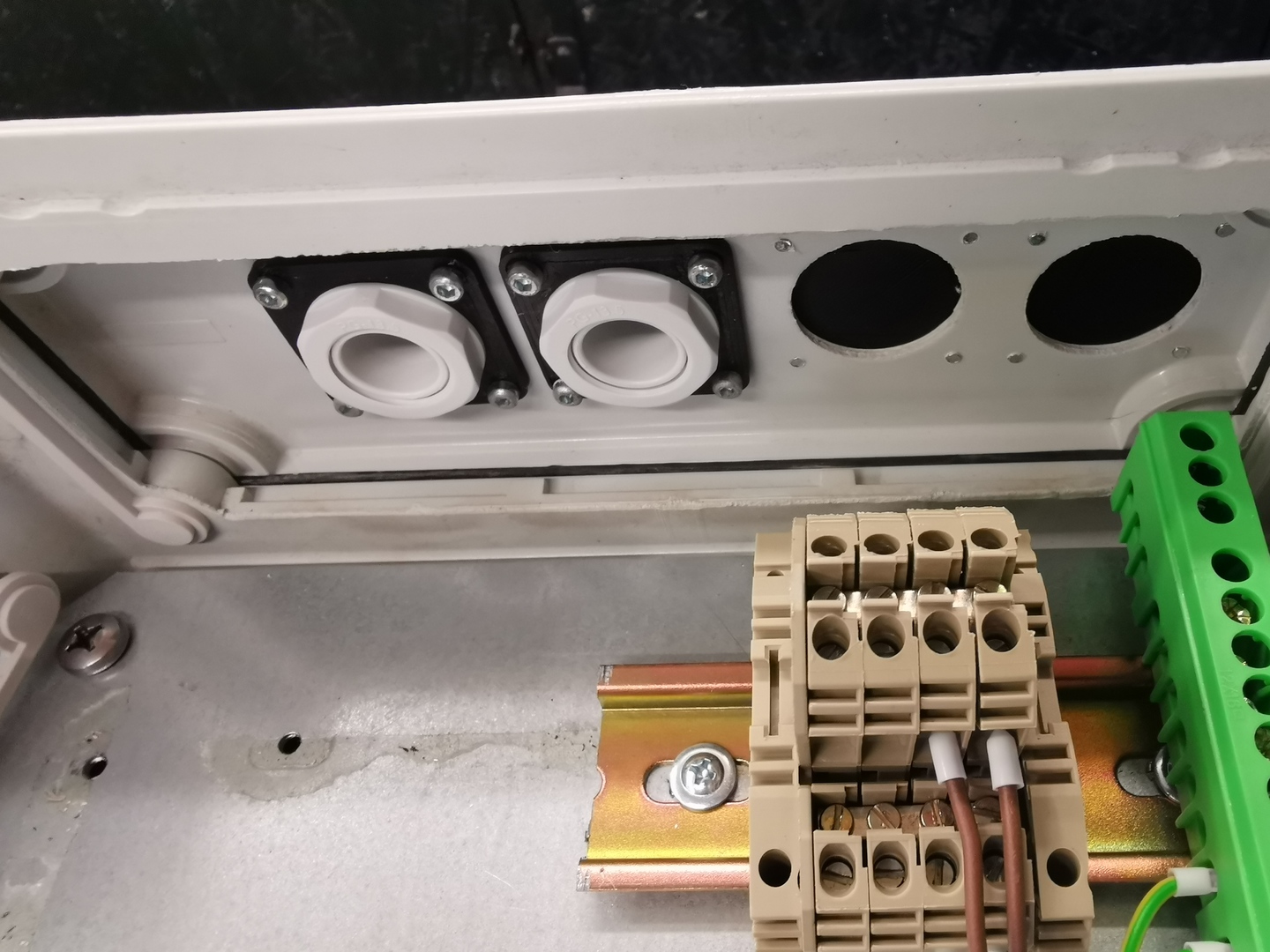
Nem csak disztárgyak készülnek. Egy kis kiegészítés az elektromos szekrényhez.
