Nem egészen, ugyanis évszázadok óta létezik egy csodálatos analóg paraméter memória, úgy hívják potencióméter. Nem kér kenyeret, filléres eszköz, szinte örök életre a stabil adattartalmat biztosítja, és ha okosan bánunk vele, 1 másodperc alatt átállíthatók velük még a fix logika fő paramétrei is.
Abban igazad van, ha gyakran változnak a logikai feladatok is, akkor már érdemes áttérni valami rugalmasabban programozható eszközre.
A feladat egyáltalán nem olyan egyszerű, mint amilyennek kinéz, feltéve, hogy CNC vezérlővel akarod megoldani. Ráadásul a nehézség pont nem a bemenetek kezelésével van, hanem a mozgásokkal. Milyen g-kóddal és hogyan definiálnád azt, hogy "forgás gyorsítás lefelé tovább"? A g-kód nyelvezete arra van kitalálva, hogy egy mozgás indításakor tudod, hogy mi a végpont és tudod, hogy milyen sebességgel kell azt elérni. (Jobb esetben azt is tudhatod a sebesség helyett, hogy mennyi idő alatt kell odaérni, de az még a jövő zenéje.)
Ahogy az előttem szólók már mondták: jobban jársz egy Arduino-s cuccal. Az sem rossz, amit Robsy írt, csak az az egy hátránya van, hogy ha holnap kiderül, hogy kicsit máshogy kell mozogni, akkor újra kell tervezni, míg egy Arduino-val csak a programot kell módosítani.
Sziasztok! Biztos volt már, de egy kis irodalmat tudnátok megosztani velem, először kínlódok vele én és ha nyűgöm van utána részletezném a mondókámat! A kérdésem annyi, hogy /nem marogép vagy eszterga/ mozgatom kéne 2 motort, egyik forgat másik fol-le mozog, mind a 2 nek egy cikluson belül más lesz a sebesége is, plusz ami a lényeg, hogy pl. induktívra vagy valami optikai meglétre kéne várni és utána mozogni. Gondolom simán bekötöm mint bemenet de utána?! Gyorsan a mukodés 1.start gombra-forgás indul elindul lefelé 2. #1 optika megléte után forgás gyorsítás lefelé tovább 3. #2 optika meglétéig teszi ezt. 4. #2 opt. forgás megáll- indul föl
Ennyi nagyon-nagyon leegyszerűsítve. Gondoltam belerakok egy !LOGO-t azt kész de akkor meg a motorvezérlővel nem tudok, hogy komuniálni. Az ilyesmit, hogyan kéne megoldani?!
Magába a programba beleirkálom?!?! start>>wait for I2>>forog lemegy>>wait for I3 after stbstb....
Megköszönném ha valamerre ellöknétek csak a jó irányba
Köszöntem szépen!!!
exup | 639
2018-09-28 14:50:34
[5995]
Valaki tudja, hogy kb mikor érkezik az újabb beta teszt verzió? Balázs említett egy újdonságot és már nagyon próbálgatnám
Azért nem szerepelhet többször, mert ez egy változó deklarációja, márpedig azt csak egyszer lehet. Tedd a sort a makró legelejére, akkor azonnal létrejön a proc nevű változód, amit utána akárhányszor felhasználhatsz.
Üdv! Egy összetett probléma megoldásához több olyan makrót kellett készítenem ami külső programokat indítgat (eseménykijelző parancsok küldése soros porton). Az egyes programok nagyon hamar (kevesebb mint 1 másodperc) lefutnak. Több olyan makró van ami feltételtől függően vagy az egyik, vagy a másik programot indítja. A programokat így indítom:
Ami feltűnt, hogy egy makrón belül csak egyszer szerepelhet a
System.Diagnostics.Process proc;
sor. Makroloop nem indult el ha többször szerepelt. A feltétel miatt viszont előfordulhat, hogy e sor nélküli rész hajtódna végre. Ilyen esetben hogy kell korrektül kezelni a programok indítását? Ez pl a hiba nyugtázást végző makró ami kezeli a hűtő hibát is.
