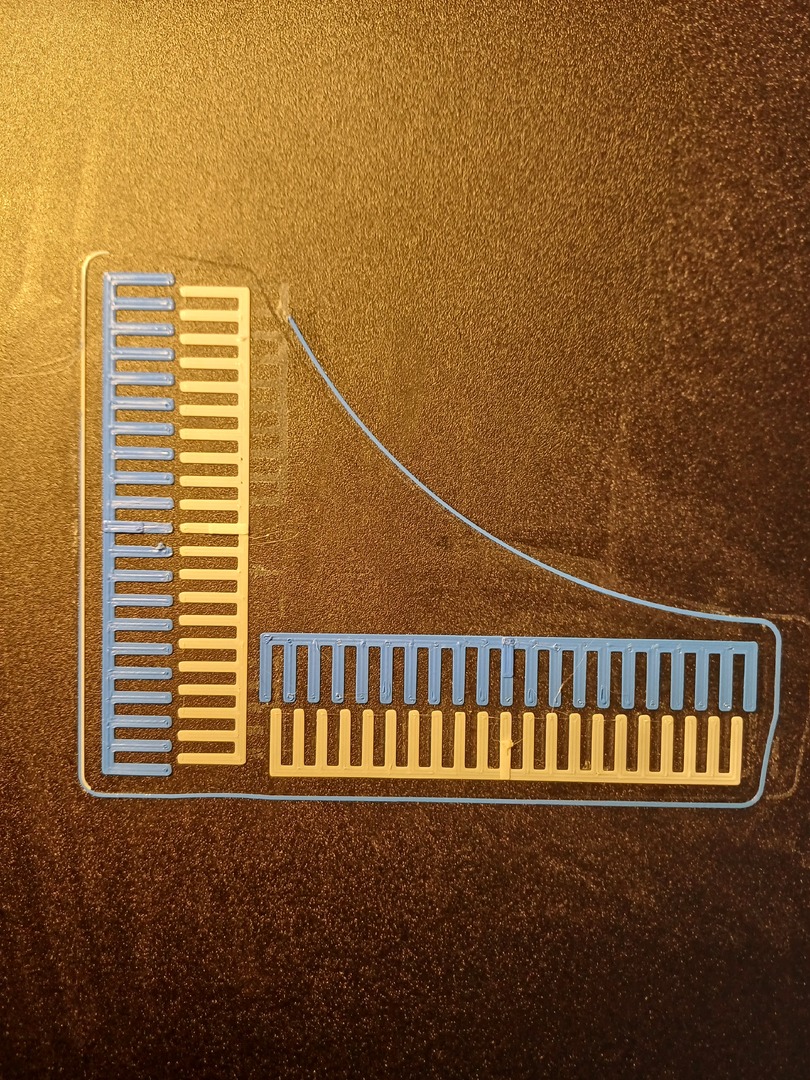
Alakul. Ezek a sokszínű csomagból való szálak. Felvittem a hőfokot 210/70-re. Csak sima szálcserés színes, egy extruderrel, a rókának nem egysíkú a teteje.
Lepkeinvázió van. (Kínai 30x5m sokszínű PLA? filamentre lehet, hogy kár volt pénzt kiadni - kézzel gyötörve elég szívósnak tűnik, ki kellene próbálni a fűszegélynyíróban, hátha jobban muzsikál...)
