Röviden: Az UCCNC szoftver mozgásvezérlőnként van license-elve. Hosszabban: A kérdésre az UCCNC használati utasítás 1.6. pontja pontos választ ad: http://www.cncdrive.com/UCCNC/UCCNC_hasznalati_utasitas.pdf
Üdv mindenkinek! Tervben van UCCNC szoftver vásárlása bár felmerült egy-két kérdés. Gyakorlatilag 3db mozgásvezérlőhöz szeretném használni (2db u400eth és egy uc300) természetesen külön külön. Erre van lehetőség vagy egy mozgásvezérlőhöz kötött a licenc? Illetve, hogy Mach3 beállításokat lehet-e importálni beleértve a kivezetett gombokat, szenzorokat vagy az egészet újra kell konfigolnom?
A válaszokat köszönöm előre is. Üdv Márk
exup | 639
2018-12-13 18:59:09
[6146]
Sziasztok.
Nem tartozik ide, de mivel UCCNC-t használok, ezért bátorkodnék itt feltenni a kérdésem. Mindenféle gkód projektjeim vannak maró munkáimhoz. A gkód szerkesztésnél a munkadarabot és megszoktam rajzolni, hogy vizuálisan lássam a kész eredményt. Ezeket a formákat csak a szerkesztő programban látom. Az UCCNC-ben nem. Mivel néha kell régebbi projektet használnom, ezért nehezemre esik rájönnöm az UCCNC-ben, hogy annó a munkadarab hogyan volt rögzítve a térben, mivel a gkódban az nem látható. Ezért vissza kell mennem a szerkesztő programba és frissíteni a memóriám. A kérdésem az lenne, hogy nem lehet valahogy a munkadarab formáját gkódba berajzolni, amit az UCCNC megjelenít, de fizikai munkája nincs a formán?
dezsoe | 2934
2018-12-11 23:57:30
[6145]
Szia!
Köszönjük a részletes esettanulmányt! Utána kell néznem, hogy ez jó-e így, fejből nem tudok válaszolni. Első ránézésre így éjfél körül azt tippelem, hogy kéne neki tudni, hogy mi lett az új koordinátája, de a tévedés jogát fenntartom.
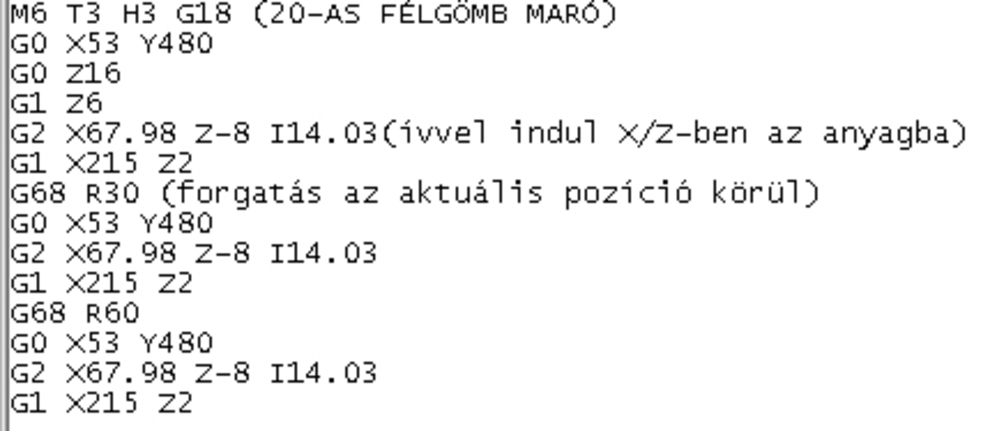
Sokat barkácsoltam a G68-al az UCCNC-ben, mire jó lett. Lehet, hogy a saját bénázásom derül ki ismét, de ha így is van, leírom, hogy más is tanuljon belőle. Egy 120 fokonkénti elforgatással szenvedtem, és folyamatosan hibát jelzett a progi, mire kitaláltam, hogy oda küldöm a főórsót, ahol szerintem van. Tehát ha a koordinátát el is forgatom, az ezek szerint nem jelenti azt, hogy a főorsó aktuális pozícióját az új koordináta rendszerhez frissíti a program. Nem emlékszem, hogy erről tanultam vagy olvastam volna, de tévedhetek. A G68 mondat utáni G0-ról "beszélek"
Nekem az Aspire 9 van fent. Köze nincs a mappastruktúrának ahhoz amit ott a leírásban, és a képeken látok. Hiába pipálom ki a rejtett elemek megjelenítését, akkor sem látok arra érdemes mappát ahol a fájlt elhelyezhetném. Az Aspire 9 -hez meg ragaszkodom, mert az már támogatja a kétoldalas megmunkálást is ha marni akarok.
