Szervusz KOLA! Írtam magánban, ha tudsz szánj rám egy kis időt. Köszönöm.
lari | 1186
2019-07-18 05:42:12
[4701]
Nálam is hasonlóan működik, csak én az egyes szerszámhelyen nem virtuális kést használok, hanem az maga az egyes szerszám. Ha kopik az egyes kés, vagy cserélni kell, akkor sincs semmi gond, mert újra bemérem az egyes kést (G54) és a többi szerszám eltolása ugyanúgy módosul vele az új beállításokkal...
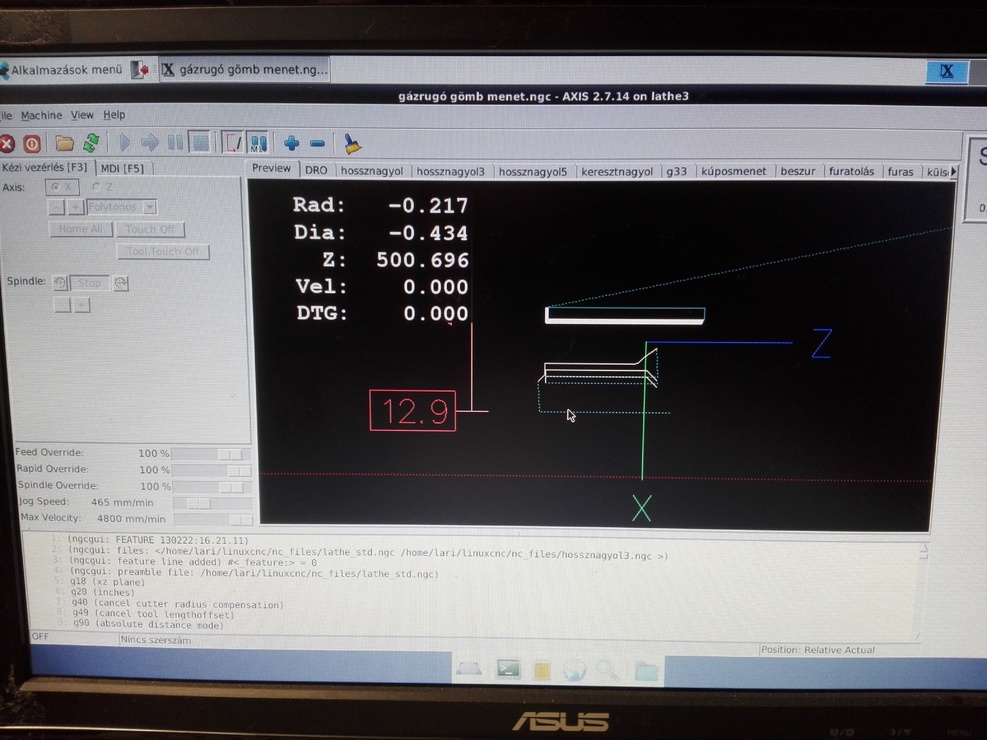
A szeszám geometria nem jelenik meg, ha hátsó késtartós a config, csak egy kb 30 fokos gravírtű látszik minden szerszámnál. Van itt egy videó a gépemről, látszik hogy hátsó késtartós a config mivel az x pozitív,nem éppen szerencsés a videó mert pont egy menetvágás van rajta és itt hasonló a szerszámgeometria, de minden szerszámnál ezt adja be, nem lehet megváltoztatni.
Régebben nem értettem hogy miért van fordítva a Linuxcnc-nél a körök leképzése, ez akkoriban volt amikor még a mach3-al is esztergáltam. Hát ezért mert itt a hátsó késtartós configban jó. Viszont az a remek szerszámgeometria megjelenítés meg csak az első késtartós configban működik... Ez a videó annó, a beüzemeléskor készült, de visszatértem a régi jól bevált első késtartós configra, az már be van gyakorolva, nem tévesztek el semmit, mind a két gépemen ez a Linuxcnc megy, jók a kódok az egyikről a másikra, ha átviszem.
Ez a függetlenség csak az x irányban igaz, a z korrekciót a sarokkéshez szoktam felvenni, tehát ha az cserélődik, a másik kettő z korrekcióját újra kell mérni, de az x-et nem.
Működik a hátsó késtartós dolog, csak ami a tengelyvonal mögött van mozgás, azt mind negatív előjellel kell programozni!
Fixen felrakott szerszámoknál nekem az M61 Q(szerszám száma) G43 paranccsal megy a szerszámváltás, nem állítja meg a főorsót sem közben. Persze a szerszám táblázatban jól kell legyenek a bemérések.