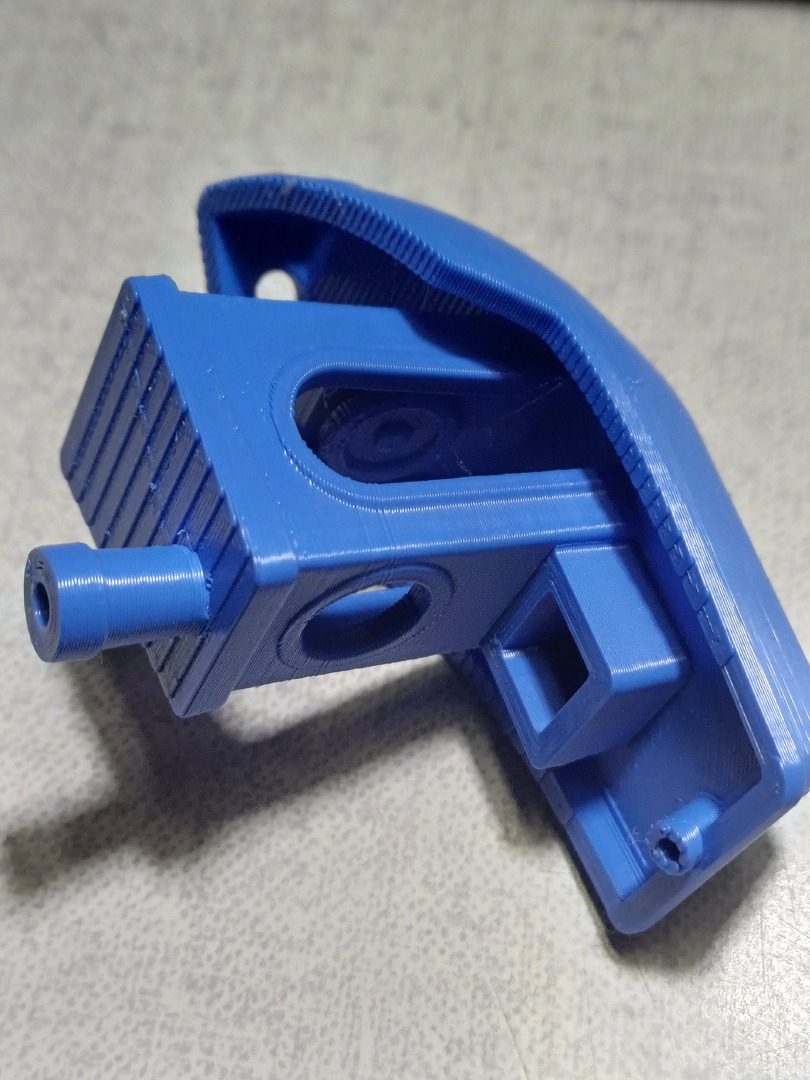
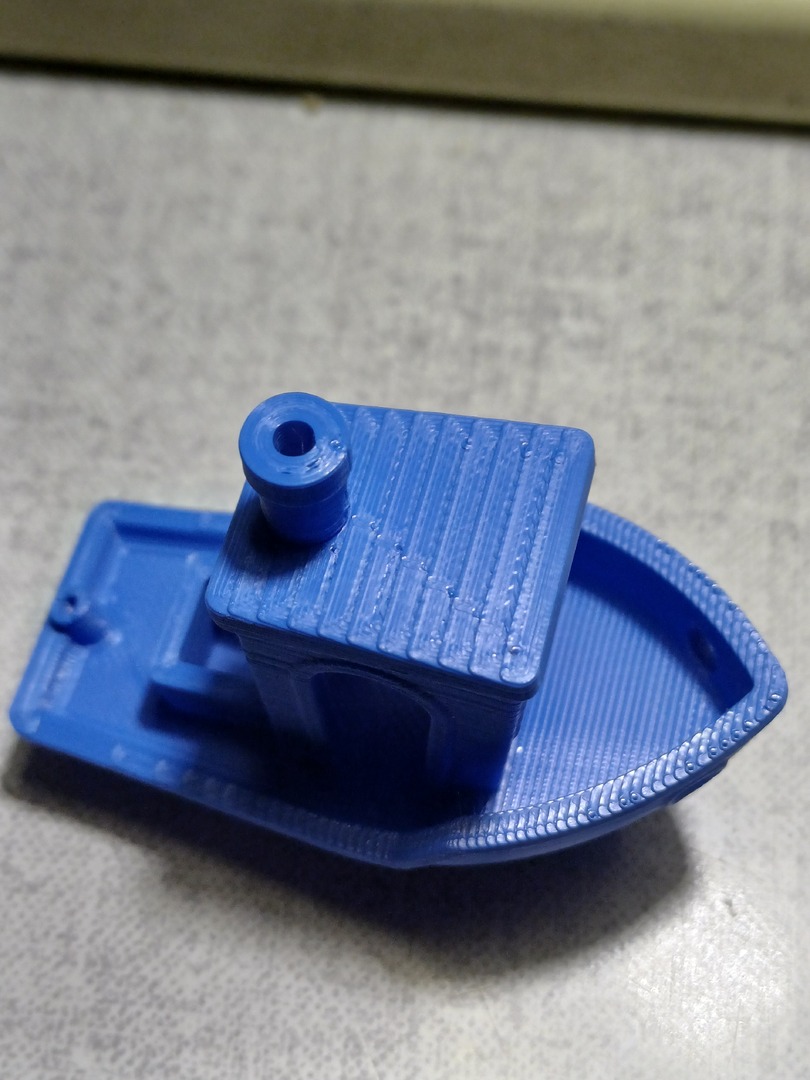
Üdv! Sajnos nagyon törékeny lett a nyomat is - nem csak a filament... A záróképet megelőzően már három helyen lett ragasztva. Először próbaképp (szilárdság vizsgálat) addig feszegettem, míg eltörtem a tappancsát, azután a dörzsárazást sem bírta ki egy darabban.