Thread.Sleep(4000); // induláskor vár while(loop) {
// csak msg box törlés exec.Callbutton(528); //msg box törlés
//************************************************************************** // vész aktiv esetén if(exec.GetLED(25)) { exec.Callbutton(513); //vész ki AS3.SetLED(true, 300); //vízhiány makró tiltás be exec.AddStatusmessage("Hűtő indul...");
Csak egy kérdés.... A programban a nézet ablakban nem lehetne megcsinálni, hogy a görgővel, ha nagyítok vagy kicsinyítek, akkor azt az egér helyére központosítaná? Mert így teljesen mindegy hol helyezkedik el az egér és a legtöbb programban számít. Nem kéne tili-tolizni.
A fehérvári találkozó ideje alatt a következő kedvezmények lesznek érvényesek: - HDBB2, UCBB, UCR200 és UCR201: 10% kedvezmény - UCxxx mozgásvezérlőkhöz ajándék UCCNC licenc
Mivel a múltkor nem volt egyértelmű, ezért most ide leírom: a termékeket a szokott módon a webshop-ban kell megvásárolni. Én a találkozón felírom, hogy ki milyen terméket fog megrendelni, milyen néven és címen, és ezekre a rendelésekre lesz érvényes a kedvezmény.
ha már kívánság lista nem találtam olyan funkciót ami a gkódban megadott paraméterek alapján kiszámolná, akár külön gombnyomira, hogy mennyi időbe fog telni a gépnek az adott folyamat, mondjuk a szerszámcserés gépeken ügye a szerszámcserét csak mutatná esetleg beállítható lenne mennyi ideig tart és azt kalkulálná hozzá.
