Step-dir ben is működik a closed loop. Panasonic pl csinált kiegészítő lineáris mérőléces hajtást.A Panasonic Minas A4 pl tudja kezelni. A lécet a Mitutoyo gyártja és a fejben különbözik hogy Mitsubishi, panasonic Haiden..st meghajtóhoz megy.IP 65-tud.Induktív hurkok.. Mitutoyo Absolute St778A pl.. Van itthon pár méter fejekkel. A vezérlő látja a szervomotor encoderét és a linear jeleit is.
Nem mutattam még kerestem neten gyorsan valami hasonlót csak nem ezzel a vezérléssel( képen )
sajnos nem olyan egyszerű hogy step dir, és megy stepdir analóg meg, hát nem igazán örülnék neki ha egyszer csak lerepülne valamelyik tengely mert valami nem okés Akkor is már inkább olcsóbb step dir es szervó, mindenféle visszajelzés nélkül uccncvel
Ha már meghagynám az eredeti dolgokat akkor simcnc az tud fogadni mindet ami kell és ki is tudja adni a +-10V ot... De ők is mondták hogy ezek a régi motyók igen csak nagy EM szórással vannak megáldva, lehet hogy lehal minden a közelében...
itthon kicsi a valószínűsége, de kint ennek még van kultusza, nézek pár fórumot keresnek alkatrészeket az emberek, persze nem annyiért mint az ebay en láthatók, de a teljes vezérlésért a jó pénzt adnának
mindegy a pénzügyi része részletkérdés egyenlőre, a megoldások után kutatok, linuxcnc is egy irány mert tudhatja azt ami nekem kell, sajnos uccnc hardverei egyenlőre csak step dir-el boldogulnak
Pontosan ahogy irod , van egy külföldi barátom ő-is eBay-ezett de már abbahagyta. 2023.01.01-töl változtak a szabályok, (adó stb.) azóta nem csinálja. (pedig lenne mit eladni)
Nekem is lesz vagy 7-8 db régi hajtásom motorokkal , fogalmam sincs mit kezdek majd vele. ( siemens bosch )
Mutattad már azt a gépet itt a fórumon? Fényképekre gondolok. Csúszószános, netán még prizmás? A golyósorsók ki lettek mérve?
Én óva intelek mindenféle átalakítástól ha csak nincs rá konkrét munkád ami rövid idő alatt kitermeli a közel két misit amit bele kellene feccölni, hogy hadra fogható legyen.
Ha csak szórakozásból mert nagyon unod magad akkor a motorok végére plusz egy encoder, UCCNC + UCxxx hardware, és step/dir analóg átalakítók. Ekkor nem kell neked mérőléc.
Gondolom a főhajtás működik. A szerszámcserélőt meg megíratod valakivel.
Ja igen... azt meg felejtsd el hogy a régi alkatrészeket el tudod adni jó pénzért főleg nem magyarországon. Amit látsz az Ebay-en az csak egy rózsaszín álom.
persze nem akarom feltalálni a spanyol viaszt Lecsendesednek a dolgok , majd svejk-et is megkeresem, hátha csípőből tud mondani olyat mi érdekes lehet... Elvileg utolsó pillanatig ment a gép... Persze most bekapcsolni sem lehet, vagy is lehet csak paraméter tábla üressége miatt, semmit nem csinál De a régi cuccok miatt, a bekapcsoláskori áramfelvétel is akkora hogy a biztik nem bírják... szóval halmozott a dolog amiért cserélni akarok mindent...
Ha Linuxba gondolkodol: Mesa 7I97 vagy 7I97T kártya +-10V analog jelet biztosit a hajtásoknak és fogadja a mérőlécek jeleit 6 tengelyig. LinuxCNC forumon fent vannak a hozzá való programok leírások. Ez egy többek által használt rendszer, akár a jelenlegi hajtásaidat is kezelheted vele. Átt kellene nézni a hajtásokat milyen állapotban vannak hozzád közel van svejk vedd fel vele a kapcsolatot. Hátha van ideje és segít egy állapotfelmérésben. Egy felújítás sokkal olcsóbb lenne hajtás és motor téren.