Egy trükköt el lehet még követni a szerszám beméréssel kapcsolatban, T1 helyén egy virtuális szerszám van nálam, 0 korrekcióval, ezzel g53 x0 pozícióval veszek fel egy 0 átmérőt. Ehhez képest kell a többit bemérni,korrekciózni, és azok mindig méreten lesznek a szerszámcsere után. Ha meg kopás, vagy lapkacsere után elmegy a méret, csak a táblázatban kell módosítani, hogy a megjelenített pozíció megegyezzen a mérettel. Mivel egy virtuális szerszámhoz képest vannak megadva a korrekciók (g53 x0), így nem függenek egymástól a szerszámok.
Hát ezt én sem! pedig napi szinten esztergálok vele! Ha hátsó késtartós configot akarok használni akkor az lehetséges, de van egy hiba még a Linuxcnc-ben, ilyenkor nem tudja megjeleníteni a szerszám geometriát. Tudom nem erre vonatkozott a kérdés, de nekem ez fontos, ha már ilyen profi szerszámpálya kijelzés van akkor legyen olyan ahogyan én akarom,(ezért első késtartós a configom) csak annyi hogy, az x negatív előjelű és látom a hátsó késtartós szerszámokat, de lehet a revolverben olyan szerszám is ami, mintha egy első késtartóból származna! semmi gond,ha a szerszámtáblában jók a bemérések,akkor tudja a helyét a kordináta rendszerben. Nem szeretem én az ilyen átváltásokat, fö a stabilitás!annó a mach-ban jól megkavart a front-rear opció a szerszámtáblában, a mai napig nem értem, igaz nem is akartam megérteni:)
Hmm... nem igazán értem. Maradjunk két átmérős késnél. Ha az elsőben van akkor ugye az X- irány tőlem távolodó, de ha a hátsóban akkor az X- irányparancsra felém kell hogy közeledjen a kés, vagyis mindig az anyagba.
Lehetséges egyszerre első és hátsó késtartó használata. Amikor a hátsó késtartót szükséges programozni, akkor marad a T1 szerszám, csak annyit kell beírni hogy "Hn" ahol az n annak a szerszámnak az eltolását jelenti, ami a hátsó késtartóban van.
Ha pl készül egy nagyolás az 1-es számú első késtartóban lévő késsel, és utána egy menetvágás a hátsó késtartóban lévő 3-as menetkéssel, akkor a nagyolás után a T1 h3 g43 "szerszámcsere" lesz a nyerő. It ugye fizikai szerszámcsere nem történik...A tökéletes működés feltétele az, hogy a hátsó késtartóban lévő kés helyesen legyen a szerszámtáblában bemérve.
Szerintem nem tudja az irányváltást, igaz nem is vizsgáltam ebből a szempontból, mert nekem kényelmesebb volt fordított előjellel írni azt a programrészletet. A több késtartós kiterített szerszámozás viszont nem probléma, alapból tudja (csak ekkor sajnos a forgócsúcs nem játszik)...
Első és hátsó késtartó (nagyzolás esetén revolverfej ) kerülne fel és a lényeg, hogy szerszámváltás után automatikusan tudja-e hogy merre kell mozognia a X-nek?
(az iparban az Okuma esztergáknál a G13-G14-gyel lehet kiválasztani, hogy melyik késtartóban van az adott szerszám)
Lekezeli a hátsó késtartót? Milyen kóddal lehet váltani?
Kurrent | 90
2019-07-04 18:26:13
[4688]
Sziasztok!
Újabb problémám merült fel a LinuxCNC-vel kapcsolatban. Alapesetben, ha jól értelmeztem, a G kód betöltésekor a képernyőre rajzolja fehér vonallal a marópályát. Majd marás közben pirosra színezi, ha áthaladt rajta a marófej. Most olyan történt, hogy nem a képernyőn kirajzolt (a terveknek megfelelő) fehér vonalakra illesztette a marófejet, és a piros vonalakat, hanem kb. 1 mm alá. A Z nullázás jónak tűnt. A végén leellenőrizve 1 mm-el túlmarta az üreget. Az előtte és utána történt marás (ugyanazon a munkadarabon) tökéletes volt. Van összefüggés a fehér és piros vonalak között? Ez szoftver hiba lehet vagy a marópálya számításba csúszhatott valami hiba?
petyka1 | 106
2019-05-14 19:06:45
[4687]
Üdv! Létezik a LinuxCNC-ben laser üzemmód? Olyan mint GRBL-ben a $32 ...
A LinuxCNC-ben saját felület készítés mennyire nehéz ?
Valamilyen egyszerűre lenne szükségem, pár gomb Start Stop stb. más nem is kell hogy legyen sok minden.