szóval ha nincs akkor jó lenne, ha meg van akkor hol találom?
CNCdrive | 449
2018-09-20 11:41:03
[5986]
Szia Svejk,
OK, megcsináltam, a következő teszt verzióban már úgy lesz ahogy kérted.
Balázs bácsi! Anno én könyörögtem, hogy lehessen az edit ablakban az egérgombokkal másolni/beilleszteni.
Ha nem túl nagy feladat akkor csináld már meg úgy, ahogy a többi programban megszokott, azaz ha másolunk valamit akkor azt több helyre is be lehessen illeszteni, mert most az első beillesztés után elfelejti a tartalmat.
exup | 639
2018-09-16 23:01:36
[5984]
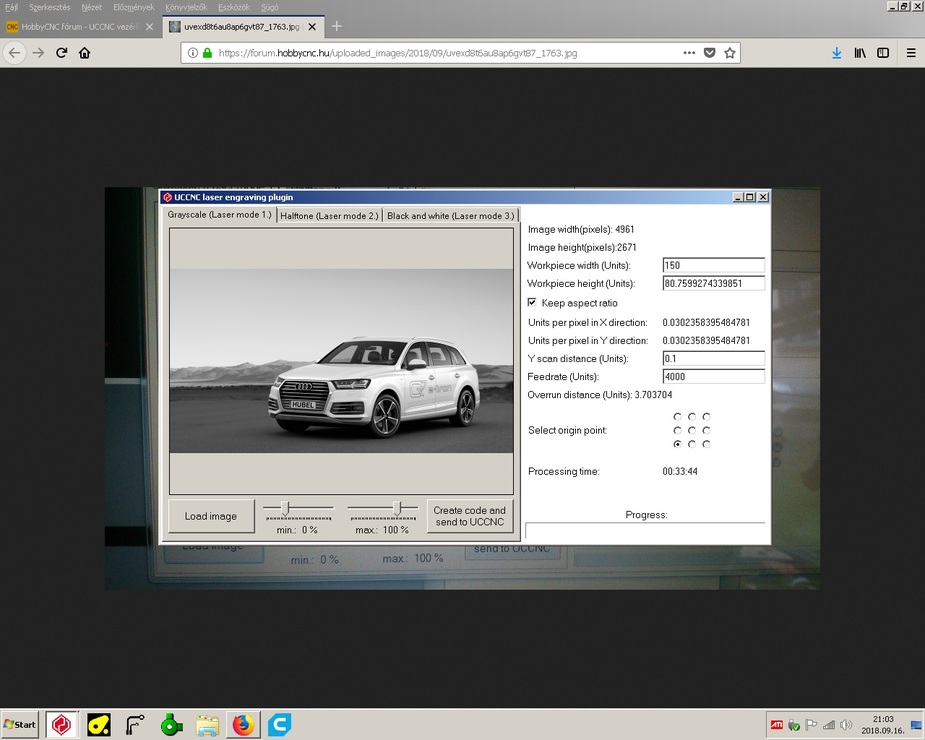
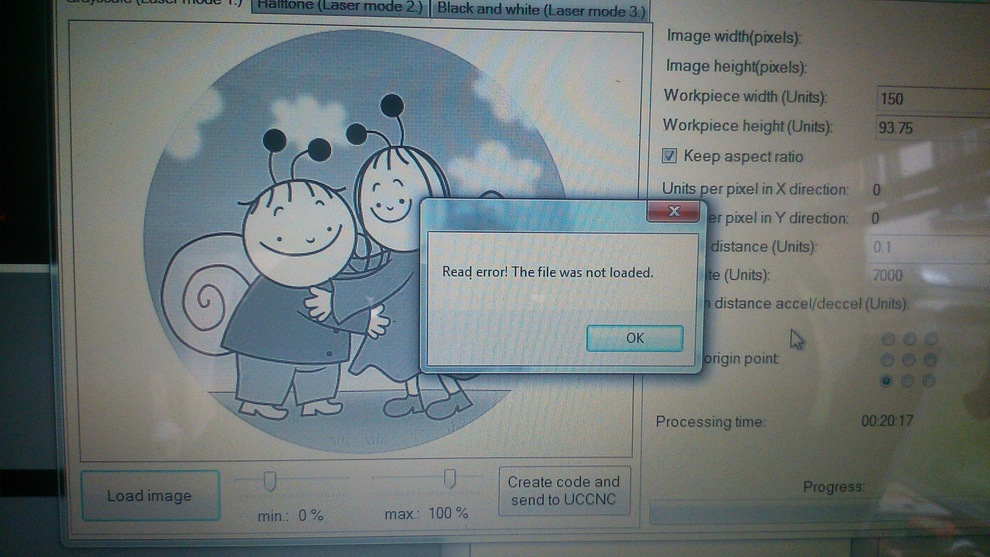
Simán oda-vissza tudom használni akárhogyan is. Ráadsául is nem is nagy file. Nem tudom neked mi volt a gond. Az biztos, hogy ez eleve módosított kép, nem sima színesből fekete-fehér. Azok nem ennyire szisztematikusan rácsozódnak. Milyen géppel dolgozol amúgy? Csináltál végül fekete keretes égetést?
Holnap leszedem a másik gépről és átküldöm! Méretet azért nem ír, mert nem töltődik be a kép szerintem. De valamikor meg tudja nyitni, már gravíroztam ezt a képet . Többször is előfordult már ez a hiba nálam.
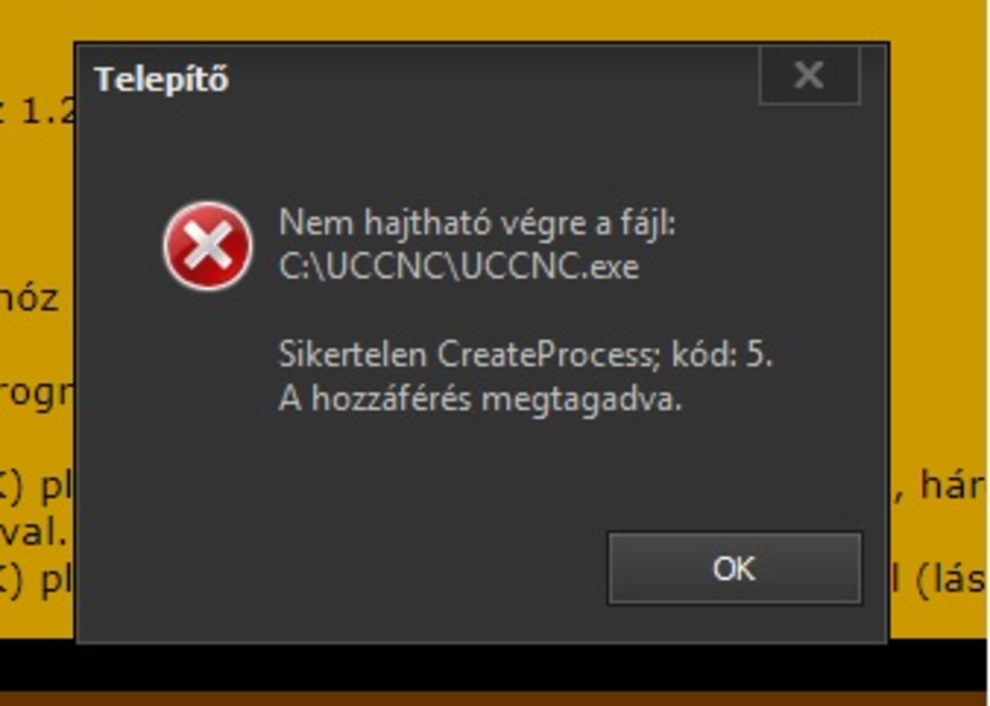
Ha a 2048-as verziót telepítetted, akkor jó eséllyel valamelyik okos vírusirtó fogta meg. Pár napja több irtó is fals pozitív riasztást ad. Balázs már elküldte több cégnek is elemzésre.