EterhCat-ban meg szinte bármilyen kártya létezik több 100 féle. LinuxCNC-re fejleszteni ahhoz ku..va sok programozási óra és türelem kell.
igen igen és igen Gondolom ethercat-os ból is van olyan ami az útmérő lécet is fogadja.. na akkor még van pár köröm ez biztos A mostani is +-10V os rendszer , csak ügye jó régi darab, inkább pótalkatrésznek eladnám, mind hogy használjam... Elég borsos ára van ahogy néztem ezeknek a régi motoroknak és vezérlőknek... remélem egy részét kifutja az újnak
Útmérőléc adja a megtett utat zárt hurku vezérlésed van. EtherCat rendszernél alapból a szervóbol nyeri ki a megtett utat. Olyan szervo kellene ami kezeli az útmérőt. Vagy plusz kell olyan kártya ami a mérőléc jeleit fogadja és azt továbbítja EtherCat-on. Plusz még Linuxba le is kellene programozni. Olyan vezérlést kell keresni ami kezeli az útmérőket és +-10V szabályoz. Olyan szervo kell ami +-10V-tal megy.
igen ez a tartomány a cél mivel a gép sem kicsi, nem akarnám lentebb adni, mert különben ha valamikor is eladásra kerül, akkor jó ha vasárban elmegy... Persze használat szempontjából sem lenne igazi, ott a nagy vas és nem lehet megtolni mert belefullad...
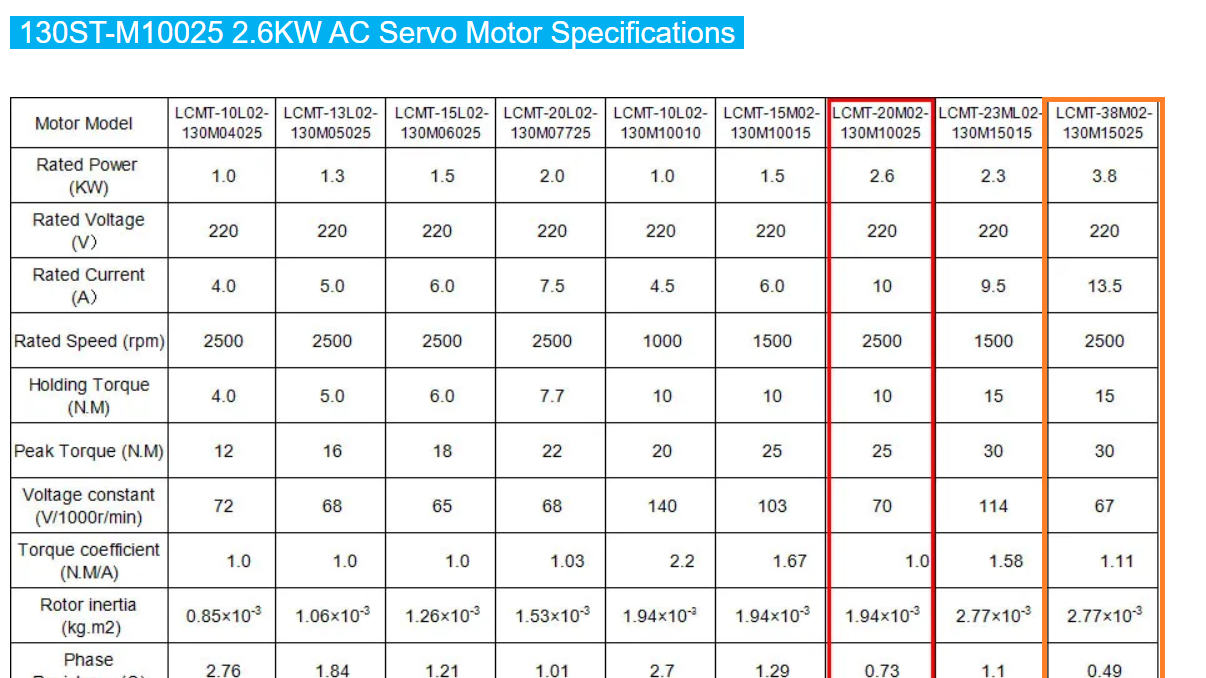
Néztem szervókat, ha találok olyat már pedig van és látom ti is ilyenekből szemezgettetek, szóval van max 2000-es fordulatos is, annak nagyobb a nyomatéka kisebb teljesítménynél, szóval az lenne az ideális és igen én is 3kW -os ban gondolkoztam
viszont mivel a gép léces a pontosság kedvéért, szeretnék maradni ennél a módinál. Ami azt vonja maga után hogy vagy a szervó hajtásnak kell tudni fogadni plusz mérőlécet, vagy a vezérlésnek kell tudni ezt....
azt gondolom de természetesen miden érvet szivesen fogadok, hogy a sima step dir kevés... Bár a szerkezet golyósorsós.... de mivel mozgatni csak kézzel tudom, így a kottyanást se tudom leellenőrizni igazán...