Újév napján az X-Y offszet is a helyére került. Szilveszterkor meg indultam vele a kályhától... A magasságbemérő és a fúvoka közötti Z-offszet "gyárilag" be van állítva és ha valami okból (gyári értékek visszaállítása?) felülíródik (nullázódik), akkor szintezéskor csinálja a hülyeséget. Még jó, hogy emlékeztem rá, mi szerepelt ott eredetileg. Ilyen beállító létrát nyomtat - tapadásra nem lehet panasz, mert ez így egyrétegűként szinte levakarhatatlan:
Vetesi75 | 1724
2024-12-30 13:36:31
[154]
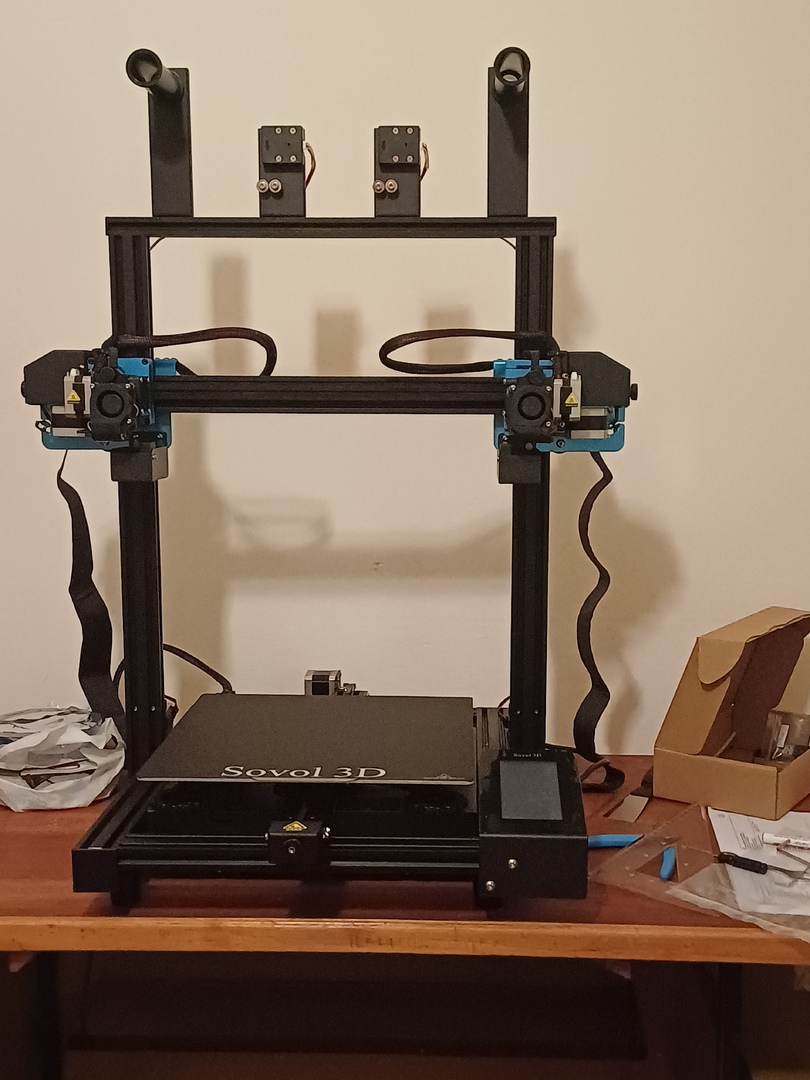
Ami nem látszott a képeken és a termékleírásból sem jött le (vagy csak elkerülte figyelmem), hogy ugyan a jól megszokott két csavarorsós Z-tengely, de ez két motoros is, mindenféle mechanikus függés nélkül. Van hozzá két forgácsolt plexi lap, amivel beállítható a vízszintesség. Kikapcsolt állapotban az orsók tekergetésével. Kicsit vicces, mert ez az íróasztal lapjához történik. Kétségeim vannak a beállítás pontosságát és reprodukálhatóságát illetően, továbbá a hosszútávú stabilitással kapcsolatban is, hogy a beállítást mennyire őrzi meg. Erre ki kell találni valami megbízható ellenőrzési, beállítási procedúrát. Szíjfeszítők könnyen hozzáférhetők, állíthatók, de másodlagos fixálási lehetőséget nem véltem rajtuk felfedezni, remélem menet közben nem fogják magukat önállósítani. Az asztal jó nagy. Csak középen megvezetett, de stabilabb, mint amire számítottam. Szintezés nem macerás, de az asztal közepe becsüng vagy másfél tizedet, csak a sarkai vannak alátámasztva. A túl könnyen állítható szintező tekerentyűkkel, ugyan az az aggályom, mint a szíjfeszítéssel. A kezelő a szokásos érintős, rém egyszerű menürendszerrel - bonyolultabbra számítottam. Semmiféle internetes bohóckodás, a külvilággal USB-n vagy SD kártyán tartja a kapcsolatot. A kártyán a doksik .pdf-ben, videofájlok a beáálításhoz, kalibrációs G-kódok, néhány demó kód/modell és egy a gép profilját is tartalmazó Cura szeletelő található. 