Nem volt eddig konkrét elképzelésem, hogy milyen programot használnék. Az igazat megvallva nem is néztem utána ennek. Jelenleg az Aspire programot használgatom, de az meg ilyesmit tudtommal nem támogat. Szóval nem tudom mit lenne érdemes alkalmazni.
happisusu | 257
2018-12-05 18:31:47
[6137]
Szia, Próbálkozz meg evvel: Cnc Praktikum illetve a gkod .jpg-vel
Akkor gondolom, hogy az 1. pont az tiszta, tehát nem a főorsó vezérlésébe kell beleerőszakolni a lézert, hanem van neki saját kimenete.
A 3. pont lényege, hogy olyan programmal generáld a g-kódot, ami ismeri az UCCNC-t és tudja, hogy a lézer vezérléséhez M10/M11-re van szükség. Elég sok ilyen program van. Ami alapból nem tudja, de lehet hozzá posztprocesszort írni, ahhoz általában találsz a neten kész megoldást. Melyik programmal/programokkal szeretnél kódot generálni?
Üdv! Én elolvastam a "3." -ban leírtakat. Többször is. De sajnos ebből én alig értettem meg valamit. Nem ismerem a G kódokat. Annyi fogalmam van, hogy vannak bizonyos vezérlőkódok, de hogy mi mit csinál, arról nem sok.
Sziasztok! Azon gondolkodom, hogy beszerzek egy lézert. Ha ez megtörténik, akkor miként kapcsoljam össze az uc-cnc -vel? Mármint hogy milyen beállításokra van szükség. Gondolom a marómotor sebességszabályzására használt pwm jelet itt most a lézerre kell kötnöm.
svager | 1388
2018-11-28 19:12:30
[6131]
Kipróbáltam(természetesen csak légszántásban)és valóban helyesen működik.
Az vitt be a sűrűbe,hogy a szerszámpálya megjelenítőben elfordítva mutatja.
az első képen a helyes működés van,a másodikon ahogyan valójában lennie kell
svager | 1388
2018-11-28 10:34:40
[6130]
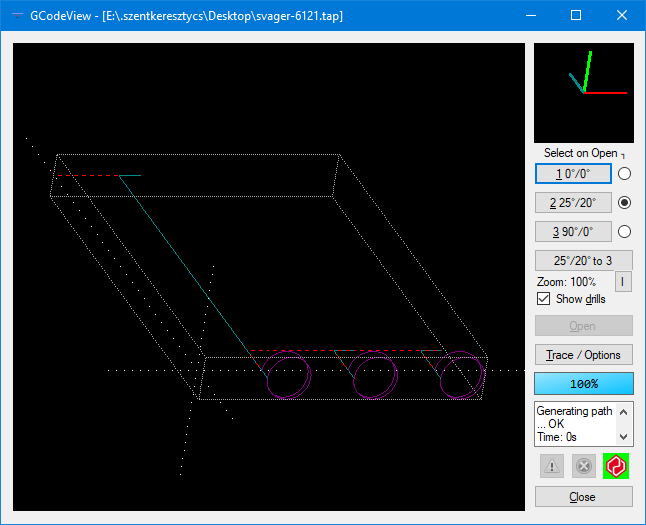
Megnéztem a napokban általad feltöltött fúró kódnál nálam az X+ Y+ X-Y- ént jeleniti meg. Valószínűleg ezért is gondoltam,hogy valami nálam nem okés.
Én kipróbáltam élesben is, és nálam is rendesen megcsinálja, bár demoban is jó az irány, nem fordítja át. Kipróbáltam I-vel is R helyett, és ugyanaz a vége. Bocs, ha butaságot kérdezek, de a megjelenítőben nézted a koordináták irányát? Mármint az origóbol mutató nyilak előjelhelyes irányát. Nem lehet, hogy az tévesztett meg? (Vagy csak kotnyeleskedek...)