Gacsi | 13
2020-06-15 16:46:32
[27098]
Melyik paramétert kell állitani(pl a Prusa Slicernél),hogy egy visszahajló (gömb) felület ne rogyjon be? Az infillre tippeltem, de nem az igazi, javit, de van egy fejmozgás ami a héjat(shells)a kritikus esetben negvastagitja. Nem találom a beállitását, nem tudom változtatni,hogy elöbb kezdje az aládolgozást mint az alapbeállitás szerint ami kevés.Melyik paramétert kell változtatni? Köszi.
RJancsi | 5811
2020-06-14 17:07:36
[27097]
Azt hittem arab kecskepásztor. Csak a két fura hajtincs volt megtévesztő.
„This is an ancient sculpture discovered in Pompeii. Part of an ancient Roman "erotic" collection of sculptures discovered in the location. This sculpture depicts a satyr (pan), half-goat half-man, having a sexual intercourse with a nanny-goat”
Mérjél rá a filament vastagságára! Nekem ez olyankor jött elő (nem ennyire durván) amikor időnként csak 1,6 mm volt az átmérője. A flow-t feltekertem 15%-al és elmúlt a hiba. Szerintem az a baj, hogy annyira kevés olvadék jön ki a fejből, hogy vékony a szál és nem ér/tapad hozzá az előző sorhoz/réteghez.
A közepe feljön? Hogy jut oda levegő? Olyan ez mint a tapadókorong. Olyan van, hogy a sok egymás melletti csík hibái halmozódnak, de az csak a csíkozás szépségét szokta rontani, és főleg az első rétegnél.
Nem fotózom le, de nekem is kb. 2 éve egy asztalos szorító tartja középen az összecsukható asztalomat. Amikor rápakoltam az asztali PC-t és egy PC házban levő vezérlőt/meghajtókat, mindjárt sátortető akart lenni belőle. Gondoltam amíg rendesen le nem csavarozom, addig felrakok egy szorítót. Aztán... vettem másik szorítókat.
Jól látom? Vezérli i2C-n keresztül a TMC-t? Lehet rendelek egyet. Általában HongKongból szoktam rendelni. Kicsit drágább, de jóval gyorsabb és megbízhatóbban szállítanak. Ezért szeretem inkább az E-bayt
Még csak a napokban érkezett meg az áprilisi rendelésből, a kijelző még úton van. TMC2208-ast rendeltem hozzá, az legalább már megérkezett. Az 1.3-as hibajavított verziója, sok helyen nagyon dicsérik. ...és moduláris jellege miatt pénztárca barát, apránként is meg tudod hozzá venni a lehetséges kiegészítőket, és nem kell a vámmal szarakodni.
Őszintén szólva lineáris egységet csak márkásat vennék, semmiképpen nem kínait. Viszont ezek iszonyat drágák (nem véletlenül), de elképesztő simán mozognak. Használt vásárlása megoldás lehet, de azért többnyire azokat sem véletlenül adják el. Olcsóbb és jó megoldás a köszörült tengely. Bár ennek sem jobb a minősége, de nehezebb elrontani, jobban működnek kevés pénzért, és ha nagyon vacak, golyót még mindig lehet bele venni jó minőségűt a helyi csapágyboltban, mert a kínaiak golyót nem tudnak gyártani.
Motorra én a nyomatékra szoktam rámenni, mert az mozgatja a tömeget, de 2Amper fölé ne menj, mert a meghajtó bélyegek úgy sem bírják. Én 2.5Amperes motort vettem, és nem igazán passzolnak a meghajtókhoz, nagyon darabosan jár a hagyományos vezérlőkkel, mert alacsony az indukciója, magasabb indukciójú motor simábban jár ugyan ezekkel.
Vezérlőből én a BIGTREETECH SKR V1.4-et választottam. ...de van turbó változata is, az még ettől is gyorsabb. Az aliexpressen minden olcsóbb, mint az ebay-on, és ugyanúgy kinából jön a 90%-a.
Sínrendszer mindegy, kínai mindegyikből vacak, de legalább olcsó. Szerencse kérdése, de érdemes egy szétszedéssel, mosással, golyó gömbölyűség ellenőrzéssel, és tiszta körülmények között újra összerakással, és zsírzással kezdeni. v-slot nem precíz pozicionálásra való, szóval azt semmiképp.
