Egy olyannak is nekiálltam , tizen éve . A dupla keret azért tetszik mert rá lehet állni , és huzatásra biztosan csak ritkán lesz használva nálam . 90X90 es zártszelvényem van . Ma is pakoltam aknadeszkát vágtam . A keret összeállításának még nem álltam neki ,mert akkor megint nem tudok beállni míg nem lesz kész .
Három mikrótrafóval megy ! A primerek párhuzamosan , a három 1,5 volt körüli szekunder sorban . A netem láttam . A gyári gépek adatlapja is 5-7 voltot ír . Hát ja ehhez fel kell készülni előre . Ja megnézem a linket , írtam először
Van egy ellenálás hegesztő könyvem. De most a hegesztő kellene, nincs időm tekergetni, próbáltam mikrohullámú trafóból, de nem vált be, még megpróbálom 12 volton.
Valakinek van ötlete, hogyan tudnák karosszériára felponthegeszteni kihúzóalátétet? Sajnos nincs karosszériás ponhegesztőm... Gondoltam szalagfűrész forrasztóra, de az kevés.
svejk | 33157
2017-12-26 20:12:44
[462]
Nem lehet, hogy csak MMA üzemmódban működik az "amper beállítás"? Esetleg impulzus üzemben?
A huzalelőtolást szerintem nem piszkálhatja, hiszen az nagyon meglátszana a varraton, főleg automata gépeken ahol a varrat készítés sebessége állandó.
Üdv! Szerintem pedig van. hiszen kell ,hogy legyen , viszont a huzal előtolását ,automatikusan végzi , s van még egy állítási lehetőség , beégetünk , vagy felrakunk. Amikor kezdtek ezek a gépek megjelenni , sokat láttam belülről . S teszteltem is rendesen.
Az, hogy csokken vagy novekszik az aramerosseg, az valaminek a kovetkezmenye, nem kozvetlen az aramerosseget allitja es nincs is "Amper" potmeter a 3.5M gepen sem
Illetve nekem az ellenkezoje remlik valamiert, az aram akkor novekszik, ha csokkentem az elotolast. Ezert olvad le akkor nagyobb cseppekben a huzal. Kevesebb kilogo huzal kisebb ellenallast jelent. Persze a tevedes jogat fenntartom
Lehet, hogy egy kicsit elbeszélünk egymás mellett. Láthatod a videón, hogy rá tud állni az Amper paraméterre és akkor annak az értékét állítod. Ez természetesen ahogy írtad a feszültség a huzalsebesség és az áramátadótól való távolságból fog összeadódni. Én is tudom, hogy áramot nem lehet állítani. Azt választom ki ilyenkor, hogy mekkora áramot akarok elérni. A szinergikus vezérlés pedig egy belső program alapján másodpercenként fene tudja mennyi mintavétel után igyekszik ezt az értéket tartani. A huzalsebességgel biztosan nem játszik, az áramátadó távolsága rajtam múlik, tehát marad neki a feszültséggel való játszadozás. Gondolom kitöltési tényezővel operál. A trafós gépeknél a fokozatkapcsolóval igazából jelleggörbét választunk, amin nem lehet változtatni. A huzal előtolás változtatásával tudunk ezen a görbén mozogni, hogy hol legyen a munkapontunk. Pl. ha nagyobb áramot akarunk elérni akkor megnöveljük az előtolást. Persze ezt csak határok között tudjuk megtenni amíg a huzal vastagsága ill. az ívfeszültség miatt kialakult áram megengedi.
Még egyszer köszi a válaszod! Utánanéztem, az Si erősíti a varratot ötvözetlen acéloknál szóval nem vertek át, emlékszem, mondtam, hogy zártszelvények hegesztéséhez kellene, szóval biztosan Si tartalmú huzalt kaptam hozzáértő eladótól...
Az ellenállás jót tett neki mert ha nem megy a főtrafó akkor nincs ív így nincs HF sem bár ezek szerint akkor a segédtrafó kavart be mert mint írtam "üresben" is feszültséget mutatott de az ellenállás bekötése után jó lett . Viszont a hidegítésen elgondolkodtam : lehet , hogy egy kondenzátor kevés és mindkét polaritást azaz a pluszt és a mínuszt is hidegíteni kell ???