2. szopacs: Sehol nem esik szó róla, hogy szimpla nyomtatáskor a másik fejhez tartozó filament érzékelőnek is aktívnak kell lenni. Elment vele egy bő órám mire rájöttem. (Arra is, hogy a kütyü kompatibilis a 2-es imbuszkulccsal. ) Nyomtatás közben nagyon hiányoltam egy munkadarab megvilágítást, nagyon nem látni, hogy mi történik. A dob tartója sem nyerte el tetszésem, valamit ki kell majd találni a szál dobon való lazulása ellen. Röviden ennyi. Két fejjel még nem nyomtattam, folyamatban van a kalibrálása.
Sziasztok! Aludtam már rá párat és kezdek lehiggadni, így kifejteném a kezdeti történéseket bővebben. A forrás a 3DJake, jónak nevezhető átfutási idővel érkezett, belföldön adták fel, a Magyar Posta szállította a szokásos csomagkövethetetlenséggel, a vele együtt rendelt PLA filament két nap késéssel külön csomagban jött. O.K. A csomagolás az fenomenális. Még ennyi szemetet! Fél köbméterrel kevesebb lett az életterem. Tartalom hiánytalan - gép, szerszámok, apróságok, kezelési útmutató összeszerelési leírással és külön füzetecske a beállításhoz, szintezéshez, ami csak angol nyelvű, rengeteg ábrával és könnyen értelmezhető. Z-oszlopot rárakva a megmunkálásnak köszönhetően merőleges, de állítási lehetőség se nagyon van. Elektromos csatlakozások egyértelműek, leírásban is jól illusztráltak. Első szopacs: Az X-vezetéken a jobboldali kocsi alig mozdítható, görgők agyon vannak feszítve. Excenteren állítható lenne, de mégsem... Fellazítva sem igazán, de vissza sem rögzíthetőek, mert a csavarfejek nem hozzáférhetőek. Szétbombázva az egészet nyilvánvalóvá vált az ok - a csavarfejek útban vannak egymásnak. Némi anyag elvételt eszközölve beállíthatóvá vált, de a hosszú ideig tartó erőszak folytán a POM-C? görgők deformálódtak, ami érezhető döccenésben nyilvánul meg. Kicsi az esély az alakjuk visszatérésére - szóval ez majd cserés. (folyt. köv., ebédidő van...)