Én köszörült kör tengelyt használok, de a tengelyt itteni boltban vettem, rendes minőségűt, mert a kínaiaknál nem garantált a pontosság.
Álló tengelyekre elég a 12mm-es, de mozgó tengelynél a tömeg miatt érdemesebb max 10mm-est használni. Ha Prusa i3 rendszerű nyomtatót építesz, ott mindegyikre mehet a 12mm-es, de azért azt jó ha tudod hogy az eléggé fölé lövés, mert mindenki 8mm-est használ.
600*600-nak semmi értelme, csak célfeladatokra használnak ekkorát. Kezdőként nem tudsz ekkorát nyomtatni.
300*300-as is feleslegesen nagy, de az még kézben tartható és tudsz feltenni 200*200-as szabvány asztalt ha rájössz, hogy sokba kerül a fűtése Elsőre 200*200-ast javaslok, az jól használható, minden erre van kitalálva. Aztán úgy is építesz másik nyomtatót, ha adott célra ha spéci igényeid vannak.
A kész olcsó nyomtató és annak átalakítása sem hülyeség, főleg kezdőként. Egyrészt az ki van találva általában elég jól, kiforrott szerkezetek, megtanulhatod mi hogy működik, nem kell saját hibáidat elkövetni, legalább is kevesebb szenvedés. Ha van egy akármilyen nyomtatód, azon már tudsz alkatrészeket gyártani a fejlesztésekhez.
Jelenleg az Creality3D Ender 3 az egyik legjobb kezdő választás. Ha magad építed az anyagárban sem úszod meg kevesebből.
Illetve én az Ender 5 Plus konstrukciójával szimpatizálok, és ez is bőven megéri az árát.
Fejleszteni mindegyiken fejlesztenék, de ahogy mondtam az már saját magán nyomtatott alkatrészekkel megoldható.
De a tapasztalatom az, hogy a kezdők soha nem hallgatnak a józan észre Szóval ha magad akarod akkor sem Ramps1.4-el csinálnám. Elektronikai szinten ugyan az van benne, de sokkal alkalmasabb a nyomtatókhoz a kialakítása:Egy ilyesmi integrált vezérlőt ajánlok. Kompatibilis a Ramps1.4-el, de nem lesz a végeredmény egy gányolás....mint nálam Majd befotózom mi a különbség, de lényeg hogy ez sokkal jobban elrendezhető, meg jobbak a csatlakozói. Persze más integrált meghajtók is jók lehetnek.
Motor meghajtónak mindenképpen TMC2130 v. 2208 vezérlőt ajánlanék. Ha nem is használod ki minden képességét, nagyságrendekkel simább a járása és csendesebb. Összességében szebben lehet vele nyomtatni. Annyival nem drágább mint amennyivel kevesebb a szívás vele.
Szia én ilyet építettem nem bántam meg de már inkább kockát építenék vagy végtelenítettet az enyém 42x42x42 és 150 körül állt meg A4988 le is cseréltem Tmc2208 semmi hangja
Tengelyek helyett sint ajánlanék és kockát csinálj
Építeni első nek ender 3 formát 20x20 felület ismerkedni meg hogy meg ismerd a rejtelmeket Ardu meg marlin jó kis kihívás de youtube televan videokkal
Szia! Nem vagyok egy nagy ász a 3D nyomtatásban, de talán nem írok túl nagy hülyeségeket. Ha mégis, akkor majd a hozzáértők kijavítanak. Szerintem teljesen fölösleges a 600x600 asztalméret. A 300x300 bőven elég. Nekem még olyan nyomtatásom sem volt, ami a 300x300-as asztalt igényelte volna. A hátulütője a nagy asztalnak, hogy sokkal nagyobb vázat igényel. Azt meg nagyon gondosan kell tervezni és építeni, hogy ne a gyenge vázon bukjon el a nyomat minősége. Egyébként milyen típust építenél? CoreXY, delta, I3? A másik gond lehet az asztalfűtés. Nem láttam még ekkora méretű gyári asztalfűtést. Így ezt majd ki kell találni és megépíteni. Nem kis feladat egy 600x600-as asztalt egyenletesen fűteni.
