|
Előzmény: Nagy Zoltán, 2007-05-01 16:24:00 [306]
|
|
Előzmény: Égető Csaba, 2007-05-01 15:35:00 [304]
|
|
Előzmény: Égető Csaba, 2007-05-01 15:35:00 [304]
|
|
Előzmény: Varsányi Péter, 2007-05-01 13:58:00 [300]
|
|
Előzmény: Balu, 2007-05-01 14:09:00 [301]
|
|
Előzmény: Balu, 2007-05-01 12:02:00 [299]
|
|
Előzmény: Varsányi Péter, 2007-04-30 15:30:00 [293]
|
|
Előzmény: tatai, 2007-04-30 22:13:00 [297]
|
|
Előzmény: n/a (inaktív), 2007-04-30 16:31:00 [294]
|
|
Előzmény: Varsányi Péter, 2007-04-30 14:26:00 [288]
|
|
Előzmény: Balu, 2007-04-30 14:54:00 [291]
|
|
Előzmény: Varsányi Péter, 2007-04-30 14:42:00 [290]
|
|
Előzmény: Varsányi Péter, 2007-04-30 14:42:00 [290]
|
|
Előzmény: Varsányi Péter, 2007-04-30 14:26:00 [288]
|
|
Előzmény: Balu, 2007-04-23 19:34:00 [282]
|
|
Előzmény: Balu, 2007-04-23 18:59:00 [280]
|
|
Előzmény: n/a (inaktív), 2007-04-23 12:09:00 [278]
|
|
Előzmény: Varsányi Péter, 2007-04-23 09:49:00 [277]
|
|
Előzmény: Hunka Tibor, 2007-04-22 23:43:00 [276]
|
|
