Lényegesen gazdaságosabbnak tűnik számomra a használtpiacról - különösen a gyakori, járatos, kisebb méretekből - nagyságrendileg az azonos méretű fúró áráért megkapható dörzsárak beszerzése. Alkalmasint 1-2000 Ft egy kisebb (D20 alatti) dörzsár, érdemes olyat vadászni, amin még rajta van a gyári viasz(?)kupak. Új, Gühring H7 HSSE NC dörzsár szettet (3-4-5-6-8-10) vettem kereken 10000 Ft-ért pár éve a vateráról, senkinek nem kellett hónapokig.
Nincs egy éve, hogy 10000 Ft alatt volt egy szett D8-10-12 körüli szárátmérőjű lapkás furatkés egy doboz lapkával.
Pénz és idő híján én egy 14-es tengelyre illesztést a 14,0-es fúró helyett egy 13-as furattal kezdtem volna, majd - akár az ehhez használt - 13-as fúrót félbetöri az ember (ha van türelme tekergetni a szánt, még erre sincs szükség), és köszörül belőle egy vész-furatkést, amivel fel tudja bővíteni vele (pláne alumíniumban...) 14-esre. Ha véletlenül akad otthon leeső hosszlyukfúró vagy maró, ugyanígy ki lehet belőle alakítani egy fontolva haladó furatkést, 13-as átmérőnél már ez nem lehet különösebb kihívás, tkp. az is elég, ha már hasonlít az élgeometriája egy furatkésére, és az esztergálandó hosszon vissza van kicsit köszörülve. Szabad kézből, szemre minden további nélkül megoldható, nem igényel olyan készséget, kézügyességet, szemmértéket, mint egy fúró újraköszörülése, és meg kell, hogy legyen negyed-fél óra alatt.
Sok mindent leírtak már de mivel alu volt a munkadarab szerintem egyszerűen az egyik élen élsisak képződött, aztán amikor átért vagy amikor viszahúztad lehet le is esett róla.
Ilyen esetekre ha nincs dörzsár legalább tartsál pár méretű -féltve őrzött- keményfémfúrót, azokal el lehet érni a pár századnál kisebb túlméretet.
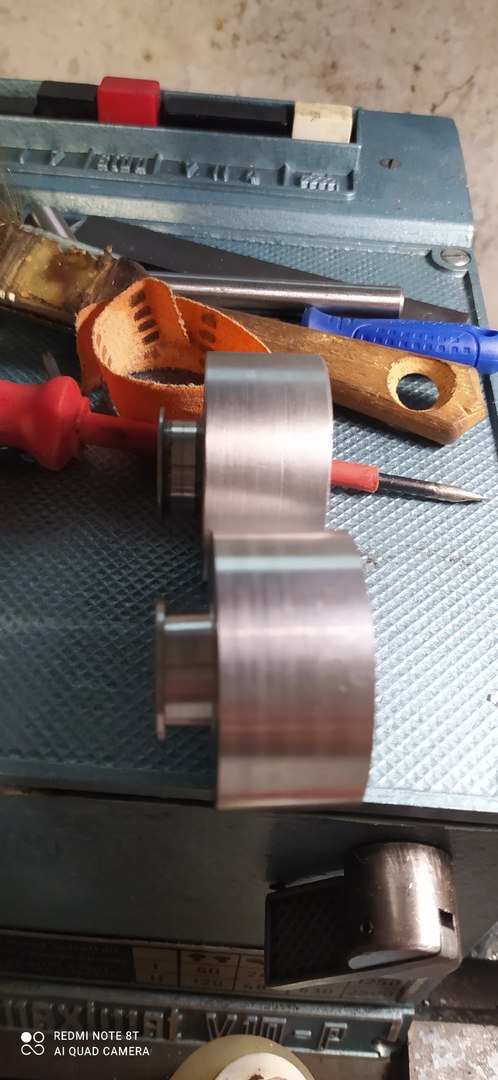
De! van mivel. ott van a fiókban, csavaros dobozban. Igaz nem precíziós drága pénzen vásárolt csili-vili kütyü. Kettő darab 10-12-16-os anya lapjával összefogva, igy egy fekvő 8-as a fúrót az alábbi ábra szerint a 120 fokban álló lapokhoz tartva nagyon szépen látható a hiba ha van.
Ha nincs mivel akkor mérd vissza a fúró végétől a él sarkát mindkét esetben! Már annyira megdolgoztattunk hogy fogjuk a szemedre. Ez a fúró jól néz ki,de mégse tudja azt amit kell. Én már arra gondolok hogy csak játszol itt velünk! Ilyen sz.r fúrót nyócadikos' koromba se köszörültem:)
Sok mindent leírtak ,már . A befogás még esetleg . Felverődés a kúpon , esztergált szárnál egy megfordulás nyoma . Így soha nem próbálnék méretet készíteni . De mivel talán fél éve írtam hogy még dörzsárral is sikerült nagyobb mértet elérnem ,de az csak begy laposvas volt ,a harmadik furat már jó lett Hallgattam eddig
Köszi! igen látszik az eltérés! Ha tolómérővel megsaccolod az élhosszakat köszörülés közben akkor nem jársz így legközelebb. Mindkét fotón rövidebbnek látszik a fényes élhossz!