pro kontra jöhet, van e valami olyan megoldás az ethercat on kívül amivel ez megoldható lenne, mert elvileg ilyen szervóvezérlőkben van ami tud külső pozíciómérőt is fogadni
:) nahát még emlékszel rá ! igen annak akarok neki esni rövidesen, csak az irányt kellene meghatározni, a géptest jó állapotban van, sajnálnám elkótyvetyélni.... nálam ez a jelenlegi állás szerint sokáig elég lenne
hát nézegettem már, egyértelműen nem a szuper márkás szervókat néztem, abból azért olcsóbban meglennék, úgy 1 millára teszem vagy egy kicsit többre a motorokat. Összenéztem a nyomatékokat, kisebb motorok tudják azt amit ezek a régiek... Jobb hatásfok...
Régit nem szeretném rajta hagyni, mivel fene tudja mikor nyekken meg.. de ügye ezt már egyszer lezongoráztuk, csak most újra fel próbálom melegíteni ...
És persze mire minden összemadzagolódik, azt se magától megy ezért is próbálok keresgélni akár ilyen buszos rendszert amivel könnyítem a dolgokat
A Beckhoff EK1100 2db RJ45 van. Az egyik megy a számítógépbe a másik az első EtherCat eszközbe (Szervo hajtás) az első eszközből a 2-3-4...stb. Az EK1100 hozzá tudsz csatlakoztatni mindenféle modult. Analog be-ki, IO modulokat attól függ mennyi kell. Példa: EterCat: NETTO EK1100 55.000.-Ft. Kimeneti modul Digitális 8: EL2008-0015 19.000.-Ft./db Kimeneti modul Digitális 16: EL2809-0015 37.000.-Ft./db. Bemeneti modul Digitális 8: EL1008 18.000.-Ft./db Bemenet modul Digitális 16: EL1809 34.000.-Ft./db. Analog bemenet modul 4 0-10V: EL3064 63.000.-Ft. Analog kimenet modul 2 0-10V: EL4022 60.000.-Ft. Terminál záró modul: KL9010 5500.-Ft. Véglap: EL9011 1.500.-Ft. ___________________________________________ Mindösszesen: 8 be 8 kimenettel+analog be-ki: 221.000.-Ft+Áfa. 16 be 8 kimenettel+analog be-ki: 238.000.-Ft+Áfa. 16 be 16 kimenettel+analog be-ki: 256.000.-Ft+Áfa.
Nem tudommennyire nézted meg, a hajtások amelyek ethercat-ot tudnak, ezzel a pluginnal közvetlen meghajthatók? És az IO eszközöket is bekötve a hálózatba elvileg egy portról hajtható minden?
Vagy kell a mozgásvezérlő és ahhoz csatlakozik majd minden más?
Az eszközök ára igen magas 600.-USD-tól (4 Tengely vezérlő) plusz még a többi be kimenetek stb.. átlagban egy szett eléri a 1000.-USD. A hajtások is drágábbak valamivel.
Olvastam Linux cnc-hez van EtherCat plugin, elméletileg ezen keresztül is lehet szervót és minden mást is vezérelni... Foglalkozott e ezzel valaki?
Előre is kösz!
R.
dtb | 1894
2023-11-24 20:21:33
[4869]
A listában ránézésre ugyanattól a gyártótól származó CW5045 meghajtó található. Mit tegyek? Használjam ennek az időzítési beállításait? A TE drivered 100Khz max. lépést tud, tehát vagy keresel egy ilyet, vagy megkeresed a saját manuálját, amiben benne vannak az időzítési értékek. A mikrostepping beállításánál csak a megmunkálás szükséges pontosságáig érdemes "lemenni", vagy a működés szempontjából mindegy? A mikrostep lágyabb, szebb járást biztosít a motornak, igazából más jelentősége nincs szerintem. Célszerű mindegyik tengelyen ugyanazt a mikrolépést beállítani, vagy nincs ennek jelentősége? Igazából nincs, feltételezve, hogy azonos az orsó emelkedése.
Lassan elkészül a nagyobb gépem, ezzel kapcsolatban lenne kérdésem:
1. A LinuxCnc oldalon a "Stepper Drive Timing" oldalon a listában nem találom az általam beszerelt CW8060 tipusú meghajtót. A listában ránézésre ugyanattól a gyártótól származó CW5045 meghajtó található. Mit tegyek? Használjam ennek az időzítési beállításait? (Feltételezem, hogy a teljesítmény részét leszámítva ugyanaz az elektronika van benne)
2. A mikrostepping beállításánál csak a megmunkálás szükséges pontosságáig érdemes "lemenni", vagy a működés szempontjából mindegy?