Előzmény: Varsányi Péter, 2007-04-22 21:22:00 [271]
|
|
Előzmény: Kristály Árpád, 2007-04-22 20:54:00 [270]
|
|
Előzmény: nagaoka, 2007-04-22 21:53:00 [273]
|
|
Előzmény: Varsányi Péter, 2007-04-22 12:25:00 [264]
|
|
Előzmény: Varsányi Péter, 2007-04-21 11:20:00 [251]
|
|
Előzmény: sasi, 2007-04-22 17:53:00 [266]
|
|
Előzmény: Varsányi Péter, 2007-04-22 12:25:00 [264]
|
|
Előzmény: Varsányi Péter, 2007-04-22 12:25:00 [264]
|
|
Előzmény: janko, 2007-04-21 20:23:00 [257]
|
|
Előzmény: san398, 2007-04-22 09:58:00 [259]
|
|
Előzmény: janko, 2007-04-21 20:23:00 [257]
|
|
▲
◊
|


 " border="0" style="max-width:970px">
" border="0" style="max-width:970px"> " border="0" style="max-width:970px">
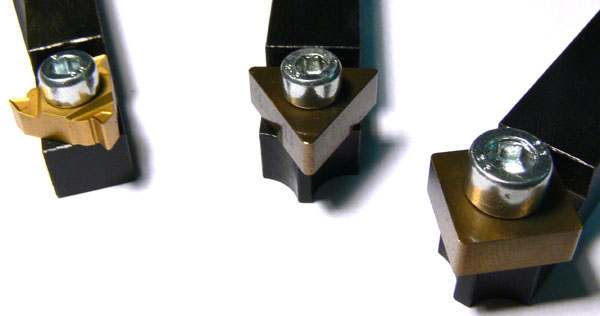
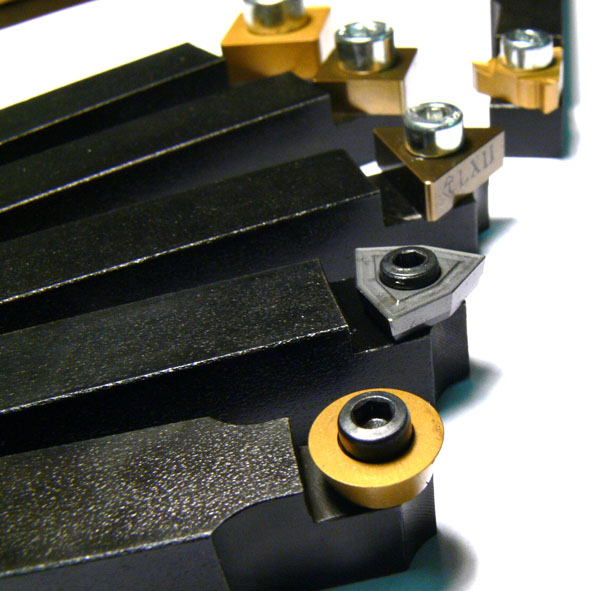
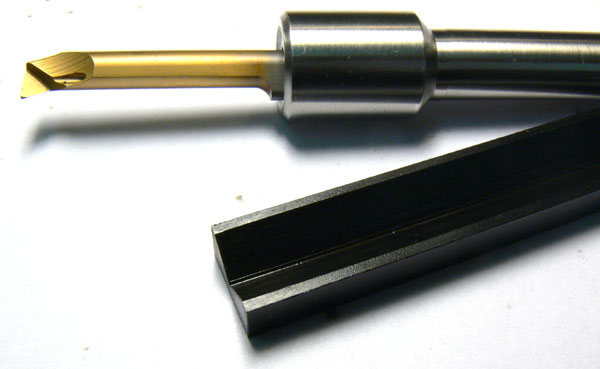
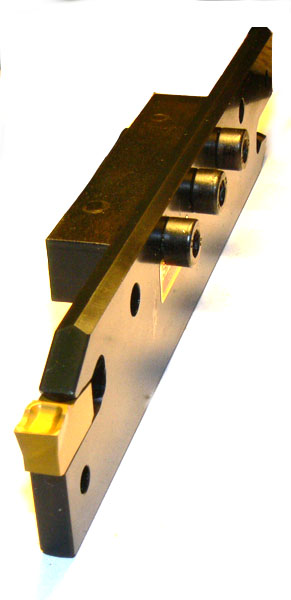
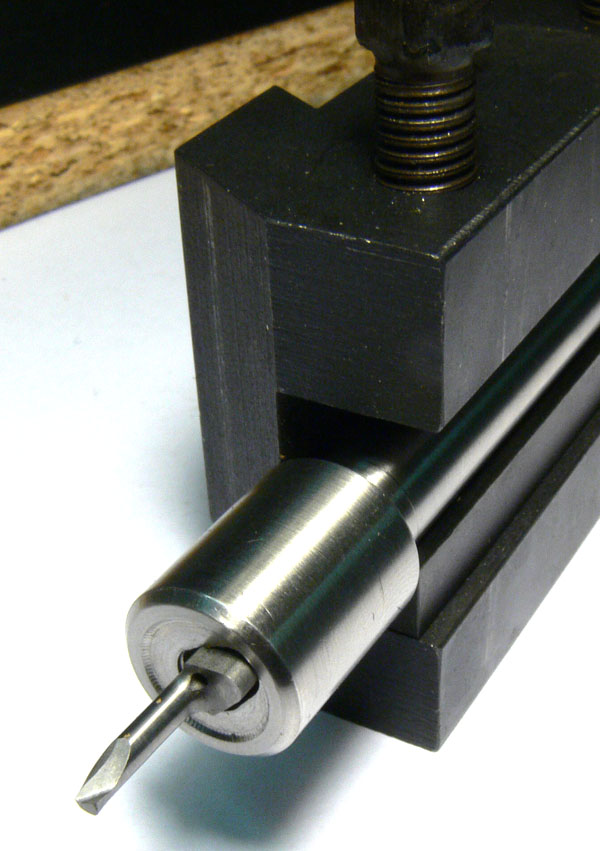
" border="0" style="max-width:970px">  a "tíz perces" szerszámokat
a "tíz perces" szerszámokat