Mindenképp lineáris egységekkel építeném a nyomtatót. Mivel Facebook csoportokban és Youtube videókban túl sűrűn látni gyenge minőségű kínai lineáris egységeket, ezért azt inkább innen a fórumról vennék. Valami jó minőségűt, használtan is inkább.
Egyébként van bármilyen tapasztalatod firmware installálással, beállítással, Arduino programozással?
Nem akarlak lebeszélni, csak ne ugorj bele egy esetlegesen soha el nem készülő idő- és pénztemetőbe. Én inkább vennék egy gyárit (Ender3) és szereznék vele némi tapasztalatot. Aztán egy idő múlva már látnád, hogy mit csinálnál másképp egy saját építésű nyomtatón. Na, akkor fognék hozzá az építéshez.
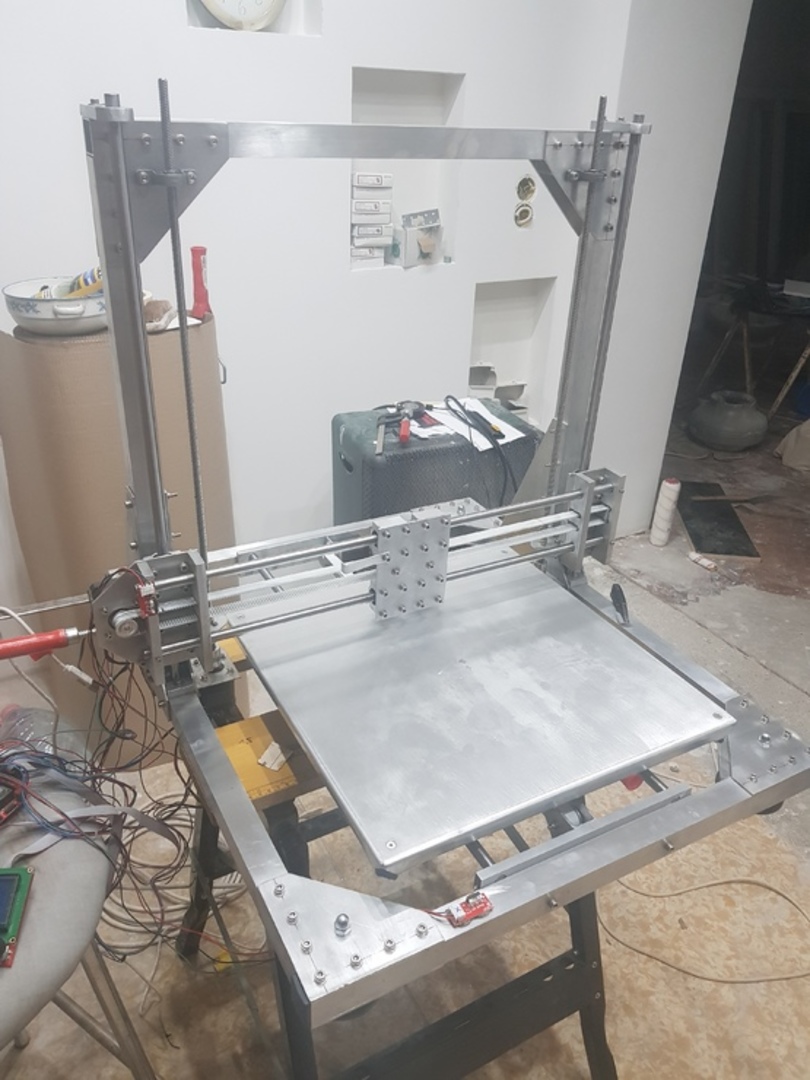
Sziasztok. Még viszonylag új vagyok a 3d nyomtatás területén. Mindezidáig csak olvasgattam róla, de most végre elhatároztam, hogy én is összerakom az első saját nyomtatómat. Persze tudom, hogy vehetnék is, de gyakorlatilag azt látom, hogy mindenki elkezd mindent kicserélgetni a készen vett nyomtatóján, így hát gondoltam ekkor én inkább készítek egyet. Első körben arra gondoltam, hogy 300x300-as asztalmérettel készítem el, de most a sok tanakodás után már az is fölmerült bennem, hogy 600x600-al készítem el, ha már egyszer csinálom miért is ne. Esetleg ennek lehet bár mi hátulütője szerintetek?