Sokat jelent, ha pontos a szegnyereg beállítása is. Anélkül még a dörzsár sem tuti. Viszont helyesen beállított szegnyereggel,először a végleges furatátmérő alá ~0.5mm-el fúrva már meg lehet próbálkozni dörzsár hiányában a csigafúróval is. A vágóélek sarkát kissé lerádiuszolva egészen jó felületet lehet elérni, sikerült már ilyen módon tengelyre illeszteni nekem is.
Sziasztok kérnek egy kis segítséget, újra esztergáltam egy kombinált gyalugép meghajtó szíj tárcsáját alumíniumból, elég jól sikerült kivéve a furatot! 14 mm tengely vége ricnis az alumíniumba központ fúrtam, majd 7 mm furoval elő furtam és 14 hss csiga fúróval telibe, de a vége sajnos 14,34 lett hollott 13,98 mm mértem az élszalagnál!! Mi lehet a hiba, nyilván lehetne furat kés de az nem volt megfelelő ami be férne!
stojka | 628
2022-09-11 12:32:42
[47037]
Szevasz
Nagyon jó érzés a képeidre nézni, ilyen a gép ha van gazdája.
Szia, ezt én is megtaláltam, jókat is írnak róla, jó kis eszterga lenne. De közben sajnos kiderült, hogy imperial rendszerű és e mellett semmiféle pótalkatrész nincs hozzá - Myfordal is beszéltem, az van hozzá ami Ebayen, azaz semmi pl. egy Emcoval szemben. Nézegetek tovább, az álom egy Emco Maximat 11 lenne.
Arra figyelj hogy az a gép könnyen lehet imperial rendszerű. Szerintem nagyon kényelmetlen ha colos orsók skálák vannak a gépen, ráadásul ezeknek a metrikusra való cseréje is sok munkát jelent.
Ha a te géped is ilyen kialakítású, akkor tényleg kell egy kis ügyeskedés. Eredetileg szépen, jól láthatóan ott a menetóra körszámlap helye a lakatszekrény házán (v. a keresztszán-testben?) kialakítva, plusz arra is figyeltek, hogy egy "revolveres" hosszütköző is beférjen arra a kis helyre.
Átgondolt tervezés, csak most neked kicsit körülményesebb ide illeszkedni.
Gondoltam rá,gondoltam rá, hogy elég erős lenne az is. De most már föltettem az osztófejet és kióráztam. Elkészítem acélból. A tiédtől bonyolultabbat kell csinálni, mert a távolságok miatt szükség lesz közlő fogaskerekekre is.
Én az Asist esztergára csináltam menetórát, bár már nem használom amióta van az Arduinós program. Szerintem tökéletesen megfelel ide, de még menetet vágni is elmegy kis esztergákon mint az enyém. A ferde-fogazás sem kihívás. menetóra
Kezdő vagyok a témában, ezért rákerestem a gépedre, és ráakadtam egy oldalra, ahol megvásárolhatóak a doksiai: https://store.lathes.co.uk/print/mt200s28 Nem tudom ez segít-e...
UI: Becs szó, nem lopni akartam a nikneved, nem láttam, hogy van ilyen felhasználó, én meg használom ezt sok helyen máshol is!
Köszönöm az infókat! Több féle fogszámmal is el lehet érni a célt. Azért választottam a 20,21,24 fogszámokat , mert az én gépemen már megvan az óra helye. Ezekkel az átmérőkkel tudom elérni a vezérorsót reményeim szerint. Elég nehézkes a pontos mérés ezért akarom műanyag fogaskerekekkel kipróbálni. A ferde fogazásra én is gondoltam, de annak a legyártása kicsit macrásabb. Ezért kértem 6-8 mm vastag lemezből, hogy ne szoruljon be a menetek közé. Ha jó lesz akkor majd legyártom acélból. Úgyis kell néhány cserekereket készítenem, mert hiányzanak a collos menetekhez valók. Akkor már szívesebben belekapaszkodok az osztófejbe, ha nem csak egy kis munkáért kell emelgetnem azt a dögöt.
TOS-S28-as gépem van, ha valaki tud infót adni az eredeti menetóra kialakításáról azt megköszönném. Nekem gyanús, hogy közlőkerék is lehet benne.
Van itt a látókörömben egy kínai gép ezen is 6 mm-es a vezérorsó.
A gyári menetórájához 14, 15 és 16 fogú kerék való, de sajnos csak a 15 fogas van meg.
Maga a kerék acél, a 15 fogú kerék fejköre ~33 mm, 12 mm széles és a 6 mm-es orsóemelkedési szögnek megfelelően ferde fogazású.
Hátha segítenek ezek az infók.
ab | 686
2022-08-06 13:20:07
[47018]
Köszönöm, a gyári crova szár nagyon tetszik! A régi forrasztottlapkás késszárak anyaga mi lehet? Egy ismerős 160mm tokmánynál használja. Csővel növelt erőkar hossz a T fejen. Ma mutatta, nagyon minimálisan van csavarodva a 10x10mm keresztmetszetu négyszög késszár. Sima elektródával hegesztett a T fej.
Csuhás | 6654
2022-08-04 14:17:53
[47017]
Jó régen ezüstacélból készítettem, vízben edzve, és a túlsó végét melegítve addig visszaeresztve amíg a négyszög a barna és kék határára nem színeződött.

 Hallgattam eddig
Hallgattam eddig