Előzmény: ANTAL GÁBOR, 2019-04-14 06:32:17 [21853]
ANTAL GÁBOR | 4685
2019-04-14 06:32:17
[21853]
Zoltánék fejlesztését régóta figyelem (apropó megvan már a fiad nyelvvizsgája ? ) Igaz ugyan hogy én megelégedéssel napi szinten használom az UCCNC t menetvágásra , de ha kész lesz akkor Zoltán ígérete szerint önköltségi áron hozzá fogok jutni egy egy példányhoz és majd beszámolok róla itt
Az igazsághoz hozzá tartozik hogy (mint ahogy írta) Robsy is csinált egy Pc s kütyüt Azt nem ismerem , mert anno sugár üzemmódban dolgozott eszterga üzemben és Dos os gép is nyűgös volt . Ugyancsak hiányzott annó a Pen drive lehetősége ( otthon reggel megírom a programot és azt elviszem a műhelybe ) Ezeket a hátrányokat azt hiszem Robsy mind kiküszöbölte azóta
És ne felejtkezzünk el IsVarga ( Varga István Érd) egységéről sem Az első pesti találkozón én reklámoztam is az egységet ( egy E240 es volt a demó főorsó ) Annál egy végállás kapcsolót kellett elhelyezni a szánon és ha arra ráfutott a Z tengely akkor leállt a Z mozgás . Magán vélemény : egy kis fejlesztéssel konfortosabb egység készülhetett volna .. IsVarga életében sajnos olyan változás következett be ( elvált és lakást kellett építenie ) hogy eléég eltávolodott tőlünk ) Én személy szerin nagyon sajnálom mert az egyik legfelkészültebb PIC es kolléga volt ( egy komoly, sikeres laboreszközt fejlesztettem vele )
B.Zoltán | 1722
2019-04-13 22:30:12
[21852]
Így ahogy írod. Egy jeladó vagyis encoder kell a főorsóra. Vezérorsóra csak motor, akár áttételezve, akár direkt hajtással. A másik motor a keresztszánra, vagy kéziszánra (nekem most a kéziszánon van, hogy hagyományosan is tudjak esztergályozni) ide már kisebb teljesítményű is elég, 1.2Nm van nekem rajta.
Kis esztergákhoz 2Nm motor elviszi a vezérorsót.
Az előtolás értéke nekem most 0.03 mm-tól folyamatosan állítható 0.3-ig, de akármennyi is lehetne, ez már csak program kérdése. Menetvágásnál bármilyen menetemelkedés beállítható három tizedesjegy pontossággal. Ez is indulhat akár 0.03 mm-től is, én szoktam ezt előtolás gyanánt használni, hogy menetvágás előtt leszedem a külső átmérőt méretre a menetkéssel.
Irányváltáskor ez is ugyanúgy átváltja az irányt, előtolás tekintetében olyan, mint a hagyományos eszterga. A vezérorsó olyan, mintha össze lenne kötve a főorsóval fogaskerékkel. Cserekerék nem kell többet.
Kereszt előtolás most még nincs szinkronizálva a főorsóhoz, ezért jelenleg csak kézi finom mozgatási módban lehet finom felületet esztergálni vele, de a fordulatszámtól független a mozgása. Ha van rá igény, később lehet szinkronizálni ezt a mozgást is, hogy ha változik az eszterga sebessége, vele együtt változzon az előtolás sebessége is. A sebessége állítható most is, csak nem szinkron.
Ez egy PC-től teljesen független rendszer, természetesen nem kell hozzá.
A menetvágó meg az előtoló részt használom, de van még vele munka, többek között szeretnénk még memóriahelyeket beleprogramozni, ahova le lehet menteni a beállításokat különböző menetvágásokhoz.
Konkrét időt nem tudunk mondani, mert a fiam napi 8 óra munka mellett szabadidejében tudja fejlesztgetni, de igyekszünk minél előbb, várhatóan a hónap végére összehozni.
Azért itt kérdezem meg, mert esetleg másokat is érdekel a válasz:
Van egy kisesztergám, frekiváltós aszinkron motorral, ékszíjas hajtással közvetlenül a főorsóra. Van rajta vezérorsó X emelkedéssel (és valahol 1-2 cserekerék hogy a főorsót össze tudjam kötni vele).