Ezen kívül még érdekelne, hogy szerintetek NEMA17 motor vásárlásakor mire kell odafigyelni?
Mi az egyébként amire egy 3D nyomtató alkatrésznél oda kell figyelni, hogy a lehető leg jobb nyomatot kapjuk végeredményként? Márhogy a lehető leg kevesebb utómunka legyen vele?
Előre is köszönöm mindenkinek a válaszát és a segítségét!!! Üdv, Balázs
MaDo | 169
2020-06-12 16:50:29
[27065]
Csak egy tálca játék és az eredet 20 évvel ezelőtt.
szaffibetti | 320
2020-06-11 20:18:13
[27064]
Köszönöm, akkor jöhetnek próbálkozások. Meg a Cura mélyebb meg ismerése.
Akkor a retrakt okozza a gondot nálad. A sok retrakt miatt, anyaghiány alakulhat ki a amíg fel nem épül a nyomás a fejben újra. Ha nincs retrakt vagy olyan helyre tesz ahol nem feltűnő, akkor nem feltűnő ez a jelenség, de retrakt nélkül szálazhat.
Először a kitőltést érdemes nyomtatni, akkor be tud állni a fúvóka nyomás, utána a külső falat, visszahúzás nélkül, és utána a belsőket, akkor lesz legszebb a külső felület. ha van visszahajlás, akkor pedig belülről kifelé kell nyomtatni, így a felület nem olyan szép, mert a korábbi falak hibái is hozzáadódnak a felszínhez, de ilyen anyaghiány nem lesz.
