módszerekkel mint hogy berögződnének a fineszes mozdulatok. A hobbyba még egy selejt is belefér.
Jól hangzik, bár még sosem láttam itthon, hogy valaki így használta volna. Túl sok helyen nem jártam, de pár gépműhelyhez, esztergályoshoz volt szerencsém. Szerencsétlenségem is
Azt is rakd össze, hogy pl ha van menetórád, meg két ütköződ a keresztszánon, akkor a két ütközés között csak ki-be tolod fogásba a keresztszánt, a nóniuszt sem kell figyelni, a kéziszánnal veszed a fogást, a menetórával meg kapcsolod a tolást. Borzasztó termelékeny, majdnem már mint a CNC. Majdnem.
A 30 fokba állított késszán használata azzal az előnnyel jár, hogy a fogásvételt azon állíthatjuk be. Továbbá: Ha pl.: 2mm emelkedésű menetet vágunk, akkor ugyanannyi, vagyis 2mm-t kell a kést az anyag irányába állítani. Természetesen nem 90 hanem 30 fokban. Ezzel, a felsőszán kézikerekének skálaosztása elvégzi azt a műveletet aminek az eredménye a menetmélység mérete.
Menetmélység mérete: 0.6945 * menetemelkedés
Menetóra és a késszán 30 fokba állítása együtt sokkal könnyebbé teszi a menetvágást!
Az enkóder nem fogja észlelni a szán mozgását, szemben a menetórával, ami pont ezért van a szánon.
Előzmény: ANTAL GÁBOR, 2023-03-14 08:37:06 [50027]
ANTAL GÁBOR | 4588
2023-03-14 08:37:06
[50027]
Gondolkodom ezen a menetóra dolgon . Mi is valójában a menetóra ? Egy primitív csigahajtás. A módosítás = a fogak száma . A számlap tájékoztatja az embert az aktuális pozícióról . Mi lenne ha a vezérorsóra felkerülne egy kis felbontású encoder ( a nyereg felöli oldalon egy egyszerű tengely hosszabbítással ) Az encoder jeleit egy számláló számlálná és ciklikusan nullázná . Dolgozó belakatol számlálót nullázza , megy a menetvágás , a menet végén kilakatol , visszateker majd a számláló állapotát figyelve újra belakatol
Biztosan kell még csiszolni a gondolaton de szerintem le lehet utánozni az analóg menetóra összes jó tulajdonságát
rczmetalworks | 666
2023-03-14 06:07:59
[50026]
Ha már ilyen "nyugati" hozzáallás övezi a menetóra használatát Érdekelne, mit gondoltok a 30fokban (vagy 30 foknál nem nagyobb értékben) elállított késszánnal kapcsolatban? Annak, ha jól értettem az -is- lehet a haszna, hogy a keresztszánnal mindig a kezdő fogásvételhez áll be és a késszánon vesz újabb fogást. Talán más előnye is lehet ennek, már régebben nézegettem videókat, olvasgattam róla...
Haszáld csak majd megtapasztalod hogy "tisztább, szárazabb érzés" ! Tíz évig halogattam mire nekikezdtem a legyártásának. Nagy hiba volt. TOS S28 gépem van. Meg van rajta az óra helye. Nekem négy fogaskerekez kellett gyártanom, mert a tegely és az orsó távolsága megkívánta. Kellett még két tengely, csapágyház, POM siklócsapgyak. Egy bő fél szombatom ráment, de megérte. Itt van egy számolótábla, ha valaki ingerenciát érez a gyártáshoz. Thread dial calculator
Akinek Asist kinézetű ceruzahegyezője van, az tudja hogy mekkora a lendülete, hogy tiszta kín irányváltásos módszerrel menetet vágni, és kontrázni nem lehet. Menetórával egy élvezet, nem kell kapcsolgatni a motort, helyette a lakatanya kopik, de valamit valamiért.