Elkerülő megoldás: vírusirtót kikapcsolod a telepítés idejére, majd a kivételekhez hozzáadod az UCCNC mappáját. (Ezt amúgy is érdemes, mert sokkal gyorsabban tölt be.) Utána visszakapcsolod, természetesen.
Szerintem is a táp a leggyengébb láncszem ebben a dologban és nem az uc400eth. De, ha valaki megtud kérni másik lézerest, akkor én is kíváncsi a tesztre.
Megnéztem, az ethernetes vezérlőkben van még némi tartalék, azaz Grayscale üzemmódban egy kis továbbfejlesztéssel lehetne még növelni a felbontást. Hosszútávú tervek közt szerepel is ennek a továbbfejlesztése. De továbbra sem értem, hogy a Halftone (valóban tévesen van annak nevezve) üzemmód miért nem jó neked, hiszen ott nagyságrendekkel gyorsabban kapcsolgatja a lézert, és a pixelesedési probléma nagy sebességnél ott nem jelentkezne. A nagy sebességű gravírozáshoz megfelelő lézer tápegységre is szükség van, mert a kommersz kínai tápok adatlapjaiban 1ms-ot adnak meg Response speed-nek, ami annyit jelent, hogy a bekapcsoló jel megérkezésétől ennyi idő telik el, amíg a lézer teljesítmény eléri a beállított érték 90%-át. Mindenesetre amit te szeretnél sebességet (~30m/perc-el vagy fölötte képet gravírozni pontonkénti árnyalatokkal), ahhoz szerintem kimondottan lézerhez készített vezérlő kellene egy gyors analóg kimenettel. Emiatt, ha nem vagy megelégedve a termékünkkel, akkor visszavásároljuk. Részletekért keress magánban.
Egy ismerősnek van kínai 50w-os. Szombaton megcsinálja, de te is tudsz közben az uc-vel egy fekete keretet csinálni 30000 sebességgel. De totál fekete legyen. És kipróbálhatod mindhárom módban.
Nem kritikák ezek,csak ugye eredetileg a Pwm a marómotorok sebességszabályzásához kellett. Később UCCNC-hez készült egy lézerplugin,főleg diódás lézerekhez,és a co lézerek teljesítménye miatti nagy sebességet nem tudja.. Hozzáteszem nézz rá digit szkóppal vagy egy egyszerű logikai analizátorral..mert szerintem nem a 3-5khz -es pwm a szűk keresztmetszet.. Kiváncsi lennék mennyire dinamikus a trafó. Én megértem hogy keresik az utat az emberek..de az UCCNC legális,példaértékű eredeti fejlesztés,korrekt látható árakkal,korrekt supportal. Nincs susmus,lenyult név,fekete doboz,számla ,garancia ,leírás nélküli dolgok..ezt azért becsülni kell.
Kicsit forditva ülsz a lovon.. Én nem mondtam hogy ne vegyen senki co2 lézert,de mindent a helyén kell kezelni.. Arduino sem tud többet..akkor az is hibás..?Nem hibás..csak arra kell használni amire való.. Komoly DSP vezérlő..RF lézer..van feljebb..Ja az drága.. A youtubon a gyors videók azok nem ezekkel a lézerekkel készülnek..
Ilyen alapon akkor ne használjon senki Co2 lézert, mert az túl gyors! És fölösleges nagyobb teljesítményt venni, mert úgy sem tudod kihasználni! Micsoda hozzáállás!
Tudod én azért vettem, hogy ki is használjam a teljesítményét, egyenlőre egy 40 wattos gépem van, tervben van egy nagy teljesítményű gép beszerzése is, de így más programmal vezérléssel!




 Keresni foglak valami ütős hangszerrel
Keresni foglak valami ütős hangszerrel