A rendszeretek ennél a gépnél képes előtolást adni, menetvágási funkcióval ha: - teszek egy jeladót a főorsó végére és ezt rákötöm a dobozodra - teszek egy léptetőmotort és hozzátartozó vezérlőt a vezérorsóra (valamilyen áttételes áthajtással) és ezt rákötöm a dobozodra - a rendszeredben beállitható általam mekkora előtolást szeretnék és/vagy milyen menetet akarok vágni? - Mindezt az eszterga mellett, PC nélkül? - Innentől ugyanúgy használható a gép mintha hagyományos esztergám lenne? (Forgásirányváltás főorsó motorral) ?
Kereszt előtolást is tud ha a keresztszán is kap motort vezérlővel? Kell-e jeladó a vezérorsóra? Mikor lehet megvenni?
Ez engem is érdekel. A bütykölős verzió milyen méretekkel rendelkezik? Gondolok arra, hogy mekkorák az SMD-k, mert bizonyos méret alatt már távcsővel sem látom...
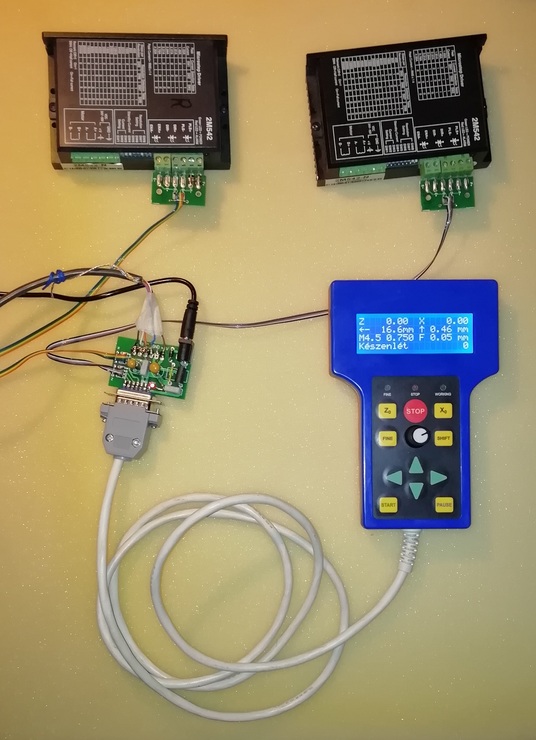
Az ára egy jó esztergakés áránál alig lesz több, 20000 Ft körül. A két driver a képen csak pluszként van ott, nem része a menetvágónak.
Nekem most DM 542, DM556 vezérlővel szépen megy, ami nincs 10000 Ft a kettő, kell hozzá egy encoder 3-5 ezer Ft-ért. És 36V 150-200 Wattos táp, bár nekem most 65 Watt-tal vágják a menetet a léptetőmotorok. A motorok 1.2Nm, 3Nm.
De ha nem teljesen kész készüléket kérsz, és szeretsz bütykölni SMD alkatrészekkel, és tudsz is, lehet az árát csökkenteni.
Előtolás is benne van, persze. Tervezzük a fiammal egy programozható előtolást, amit egy csapágyház, vagy tengelyvég esztergályozásához lehetne felhasználni.
Kidőlt a sorból az egyik MX-25-304-es multiméterem.
Most már nem halogathatom egy újabb műszer vásárlását.
Ebből a típusból nekem a 2. és 3. generációs van 4 db piros gomb egy sorban illetve 4 db sárga gomb "L" alakban. Félek, hogy a 4. generációs már mikrovezérlős és így lassú.
Számomra két fontos dolog van a tudáson és az LCD betekintési szögén kívül, hogy a dióda és a csipogó egy állás legyen és a csipogóval lehessen "morzézni", tehát késlekedés nélkül azonnal csippanjon. (a helyi boltosnál kibontottam egy piros 302-est és az bizony késik)
Ha valakinek esetleg van ebből a legújabb generációs 304-ből az légyszi nézze már meg a csipogóját.
Netalán ha valaki megválna egy régebbi generációs MX-25-304-estől annak cserébe felajánlok egy METEX M-3650D-t.
Vagy esetleg más márka/tipus ajánlást is meghallgatok, főleg ha nyomósak az érvek.
Üdv! TOP247YN feszültség szabályzót keresek e-bayrol már rendeltem egy adagot de sajnos sürgős lenne
B.Zoltán | 1722
2019-04-12 17:37:00
[21839]
Most hirtelen két fotót tudtunk csinálni róla, nincs több idő. A 3 kis panelt adom hozzá, amit be kell építeni a driverrel egy dobozba, és a csatlakozó lesz a dobozon kívül csak. így kihúzható a menetvágó, és helyére akár a Mach3 is csatlakoztatható.