Csak a megjelenítés hibás, de jól hajtja végre. Viszont továbbra sem értem a kérdést. Ha az elejéről kiveszek mindent és a G52-vel kezdődik a kód, akkor sem mutatja elforgatva. Mit csinálok rosszul?
Nem erre gondoltam, hanem ha nem írtam a G52 elé G0 vagy G01 a szerszápálya nézőben 180° elfogadott a megjelenés.
Kipróbáltam ha G68-al elforgatom akkor normálisan mutatja. Tehát a kérdés,hogy szükséges bármit írni,vagy a megjelenített ablaktól függetlenül helyes a kód.
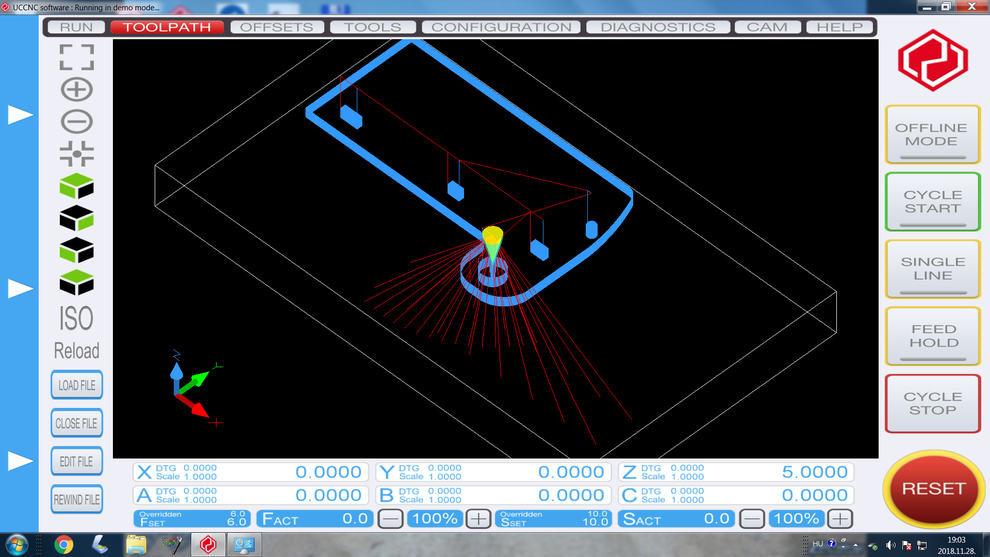
Én is szemesültem ezzel, és ahogy dezsoe írta szépen végrehajtotta a kódokat, és már a megjelenítésben is látom a logikát. Mivel azonban saját magamban nem voltam biztos, először úgy állítottam be a Z munkadarab eltolást, hogy az anyag fölött dolgozzon a szerszám. Volt, hogy hibáztam, volt, hogy nem, de emiatt eddig minden munka jól végződött. Demó mód: Én a lakásban kényelmesen letesztelem a demó verzióval a megírt programot, és ha minden rendben, a kis műhelyemben a teljes verzióval végrehajtatom. Nem emlékszem, hogy lett volna különbség, szerintem nem is lesz.
Ha a mellékelt képen levő eredmény a cél, akkor jó a kód. Az UCCNC nem jeleníti meg a G52/G92 eltolásokat, de jól hajtja végre. Demóban úgy tudod ellenőrizni, hogy bekapcsolod a gépi koordináta megjelenítést és akkor látod a koordinátákból, hogy hol köröz.
Valaki fel tudna homályosítani a következő problémával kapcsolatban? Már sokadjára próbálkozok a G52 eltolással illetve az M98-al,de egyszerűen nem akar összejönni.
Arra már rájöttem,hogy ha nincs a G52 előtt G0 vagy G1 180° elforgatva jelenik meg a szerszámpálya megjelenítőben. Gondolom(mivel csak demó módban futtattam),hogy élesben is így működik.
Igazából ami a problémám,hogy vagy valamit nem jól írok,vagy nem értem,de a kódnézőben csak egy pálya látható,és ha elindítóm akkor is csak ezen a pályát mutatja.
Írtam egy egyszerű példa kódot de ezzel sem működik. Én bénázok el valamit,vagy kihagytam esetleg valamit amitől nem jó ?
Egy kollégám unszolására a "Run from here" funkcióról érdeklődnék. A doksiba nem igazán találtam a működéséről pontos leírást.
A tapasztalataink szerint az adott sortól való futtatás nem vesz semmit figyelembe az előtte levő sorokból.