Fogaskereket meg nyomtatni egyszerű, és az egész menetórát is. Három mágnes oda rögzítette ahová kellett. A CNC Arduinós dolog ettől is jobb lett, úgyhogy nyugdíjba ment a menetóra.
Egy pozitiv hozzászólás ! Van esztergám , van menetórám , de a kettő még nem találkozott , még mindig a csattogós módon vágom a menetet (így tanultam ) .Eljött az ideje ,hogy felfúrjam a helyére a menetórát ?
Tavaly készítettem az esztergámhoz menetórát. Csak miután elkezdtem használni akkor jöttem rá, hogy ilyen jó döntést már régen hoztam. Ötszázas fordulattal tudok 1,5-ös menetet vágni. Előtte még a fele is sok lett volna. Az én gépem nem tud kontrázni, mert irányváltáskor csúszik a kuplung. Ha meg nem csúszna akkor meg a sírógörcs kapna el amikor meghallanám a fogaskerekek csattanását. A reteszek állapotának is roppant hasznos lehet. Tudom, hogy a magyar szakiknál ez volt a bevett szokás, de én kétlem ,hogy tőlünk nyugatabbra is ez lett volna a módi. 6 mm-es a gépem vezérorsójának az emelkedése. 20 és 21-es fogaskerék lefedi az összes metrikus menetet 0,25-től 9-es menetemelkedésig.
jani300 | 12057
2023-03-13 15:18:22
[50020]
Hát akkor ..... Valószínűleg csak az óra kerekének fogszámán múlna a helyes visszaállás helye . (akkora kerék ami csak egy pontot ad meg )
Ez mégsem volt akkora butaság ? Persze szigorúan csak elvben . Szinte egészen biztos hogy sosem fogok menetórát használni .
A menetóra arra való, hogy az esztergán beállított menetvágást gördülékennyé tegye. Nem működik, nem számol ki semmit, kizárólag azt mutatja meg, hogy a lakatanyát mikor zárjuk, hogy ugyanabba a pozícióba kerüljön és folytathassuk a munkánkat a következő fogással.
Felhívom a figyelmet, hogy a menetórára nem szükséges "skála", csak egy jelölés egy tetszőlegesen megválasztott pozicióban. A több jelölés csak komfortosabbá teszi a "műszer" használatát, hogy ne kelljen annyit várni amíg jelöléshez érkezik a mutató. A különböző átmérőjű fogaskerekek is azt a célt szolgálják, hogy lerövidítsék a ráállás idejét.
Én sem használtam még soha. De ha egy álló gépen nem működik helyesen, hogyan működhet egy forgón? Speciális eset: álló géppel egy teljes órakört megyünk a hosszánnal oldalra, ott feltétlen a menetemelkedés egész számú többszörösének megfelelő távolságnak kell adódnia.
A pitch mit jelent a táblázatban ? Menetemelkedés milliméterben ? Elvileg a coll-milliméter váltás benne van már a cserekerék áttételben . Nem tudom az óra tengely távolsága a vezérorsótól fix e . Valószínűleg csak az óra kerekének fogszámán múlna a helyes visszaállás helye . (akkora kerék ami csak egy pontot ad meg ) De ez csak egy nagyjábóli átgondolás , fene tudja jól értem .e . Elsőre úgy láttam midkettőtök hozzászólása igaz De evvel a mentóra dologgal csak itt a fórumon találkoztam , még a suliban sem említették soha .
Lopott kép (Csuhás hozzászólásából az indexről) de próbáld légy szíves értelmezni. Az óra fogszáma szorozva a vezérorsó emelkedésével (itt valószínű 6mm) osztva a menetemelkedéssel egész számot kell, hogy adjon. Ha ez teljesül, ugyan abban az óraállásban, ahol bontva volt a kapcsolat a lakatanyával (célszerűen 1-nél), azt visszakapcsolva biztosan jó lesz a pozíció.