Még annyit, hogy a osztó rutin nem tizedes törttel számol és így nem adódik össze a végtelen tizedes törtek hibája.
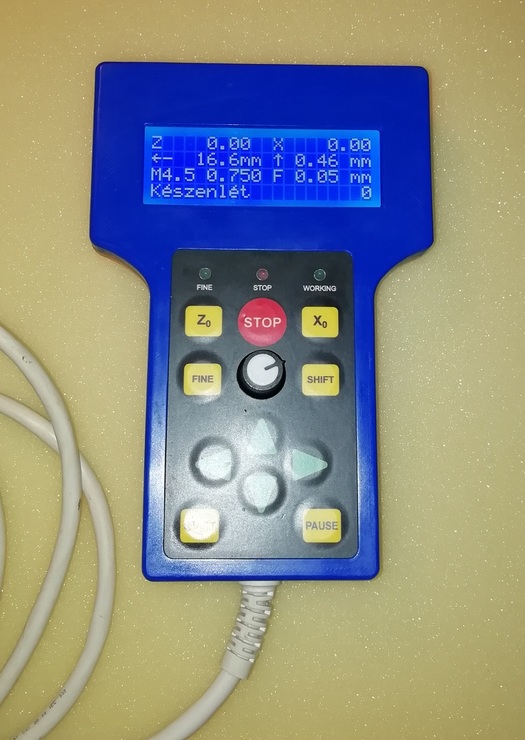
Fotókat este tudok feltenni. Kézbe fogható ketyere 4 soros kijelzővel, kell hozzá egy 3 ezer forintos 600-1000-es enkoder, de tervezzük az egy impulzusos és kisebb felbontású enkoder lehetőségét is.
Most teljes szinkron menetvágás van ezzel az enkoderrel. A menetemelkedés három tizedes jegyig állítható be. Táblázatból kiválaszthatók a szinte minden metrikus TPI menetek, plusz van lehetőség egyéni beállításra is.
Van manuál vágás, a A.Gábor féle lusta menetvágás ötlete alapján, és természetesen automata vágás is. Tervezzük a több bekezdésű menet vágást is bele. Lehet állítani a kés vágási irányát, a menetvágás irányát, így minden menetvágási variáció beállítható.
Persze nem tudom konkrétan mi érdekelne. Készítek egy használati utasítást is, ha lesz érdeklődés.
PC nélkül, minden menetemelkedés beállítható. Eddig nagy érdeklődés nem volt iránta. Ha lenne igény rá a kúp esztergálást, osztó funkciót, lefejtő fogaskerék marást is bele lehetne programozni.
PC alapon miért nem jó egy ilyen szinkron menetkészítő szinkronhajtás? Hiszen akár olcsóbb is lehet a HW igénye (nulla - pár ezer forint manapság egy P4 gép), mint egy PC nélküli megoldásnak, a tudása, rugalmassága pedig sokkal nagyobb.
Sziasztok! Ide is fölteszem a kérdésem,lehet,hogy az ilyen irányú szakemberek nem kísérik figyelemmel az esztergályos topikot. A kérdés: egy nem CNC eszterga menetvágó cserekerekeinek kiváltására alkalmas "egyszerűbb" elektronika létezik-e? Elképzelés: a főorsóra szerelt enkóder jeleit, a szánszekrény hajtására szerelt léptető vagy szervo motor enkóder jeleivel, egy,de inkább több,beállítható áttétellel szinkronizálja. Mindezt PC használata nélkül,reális bekerülési költséggel. Egy Programmable Motion Conroller ST-PMC1 esetleg rendelkezésre állna. Köszönök minden építő jellegű hozzászólást. A Facebook szintű (fikázós,alázó) hozzászólók, inkább kíméljék a klaviatúrát!
GB35 | 2076
2019-04-03 12:37:28
[21827]
Hosszas vergődés után nagyon úgy néz ki a dolog, hogy a Melsec FX0S szériánál az előlapi 8 pólusú csatin nem támogatott a PLC és a HMI közötti RS232-es kommunikáció. A HMI-k dokumentációja vitt be az erdőbe, mivel ott csak annyit állított, hogy Mitsu FX PLC-vel van lehetőség HMI kommunikációra, arra külön nem tért ki, hogy ez nem mindegyik típusnál igaz. FX0N-nél RS422 kommunikációra van lehetőség. Ha valaki ezt cáfolni tudná én örülnék neki.
Holnap hívlak már csak, mert nem akarlak későn zavarni. Szerintem ez esetben nem RS485 a kommunikáció inkább RS422, de ebben nem vagyok teljesen biztos. Na mindegy, holnap megbeszéljük. Előre is köszi!