Sziasztok! Kellemes ünnepeket kívánok minden kedves fórumtársnak! Megjött és össze is raktam a nyomtatót - mármint, ami a mechanikai dolgokat illeti. Most kezdem majd beállítgatni. Ha elakadok vele, biztosan fogom zaklatni a társaságot a bajaimmal, de azt a 3D nyomtatásban teszem, mert szerintem nagyobb valószínűséggel találok segítséget. Az alany egy Sovol SV4, de többet egyelőre nem írnék róla, mert még most eléggé vegyes érzéseim vannak vele kapcsolatban...
Különben meg be vagyok most izgulva, mert az életem első 3D-nyomtatója valahol a Magyar Posta nevezetű fekete lyukban kering...
Vetesi75 | 1724
2024-12-16 13:18:18
[145]
Megjött az új PLC a kinaiaktól. Napokig szívtam vele, míg kommunikációra tudtam bírni. Tettem egy próbát a régivel és lám működik! Szóval van egy tartalékom, ha az egyiket valami harci támadás érné. (Gyanúsan be volt ragadva rajta Y3 magas szintre, meg a bemenetekre nem reagált, de nem csoda, mert a kicsi sárga küldött vele programot is...) A trial verziós szoftver visszont aggaszt - nem csak azért, mert egy hét mulva lejár. Nem jegyzi meg a beállításokat, ill. üres projekt állományt ment el...
Én is PLC-re alakítottam át. Ma is szépen kihasználtam ezt a tompa napfényt. Legalább a fűtés elmegy róla ilyen időben, ha meg egy picit kisüt a nap akkor nekem is bőven megvan a HMV is a felesleg meg megy a tartályba.
Semmi extra. Két hőmérő, egy keringtető, egy árnyékoló, egy elektromos fűtés, hálózatról támogatott napelemes szigetüzemű tápellátással. A függések ki vannak találva - deszkán analógban már elkészült, ki van próbálva, de bonyolultságának megfelelően kellően instabil is... Jó volna az analóg részt (is) szoftveresen realizálni.
Még mindig a napkollektorral kísérletezgetek. Kellene hozzá egy igényeimhez szabott vezérlés, mert a készen kaphatók még viccnek is rosszak. Mindenki verőfényes napsütésben gondolkodik, ez meg négyévszakos üzemben lenne használva. (Használati melegvíz.)
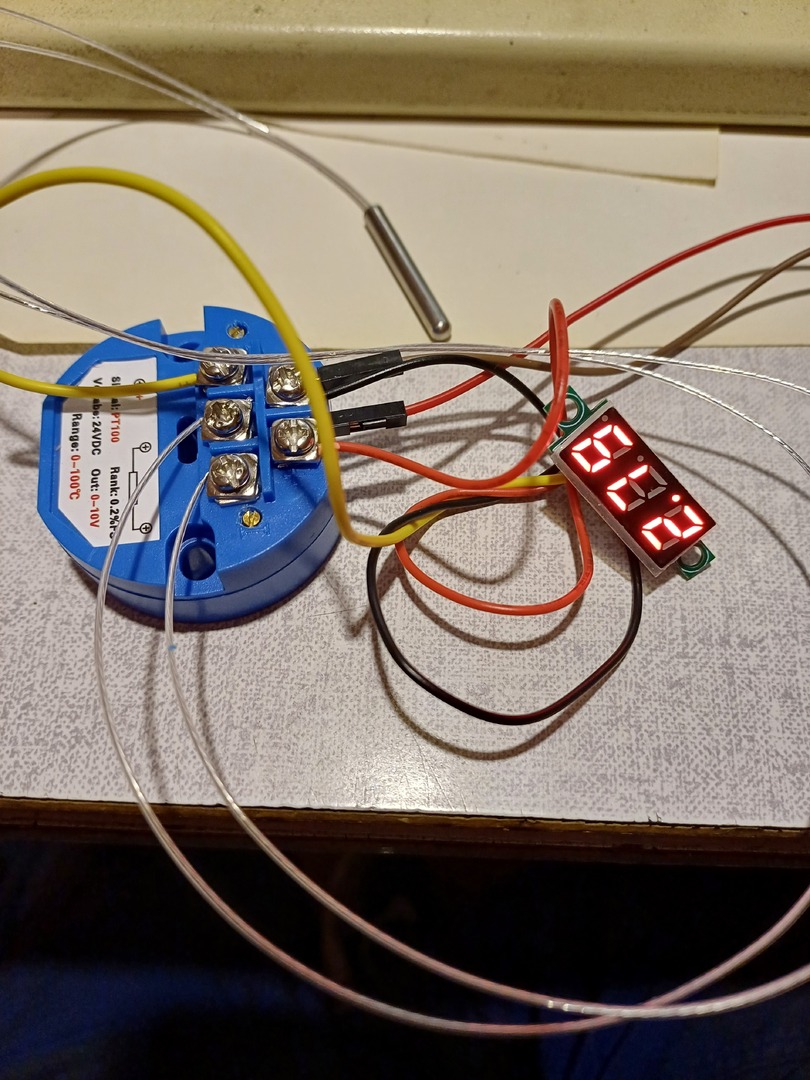
Sziasztok! Ez is a PLC-s projekt része, de legalább jól működik. Pt100 + 0..10v,0..100fok szenzor modul + 3 vezetékes panel voltmérő egy 24V kalapsín tápegységgel hajtva.