A kimenet hidegítve van il. csak a munkakábel ( mivel polaritás váltós így odatettem )és ma tettem egy 100 Ohmos ellenállást párhuzamosan a műszerrel és így már keveset javult az állapot de mégsem jó . Ami javulás , hogy a műszer most alaphelyzetben nullát mutat előtte pedig még be sem volt kapcsolva a főtrafó már akkor is tizenvalahány voltot mutatott a műszer . Az agyam már kezdem eldobni mert azt hittem egyszerű beépíteni aztán mégse !
0,8-ast ... amit rám sóztak, mondták, hogy van 1-es is ... összetételre nem is gondoltam, hogy rá kell kérdeznem, szóval meg kell nézzem a tekercset, vagy a dobozát ha még megvan ... Nagyon köszönöm a válaszokat, most már ennek is utána kell nézzek, nehogy legközelebb is átb .vágjanak ...
Igen , a voltmérő értéke szinte ideális - viszont az ampermérő csak parasztvakítás pedig néha jó lenne ha valós értéket mutatna . Én most ezzel ellentétben az én gépemen éppen a 4 digites voltmérővel szenvedek mert nem akarja a valóságot mérni . Nincs szerencsém velük - míg tesztelem őket addig jók mikor meg beszerelem a hegesztőgépbe akkor teljesen irreális értékeket mutatnak , néha 120-150V-ot is . Az ampermérő az jó mert egy egyszerű 400 A-es 60 mV-os sönt és egy hozzávaló analóg 400 A-es műszer .
Nem poén volt, csak az állítás valótlanságára hívtam fel a figyelmet. Pont úgy van a beállítás a hagyományos gépen ahogy írtad. Én már tudom, hogy kb az anyagvastagság mekkora fokozatot kíván. Oda kapcsolok, bal kezem a gombon és hegesztés közben tekerem a gombot. Amikor jó a hangja abbahagyom. De ezt most fotózzam le és tegyem ide ki példának? Minek? Ahány gép annyi beállítás plusz beszorozva a kezelők technikájával. Nem értem ezt a profi-hobby gép mizériát. Mind a kettőnek tudnia kell normálisan hozni a paramétereket ami rá van írva. Csak a terhelhetőségben kell lennie a különbségnek. Ha nem lehet vele hegeszteni akkor az célközönségtől függetlenül szar. Persze sokan a gépre fogják a saját tudatlanságukat.
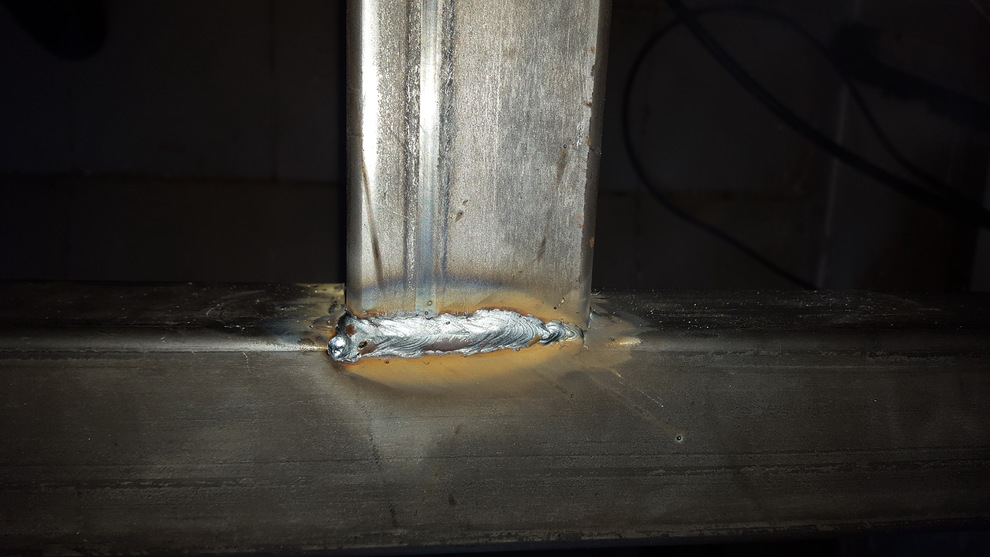
Én SG2-es huzalt használok és gyakran CO2 gázt hozzá , ritkábban kevert gázt de nekem nincs ennyire erősen barnás elszíneződés . Te milyen huzalt használtál ?