Nekem most a repülőgép nyomtatásnál szimpla fal nyomtatásnál volt ez gond, hogy lyukas lett amiatt a repülőgép törzse. Van olyan beállítás hogy "extra prime amount" anyagnál, vagy a travel beállításoknál. Ezzel a retrakt után kicsivel több anyagot nyom ki. Próbálgatással úgy kell beállítani, hogy a kezdő anyaghiány megszűnjön, de túl sok se legyen, mert akkor bogyót nyom minden kezdéshez. Általában ez ilyen 0.1-0.2mm^3 de ennél a nyomtatásomnál fel kellett nyomni 0.5-0.7ig, hogy jó legyen. Persze nekem a mechanikai szilárdság volt az elsődleges, de a bogyózást, úgy fedtem el, hogy a réteg kezdését véletlenszerűre állítottam, így vannak pöttyök, de szétdobta, és nem feltűnő. Ha van egy éles sarok akkor arra érdemes állítani a kezdést.
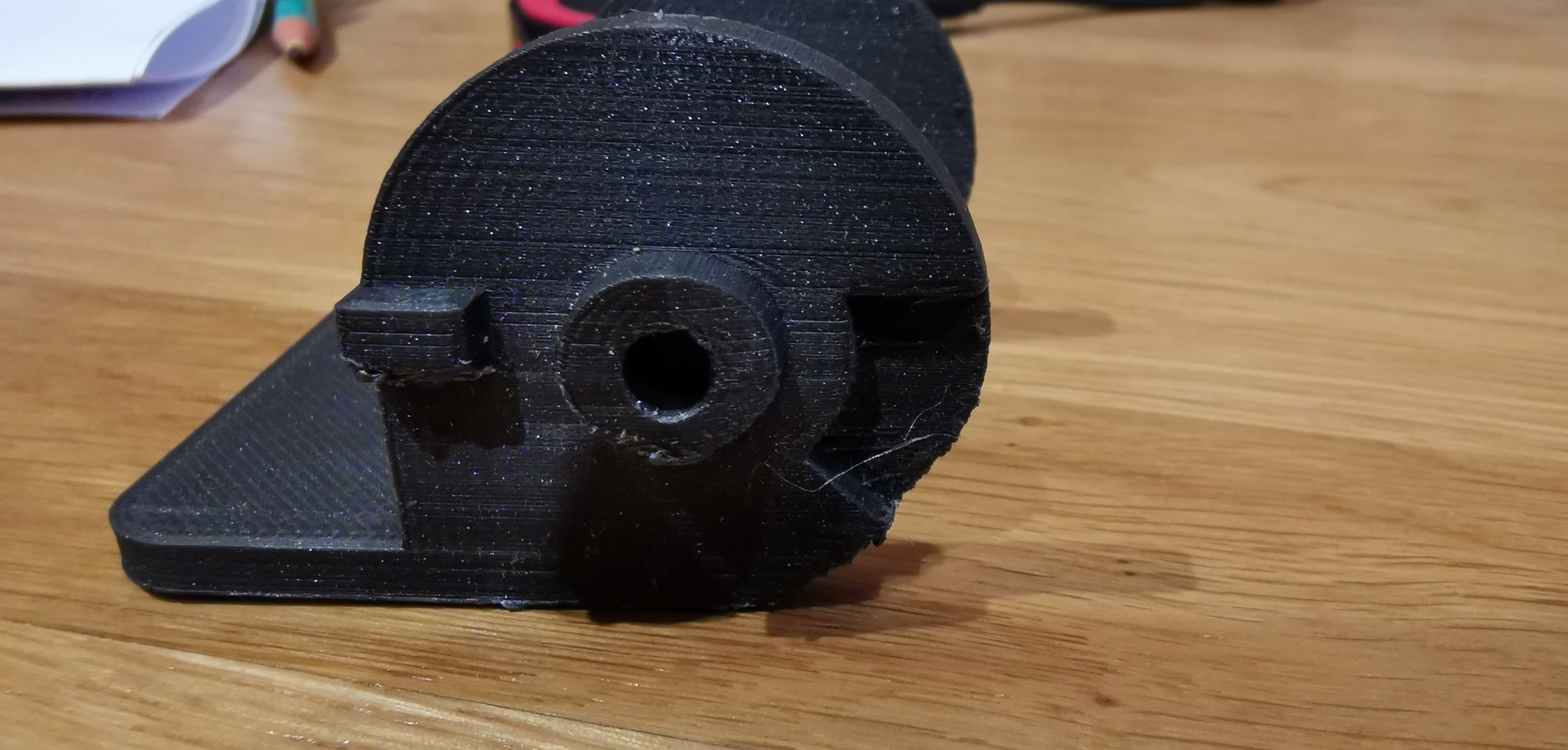
Na erre meg otthon hagytam, nem tudom lefotózni, de kinyomtattam.
Hűtés nélkül, fekete Herz PLA, 200C°, 0.4mm fúvóka, 0,2mm rétegvastagság, sebesség 60mm belső fal/30mm külső falra állítottam, 30sec réteg idővel 10mm/sec minimális sebességgel, szóval inkább ez érvényesült szerintem. 5mm/sec szerintem már inkább rondább lesz, mert visszamelegíti az alsóbb rétegeket.
Nekem egész jó lett. A sarkok azért nem olyan élesek, meg a vékony pöcök tetején látszik, hogy nem volt ideje kihűlni, de a formája annak sem rossz.
A pöcök tövében az a pici téglalap alakú kiemelkedés, na az csak egy trutyi lett, nem tudom mi annak a szerepe, lehet nem kéne az oda.