KoLa | 7496
2019-04-26 20:45:46
[4682]
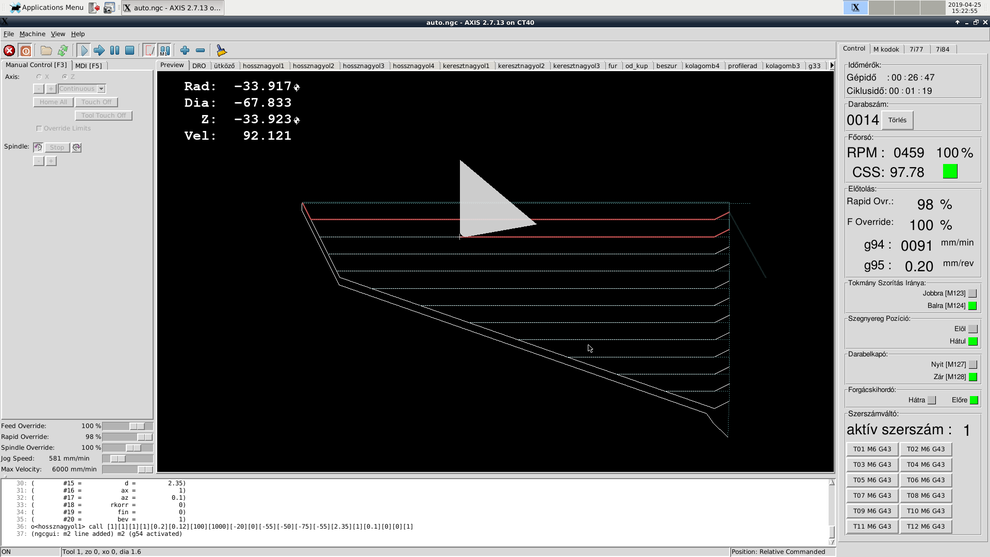
Ez a felület nem esztergára való! Pedig a videón egy beszúró kést lehet látni a tool szekció bemutatásánál.
Hol van az aktuális főorsó fordulat és a HSS kiírása egymás mellett? Hol van a pillanatnyi előtolás kiírása g94 és g95 módban? Hol vannak a ngcgui-k? stb...
Érdekes dolog történik a LinuxCNC-mel. Időnként random felcserélődik a tengelyek iránya. Csak X és Y tengely, homingnál 10 indításból 3-szor, normál mozgatásnál 10-ből egyszer, van, hogy mind a két módban egyszerre. CNC.ini-ben meginvertálom és minden OK, de nagyon unom már. Valakinek van ötlete erre?
Sziasztok! LinuxCNC-ben találkoztam egy problémával, összességében nem zavaró, de hátha valaki tudja, mi lehet mögötte. A microstepping a meghajtókon 800-ra, LinuxCNC-ben 4-re van állítva (1,8 fokos léptető motorok). LinuxCNC-ben pontosan annyit mozog a gép, amit beírok az MDI-be. Ha a StepConfig-ban a tengelyeket tesztelem, akkor viszont a felét. Mitől lehet ez?
lari | 1186
2019-01-15 18:25:16
[4666]
Köszi, de úgy tűnik ez a megoldás sem jön be. Sajnos a leírás nem egyezik az én telepítőmmel. Azt írja a leírás, hogy az advanced menüben válasszam a Graphical rescue módot. Az én telepítőmben is van ugyan advanced opció, de ezen az opción belül csak két lehetőség van. Egyik a hardware deteciton tool, a másik pedig a memory diagnostic tool. Graphical rescue mód nincsen.
Még az jutott eszembe (és talán egyszerűbb is), hogy a Debian installer-rel bootolsz, mintha telepítenél. Van az 'Advanced options'-ban egy 'Rescue mode' üzemmódja, ahol eljuthatsz egy 'Reinstall GRUB boot loader' funkcióhoz. Ezt írja le pl. a http://debian.wayoflinux.com/installing/post-install/fix-common-issues/reinstall-grub oldal. Parancssoros eljárásról pl. itt olvashatsz: https://feeding.cloud.geek.nz/posts/reinstalling-grub-on-unbootable-debian/. Ez egy másik világ reinstall-os megközelítése, de hátha nagy kárt nem okozol vele. Ne felejtsd el, hogy a boot mechanizmus körülményeinek változása is okozhat problémát, pl. legacy vs. UEFI mód váltás, UEFI fw, stb.
Az ubuntu 16.04 - et próbálok barátkozni egy ideje.
Érdemes frissíteni 18.xx -re?