Ha RS485 a kommunikáció akkor a PLC-ben be kell állítani azt. A HMI-ben ki kell választani a megfelelő PLC-t és a hozzá tartozó kommunikációt. Bár gyanítom ezzel nem mondtam semmi újat. Ha estefelé ráérsz megnézem vagy hívj telefonon és megbeszéljük. Számom az adatlapon.
Mindkét HMI dokumentációjában van info az összekötő kábelre, azt készítettem el. A bekötés helyes, ezt többször is leellenőriztem. A kábel hossza kb. 2méter, de a doksi szerint akár 70m is lehetne úgyhogy ezzel sincs gond. Előre is köszi a segítséget, addig majd én is keresgélek a dokumentációkban.
Emlékeim szerint nem kell engedélyezni. Ha gondolod ránézek a progikra. De csak kedden tudok. Mi alapján kötötted be? Van gyári kábeled vagy csináltál?
Mitsubishi FX0S-30MR-DS PLC és monokróm HMI modul (SH300 és MD204) együttműködésével küzdök, de egyelőre sikertelenül. Külön felprogramozhatóak az egységek, de a kommunikáció a PLC és a HMI között sehogyan sem akar összejönni. GX developer FX programot használok a PLC programozásához és az az érzésem, hogy ezen belül kellene engedélyeznem a kommunikációt a két egység között, de valahogy nem sikerül megtalálnom a megoldást. Ha valakinek van tapasztalata ezzel kapcsolatban, nagyon nagy segítség lenne, ha valami tippet tudna adni. Előre is köszi.
Üdv: István
martoslaci1 | 98
2019-03-25 23:35:44
[21819]
Egyszer már kötöttem kapcsolót az F/R kapocsra, és a panelen elszállt a 78L10 stabilizátor IC. A lemez fedélen tévesen van feltüntetve az F/R.
Ami oldalt látszik, az egy ragasztott fehér matrica, A kapcsoló helyének a kivágása a másik oldalon van, belül a panelen ott van a kapcsoló(k) helye, amit fotóztam.
Szia, Magyar oldalon is megvan, de én _ ITT _ találtam meg. A fotó szerint a kék vezeték megy az F/R lábra a kapcsolótól, és a fekete a legelső GND lábról a kapcsoló másik ágára.
A gond az, hogy amit a fedélen lévő F/R piktogram jelöl, az a gyári rajzon a HALL elemek + táp kivezetése. A küldött szövegben szereplő "oldalt elhelyezett" kapcsoló nincs a panelen, csak a helye.
F/R:Fiddle the toggle switch on the corresponding side, the motor steering direction can be changed. For the toggle switch, the white part is up and down, then twang it up and down. For the toggle switch, the white part is horizontal, and the twang horizontally.
Valaki tudna segíteni, hogy a képen látható WS55-180 BLDC Motor Drivernél a forgás irány váltást hogyan lehet egy morzés kapcsolóval megoldani? Köszönettel martoslaci1
Köszönöm a felvilágosítást, még nem tudom mire tudnám használni.
Előzmény: Szalai György, 2019-03-11 16:18:59 [21805]
Szolnoki Ferenc | 419
2019-03-11 23:33:11
[21807]
Működik, túl élte, hogy minden áron hagyományos résoptóként akartam bekötni.
Előzmény: Rabb Ferenc, 2019-03-10 20:42:19 [21801]
PSoft | 18696
2019-03-11 16:43:58
[21806]
„Te nem nézel Star Trek-et?”
Biztos óriási hibát, vagy hibák halmazát követtem el ezalatt a röpke hatvan év alatt. Egyet azonban tudok, sőt...határozottan meg is ígérhetek. A hátralevő valamennyit is inkább, általam hasznosnak vélt dolgokra szeretném fordítani.
De azért, az elejét is köszönöm.
Előzmény: Szalai György, 2019-03-11 16:18:59 [21805]
Szalai György | 9544
2019-03-11 16:18:59
[21805]
Inercia negálás módszerrel drasztikusan csökkenti a tömeggel bíró testek tehetetlenségét a fénysebesség felett végrehajtott térugrások alkalmával. Te nem nézel Star Trek-et?
A tengelyhez elasztikusan kötött inerciális tömeg, mint „forgó akkumulátor” tárolja majd (részben) visszaadja a forgási energiáját. Csökkenti a tengely nem kívánt torziós oszcillációját, ha még a silány motormeghajtó elektronika erre nem képes.