Nem mindenki dolgozik szinergikus géppel , a legtöbb egyszerű gépen beállítod a fokozat kapcsolóval a feszültséget és az előtoló sebességet állítgatva próbálod eltalálni a legjobbnak tűnő beállítást - ha nem tetszik akkor egy fokozattal feljebb vagy lejjebb és újból próbálod eltalálni - persze bizonyos gyakorlat után vannak bevált beállítási értékek . Értem én , hogy profi hegesztőgép az más - anno a miskolci hegesztés technikai cégnél mi is forgalmaztunk mint szinergikus gépeket mint hobbi vagy egyszerű ipari hegesztő gépeket is viszont soha nem éreztem emiatt , hogy sokkal előrébb lennék mint más mert ezek munkahelyi gépek voltak .Egy szó mint száz poénnak jó volt de nem kell eladnod a gépet .
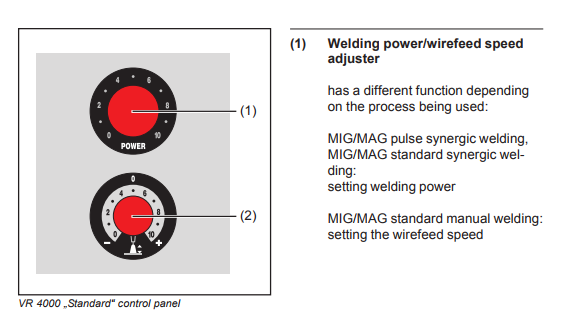
"Azok a vedogazos hegesztok, amikken van "Amper" poti, azokat biztosan nem szabad megvenni" Ilyen géppel szoktam dolgozni, és ezen is van "Amper poti". Akkor most átvertek minket? Kérjük vissza a 3,5 misit? Pedig én pont ezt az értéket szoktam bőszen állítgatni ,meg az ívhosszt. A többi nem is érdekel mert a szinergikus vezérlés úgyis hozzá állítja a többi paramétert.
Még tavalyi képek, egy bakdarut készítettem a 360 x 1000-es érkezéséhez. Azt tapasztaltam, hogy egy barnás elszíneződés keletkezik a varrat mellett, ez vajon a gáz miatt van?
Köszi ,majd még meglátom , kitárgyaljuk De egyenlőre szökésben vannak a satuk , nem találom ... Nagy a putri , de azért eddig még mindenre emlékeztem nagyjából hol van .
Szamolva a 200A az 24V kornyeke (jelen esetben mindket keplettel). Valoszinuleg annyi tortenik, hogy jobban nez ki, ha 240-260A kozott ugral, mint ha 180-200 kozott tenne ugyanazt. Egyebkent a Jasic 350-es gepet en is neztem, majdnem meg is vettem, volt egy boltban netto 140-ert (valoszinuleg eliras volt). Viszont egyik gepbol sem lett eddig semmi, szoval marad egy siofoki 350A-es trafos.
Picit fenntartásaim vannak ezekkel a gépekkel ill. értékekkel . Lásd 200 A-es gép potméter beállításait , panel műszerek mért-jelzett értékek hegesztés közben ( 23-24 V és cca. 260 A ) valamint a valamennyire látható hegesztési varrat .
Még vannak olyan gépek-előtoló egységek ahol a potméter skálázott felirata m/perc-ben van megjelenítve és ezek a jobb megoldások az "amper" felirattal szemben .








 amit rám sóztak, mondták, hogy van 1-es is ... összetételre nem is gondoltam, hogy rá kell kérdeznem, szóval meg kell nézzem a tekercset, vagy a dobozát ha még megvan ... Nagyon köszönöm a válaszokat, most már ennek is utána kell nézzek, nehogy legközelebb is átb .vágjanak ...
amit rám sóztak, mondták, hogy van 1-es is ... összetételre nem is gondoltam, hogy rá kell kérdeznem, szóval meg kell nézzem a tekercset, vagy a dobozát ha még megvan ... Nagyon köszönöm a válaszokat, most már ennek is utána kell nézzek, nehogy legközelebb is átb .vágjanak ...
 , hogy jól be tudja lőni az ember bármikor a hegesztést
, hogy jól be tudja lőni az ember bármikor a hegesztést