3. Célszerű mindegyik tengelyen ugyanazt a mikrolépést beállítani, vagy nincs ennek jelentősége?
A segítséget előre is köszönöm!
guliver83 | 3219
2023-11-17 20:55:14
[4867]
Ha meg lehet szeretni tőle bármit is, nem tudom mennyire lenne itt rá igény?
A brazil engautomation az Instagramon: nyomul a srác, sorozatgyártásba kezdet, de nem a ESP32-es platformon, hanem stm32V407-as CHIP dübörög a nyákon. Az orosz MX-Mester viszont már továbblépett az STM32-esről, bár csönd van, de ott 2 tengelyre már 1Mhz-t igér a CH32v307 CHIP upgrade-vel
Nincs nagy mozgás MX-Master körül mostanában. Legutóbb nov 12 -én kérdezett rá valaki arra, hogy hol lehet megvenni a CH32-es kütyüt, de semmi visszajelzés a fórumjukon
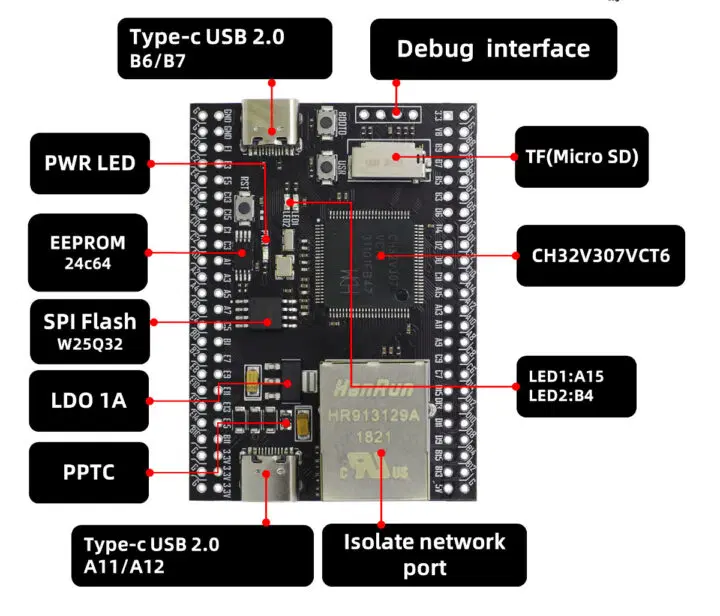
Ami látszik a képen két oldalt párhuzamsan , sorakoznak az I/O portok 80 van belőle! nem kell hozzá W5500 külső ethernet port, mert integrálva van a boardon tele van kimeneti portokkal: soros, usb , SPI,CAN, I2c, stb (nyilvan ezek lefogalalnak a 80 porból)
van két DMA memoria hozzáférése, mivel MX-mester 1 MHz-es vezérlés tud kiadni 2 steppere, 3. tengelyre pedig talán 400kHz-et.
kérdés, hogy kinek van szüksége ilyen sebességű vezérlésekre
Igen! Mivel jobb mint ez a kártya? CH32V307VCT6 MX Mester erre tervez és nagyon jó. Csak azt nem értem, hogy ő most a programot árulni akarja, vagy csak, nem tette egyenlőre nyilvánossá. És ezen a kártyán minden rajtavan ami kell.
Kb. egy éve rendeltem Colorlight 5A-75E kártyát hazai forrásból 75B nem volt elérhető. Nem sikerült lelket bele vernem. Ha lesz egy kis időm újra előveszem.
Köszönet guliver83 fórum társnak, nagyon sok info összegyűlt a kártyáról.
Juhász Zoltántól megtudta, hogy nálunk Mo-n nyilt forráskódként ki van téve a github-ra.
Köszönet guliver83 felkutatta, hogy nan egy kereskedelmi változata ami Braziliában készül,Erik Gusmão fejleszti [engautomation]. De a fejlesztője nem tudja a magas adók miatt ide szállítani. Lsd. lenn. Jelenleg ő már a 3-as verziónál tart. Instagramon nyomul vele.
Juhász Zoltán útmutatásai szerint összeraktam a modulokat. A toolchains is összeállt (PlatformIO --> ESP32 mikroproci firmware, halcompile--> userspace HAL pinek, HAL2UDP.hal-->Linuxcnc). A steppert már, I/O már müxik. Tuningolás kell majd v.sz..