Cura-nak van egy olyan funkciója hogy nyomtat egy kis tornyot a munkadarab mellé, ahol megtörli a fejet, felépíti a nyomást minden réteg előtt, illetve felemeli a fejet várakozásra, hogy a réteg idő ne lehessen kevesebb a beállításoknál. Szerintem azzal hibátlan lehet. Vagy ha még ennél is precízebb kell, akkor 0.2-es fúvókával lehet ilyeneket is csinálni
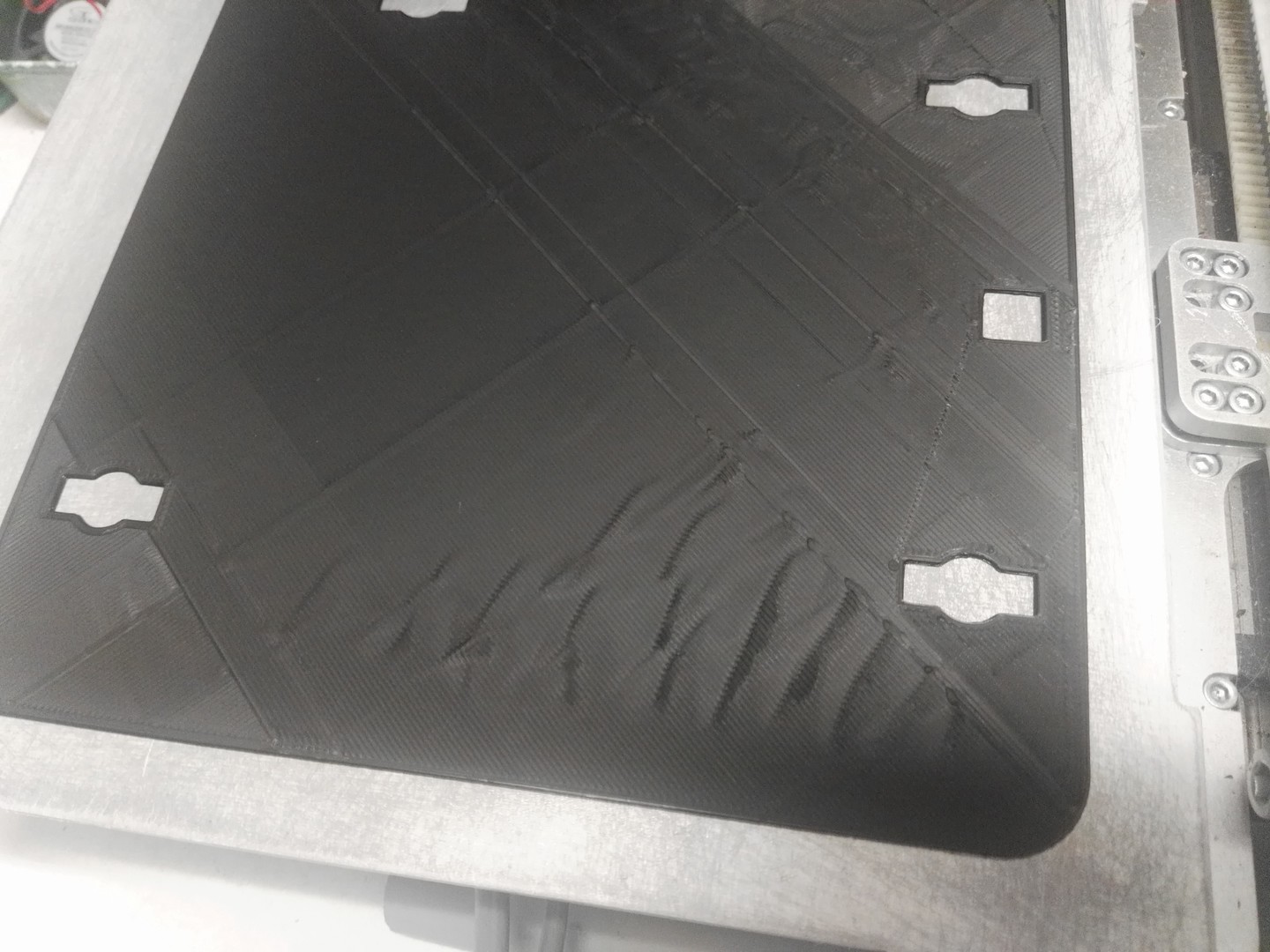
Szép és jól mutat, de azok a mélyebb barázdák mért lehetnek. Ilyenek nálam is előfordulnak ha a szeletelőben a sima Marlint állítom be, ha a másikat a Marlin Vol.., akkor szebb a felület, de sokat szálaz. Vajon mért.
Ha egy darab ilyen picit nyomtatsz, nincs ideje kihűlni és azért tapicskol, meg torzul. Illetve a sok retrakt is szívatja a hotendet. Mindjárt kinyomtatom, most már én is kíváncsi vagyok.
Ha hirtelen kell ilyesmi, én is nyomtatok, de azért ha napok óta nyomtatja, annyi idő alatt, csak eljutok egy boltba és veszek egy nagy zacskóval fillérekért.



.png)







 itt még aszthiszem készülgetett és azt a célt szolgálta hogy ne buruljon le a lidlis munka asztalról
itt még aszthiszem készülgetett és azt a célt szolgálta hogy ne buruljon le a lidlis munka asztalról