Révész Richárd | 2073
2024-12-01 19:42:48
[138]
Ha megtalálom valahol a CD-t amin a GX developer van akkor elküldöm, az nem jár le. Nem tudom, hogy lehet e frissíteni, de FX2-höz jó
Megjött kínából a mini PLC-m. Egy napra rá a kalapsínes tápegység is hozzá - régebben a 0...10v Pt100 távadók is. A PT100-ak meg valamikor közben (nem volt itthon csak Pt1000). Ja! PLC-vel az USB/TTL programozó madzag is (kérdés is lesz). Szerintem a PLC-t sikerült az első beüzemeléskor elhegesztenem, most rendeltem másikat, - várom - ha van aki járatos a témában, beüzemeléshez kérném segítségét! Előre is köszönném! A kínait elsőkörben nem szidnám, szerintem én vagyok b@lf@sz...
Haver megtalált... Szerzett valahonnan egy hobbykategóriás faesztergát és felmerült az igény egy M18x1,5/M33 adapterre. Nem CNC-n, E1N-en készült - egy megfogásból, hogy szaladjon is. Szóval a napokban elkövettem egy ilyet:
Sziasztok! Már eddig is volt elkalandozás itt ebben a topikban más irányban, nem csak az épülő CNC-mre hajazva. Lenne igény rá, hogy más területen adódó itthoni tevékenységemet is közreadjam? ("MM" vagy "Épül és készül..." mintájára, de csak ami itt nálam.) Kis faipari gépészeti, kis kemencézés, kis asztalos, kis stb.? Reakciókat ide legyetek szíves! (Most bontom faterom kombinált gyalugépét - hajmeresztő!!! - tervezem összerakni is, szép kis YT-video lesz belőle összevágva...)
Vetesi75 | 1724
2024-09-22 16:37:18
[128]
Készülget a rugóház - az ementáliasítás még ezután:
6SI7 , 56SI7 , 60 SM1 , Ezeket az rugóacél alapanyagokat szoktam vásárolni (féder acélnak is nevezik) van egy ismerősöm , rúgóacél kovács teherautókat útánfutókat javít , tölle szoktam hozni dirib-darabokat 6-20 mm vastagságig van neki különböző szélességben. Ezek az alapanyagok nincsenek hőkezelve de így is van KB. 30 HRC, szerintem. Szerszámokat szoktam belőle csinálni PL. a csapágylehúzó körmeit , vagy osztott tárcsákat. Egyszer kell megcsinálni jól szinte örök élet. Alacsony vágóval jó szerszámokkal lehet forgácsolni.
Normális körülmények között ez az egész forgácsolósdi a gazdaságosságról szól. Nagyon jók a VHM szerszámok, de ha a minimális feltételeket nem biztosítják a használatukhoz, akkor kész ráfizetés lehet a vége. Rendszeresen fúrok én is VHM-mel ezen a kisgépen "kész" rugóacélt (58...60HRC), de néhány furat éltartammal kalkulálok. Még így is jobb a "kuncsaftnak" (késes haver), mint elvinni szikráztatni. (Talán nálam annyival szerencsésebben jön ki, hogy a kínai, bevonat nélküli keményfém fúrót a melóhelyen meg tudom magamnak élezni.)