A linuxcnc működik vajon rajta?
lari | 1186
2019-01-08 10:56:24
[4661]
Megpróbáltam a linken található útmutatás szerint a Boot-repairt, de sajnos nem hozott eredményt. A folyamat befejezésekor volt lehetőség arra, hogy e-mailben egy megadott e-mail címre el kellett küldeni egy -a program által elkészített- összegzést de egyenlőre nem jött válasz.
Egy kis segítséget kérnék, hátha találkoztatok már hasonló problémával. Van egy Hdd-m, amire fel van telepítve egy win7 és mellette egy Debian linuxcnc-vel A két rendszert az indulásnál tudom kiválasztani a grub felületen. A két rendszer teljesen jól működött korábban. Jó ideje nem használtam már ezt a gépet, és most, hogy indítanám, a linux elindul, de a win7 nem. A GRUB-ban Win7 kiválasztás után egy fekete képernyő, ahol az alábbi üzenetet kapom: error : no argument specified. Ezután nyomok egy gombot, s úgy tűnik, hogy elindul a rendszer, de aztán néhány másodperc után újraindul. Kíváncsiságból készítettem egy másik telepítést, ugyanezzel a két rendszerrel egy üres Hdd-re, de azzal is ugyanez a helyzet. Mi lehet az oka a hibának?
farkastibor | 670
2018-12-17 00:07:33
[4658]
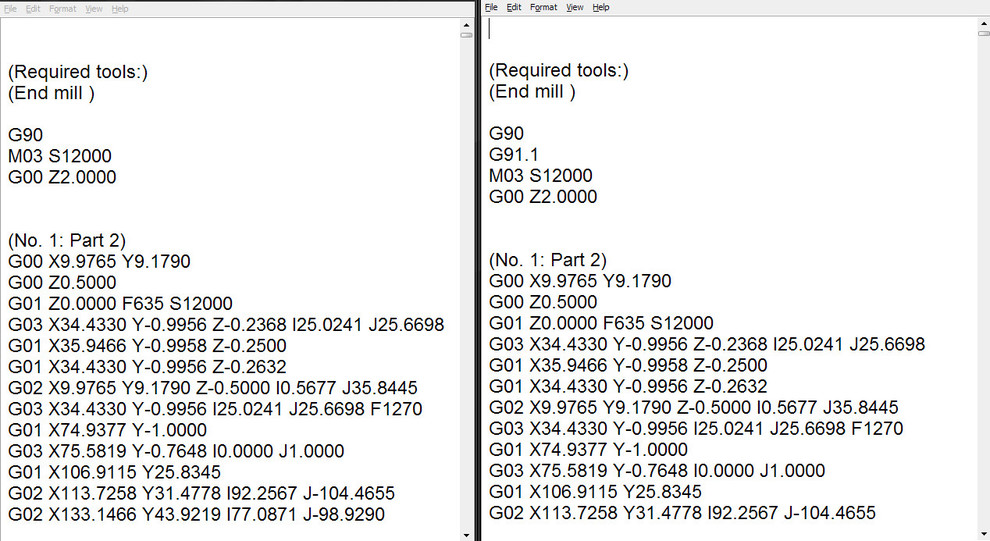
Üdv kérdés; miben különbözik a LinucCNC posztprocesorja a többitől (pl Mach3) összehasonlítottam a kettőt(nagy különbséget nem találok) Mach3 .tap/LinuxCNC .ngc G91.1-et nem írja fel a Linux-post( pedig van benne G2.G3.I.J)
petyka1 | 106
2018-08-02 08:36:33
[4657]
Köszönöm a választ, nagyot segítettél! Kimaradt a stepconf wizard... mostmár müködik.
Üdv! Korábban villámcsapás ért bennünket, egy csomó dolog tönkrement , például a hobbyCNC gép alaplapja (pupos kondik, de nagyon ) lefagy működés közben... nosza, másik gép , felrak linuxCNC legfrisebb -et... A helyzet az, hogy nem mozdulnak a motorok... led-es LPTpteszter semmi mozgást nem mutat.... Mit gondoltok merre lenne az előre? A vezérlőt úgy vélem nemérte kár, a sérült alaplapos géppel teszi a dolgát amig le nem fagy...
elektron | 15859
2018-07-03 23:38:20
[4654]
Ma az AMD procis gépen a jitter teszt már csak 7000ns körüli érték, a másik gépen meg ez 50000 körül volt.
lari | 1186
2018-07-02 20:48:12
[4653]
Szia János!
Látod erre nem is gondoltam, ott volt az orrom előtt csak hozzá voltam szokva a másik variációhoz...
 ) kerülne fel és a lényeg, hogy szerszámváltás után automatikusan tudja-e hogy merre kell mozognia a X-nek?
) kerülne fel és a lényeg, hogy szerszámváltás után automatikusan tudja-e hogy merre kell mozognia a X-nek?