A kolléga ipari gépekhez van szokva és ott lehet választani lehetőséget, hogy ténylegesen csak az adott sortól fusson a program (interlock funkció), vagy előtte végigszaladjon a program elejétől és beolvassa pl. a szeszámkorrekciókat, majd a tényleges mozgást csak az adott sortól végezze.
Állítólag munkadarab javításánál nagyon hasznos funkció lenne ez utóbbi.
Bocs | 284
2018-11-26 22:40:33
[6114]
Szia Csaba!
Ismét köszönettel tartozok. Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak. A függvénytáblázatos történet már eszembe jutott, de gondoltam számítson a számítógép. Nos így majd én is számolgatok. Könnyebb így, hogy biztosan tudom, hogy ezen a módon nem megy. Megy másképp.
Sajnos, a forgatás és a G18/G19 egyelőre nem megy egyszerre, úgyhogy két lehetőséged maradt. Vagy kiszámolod az elforgatott ívek koordinátáit és használod a G18-at, vagy legenerálod az ívet G1-ekkel a G17 síkon és akkor használhatod a forgatást. (Az első lehetőséget megoldhatod M98 szubrutinnal is, kódban tudsz változókkal szögfüggvényeket is számolni. Lásd: a kézikönyv 4.2 fejezetében.)
A rohanásban nem volt időm normálisan feltenni a Gkódot, ez a fórum által előírt megoldás. (01.txt)
Közben a Cimcoban rendesen működik, tehát nem butasággal próbálkozom. Szeretném kérni a nálam sokkal okosabbakat (ezt szó szerint értem), hogy ha van erre megoldás, írják meg! A Rajzok, Gkódok topikban is leírtam, hátha van kedve valakinek gondolkodni rajta. Persze lehet CAM-elni is, de ilyen egyszerű dolgokat én legalábbis gyorsabban megírok kézzel.
Szeretném frissíteni az UCCNC-t a legutolsó verzióra. Le kell elötte szedni a régebbit? Mit tegyek hogy az axis i/o és egyéb beállításaim megmaradjanak?
Van egy Plugin a 1.2047-es ben. Az XHC HB04 pendant.
Ennek az újabb verziója a WHB04B, működhet ezzel is? A HB04-el működik, azt tudom.
Bocs | 284
2018-11-24 09:32:00
[6105]
Szia Csaba!
Mennem kell dolgozni, de ez fontosabb számomra. Bocs, ha pongyolán fogalmaztam. A hibajelzést értem. (Érdekes, hogy a Haas eszterga is néha ugyanezt csinálja és újra kell indítani.) A lefagyással kapcsolatban a számítógépre vagy a Cnc-re gondolsz?
A G-kóddal kapcsolatban az UCCNC leírásában is olvastam, meg Te is figyelmeztettél valakit rá: - Hibát eredményez, ha: – A forgatás parancs kiadásra kerül amikor nem a G17 (XY) sík van kiválasztva, illetve ha a G18 vagy G19 sík kerül kiválasztásra amikor a forgatás aktív. - Én meg pont ezeket csinálnám, mert az ív miatt XZ sík kellene, a koordináta forgatás miatt meg XY. Bénázok a beszúrással... Köszönöm!
1. Az UCCNC nem zárt hurkú vezérlést használ, tehát az enkóder jelek nem a programba érkeznek. Ha van enkóder a motoron és be is van kötve valahová, akkor valószínűleg olyan vezérlőd van, ami azt fogadja. Ha túlhajtod, arról az UCCNC nem tud. Tudhatna, ha be lenne kötve az esetleges vezérlőd hibajele. Kicsit több információ kéne... Az, hogy kézzel hajtod vagy MDI-ből, az teljesen mindegy: be van állítva a maximális sebesség, amit akár kézzel, akár g-kóddal el tudsz érni.
2. A gépeden kell szétnézni, mert ilyen jelenségről nem tudok. Valami megfogja a programot.
 Azt szeretnéd, hogy a szerszámpályán kívüli részek is megjelenjenek?
Azt szeretnéd, hogy a szerszámpályán kívüli részek is megjelenjenek?  És azt mi alapján tenné?
És azt mi alapján tenné? 




 )
)
 . Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak.
. Így nem túráztatom magam, egyértelmű a dolog. Ja és persze reménykedek, hogy mások is hasznát veszik az infonak.