Nekem is ez a tapasztalatom csak fele fordulaton, a kis kagylókat szeretem én is, ez amikor megváltozik akkor kell a lapkát fordítani, átvált folyóforgácsba amikor a végét járja.
Melóhelyen márciusban levettek esztergáról (régebben megmunkálón voltam, de ott míg "nyaraltam" ki lett a csapat - meg még előtte az utódomat is betanítottam), azóta "megnyertem" az új váltópalettásat a huszonkilós darabokkal. Itthon csak kisgépek, hobby és néha egy-egy baráti szívesség, mint ez is.
Na de a műhely is olyan mint a ház, ahány annyi féle mindenki másra esküszik , nekem PL. A bevonatos vídia fúrók váltak be alacsonyabb vágó, viszont nagyobb előtolást bír. Most is a miatt kellet csapágyazni a gépet , elkezdte koptatni a szerszámaimat.
Ezek az alacsonyszilárdságú, kis széntartalmú szerkezeti acélok jelentős élrátéttel fúródnak, ezért mérsékelt előtolást igényelnek. A vékony forgács meg a fúrólapka geometriájából fakadóan nem törik meg. A folyó forgács kezelhetetlen, ezért muszáj megszakítani. Egy C45-ben vagy CrMo-ban már más a helyzet, ott mehet a D/100 folyamatos előtolás és előáll a kiskagyló alakú törtforgács.
Az S235-ös a legolcsóbb leghitványabb alapanyag. ha lehet elkerülöm S355, 52C , E295 , ha van rá lehetőség ezeket választom. De az automata acélt szeretem a legjobban. (nem koptatja úgy a szerszámot plusz magasabb előtolás és vágósebességet is kibír) Azt viszont tudni kell ez az alapanyag sem olyan már mint régen , kivették belőle az ólmot meg a cinket (az unió nyomására) De állítólag azóta jobban hegeszthető.
Ha nagyon ramaty, akkor képes szikrázni is a belépéskor, hiába van "szinte vízbe merítve". Másik verzió a 23-as csigafúróval történő fúrás és kiesztergálóval való furatbővítés lett volna, de mint tudjuk, a lustaság már egy fél egészség.
Az S235 az jól forgácsolható tapasztalataim szerint, nincs ekkora víznyomásom de az előtolás 0.06 már teccik! Az öreg gépemet nem akarom így pörgetni és terhelni mert kevés az amper.
ÉN éjszakás műszakban szándékosan teszteltem a négyszöglapkás fúrót. A külső lapka irányába mindig korrekcióztam 0.02 mm-ert majd mindig mértem a furatot , meglepően jól teljesített.
Nagyban függ attól, hogy mennyire revés a vas felülete Kb. 10 köteg húzott köracélt dolgoztunk fel ennél a munkánál. Egyszer hoztak egy olyan rossz minőségű alapanyagot , csak úgy szidtuk. A vége az lett , hogy visszavettünk a vágósebességből meg az előtolásból.
Szerintem jól sikerült az a telibefúróval való fúrás azon az egyszerű kis gépen. GRATULA.
:) Most képzeld el, hogy milyen a hangja ebben a rozsdamentesben a 38-asnak, mikor a közepét fúrom. Ezekkel, ha elég masszív a technika, lehet akár félfuratot is fúrni.
Csak 180m/min vágósebesség, S355-ben kb. 6...8 métert összességében (mm-enként megszakítva, mert rendszerint folyóforgácsot hoz), de ez élettartam (kb. 30 percre van belőve) nagyban függ attól, hogy mennyire revés a vas felülete (lángvágott vastaglemez). Ja, belsőhűtéssel, mert a 2D mélységhez már nagyon kell. ZCC ZTD03-XP.... ZCC SPGT... lapkával a leggyakoribb, amit használunk.
D26 2200 1/min kb.0.1 mm/ford A váltólapkás fúró már csak ilyen. Én kb. 10-éve dolgoztam egy forgácsoló cégnél D27 2700 1/min KB. 0.06 mm/ford S235 Tízezer számra fúrtunk sokszor három műszakban, de bírta a strapát , hallani kellet volna a hangját csak úgy visított a fúró (a WNT-és beszálító javaslatára lett beállítva a gép) 20 Kw-os főmotor, a víznyomás kb.6 bár. De azért ott is beremegett az elején.