Szerintem másokat is érdekel, engem mindenképpen, ha tudsz az E 400 eszterga ágyazat köszörülésére egy árat mondani, azt megköszönném. Ha esetleg kaptál valahol ajánlatot.
Szia! Én is pont ilyenben gondolkodom, a marógéphez a Z tengely mozgatásához a motorom megvan egy Dc servo motor a hozzávaló táp is elkészült ha minden jól megy a héten megveszem a licencet az UCCNC programhoz ill. az UC400ETH mozgás vezérlőt, aztán meglátjuk. Még elég sok cucc kell de majd alakul.
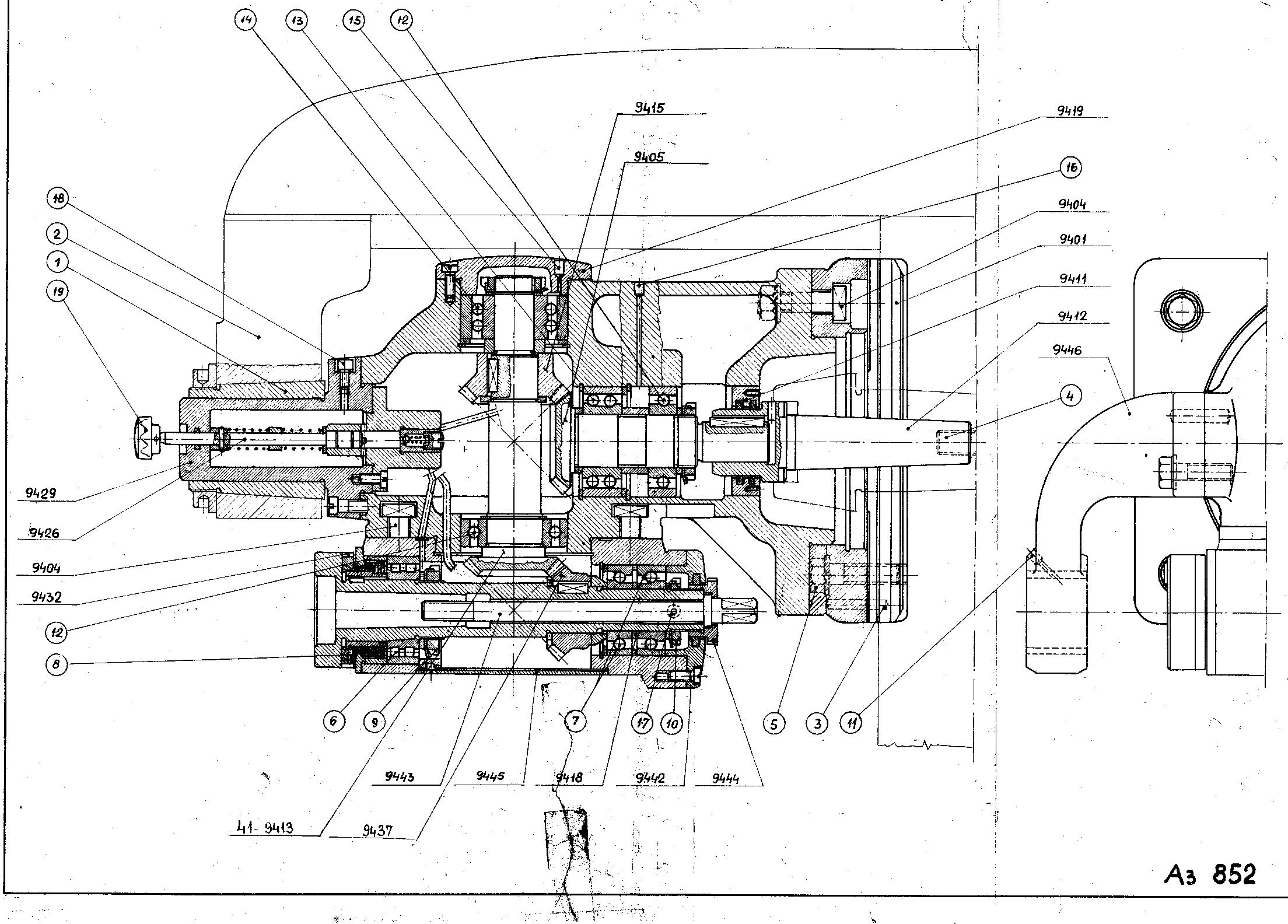
Ilyent még nem láttam . De akkor az még egyszerűbb lesz . Egy Morse 4 / megfelelő átmérőjű átalakító (behúzó menetes ,ugye ) . Reteszt írj , mert az ékért megszólhatnak Hasonló de nem ugyanaz . Én is ékpályának hívom ,de nem az , és ugye még igazuk is van Az UF 222nél 50ES MEREDEKKÚP /bordástengely ez a kapcsolat , de a vésőfejnél . Nekem az hiányzik ,de úgyse fogok vésni vele .
Helló Mindenkinek! Egy E 400-as eszterga felújításába kezdtem bele. Kicsit drága az ágy felköszörülése. Valaki csinált már rászerelt köszörűvel?
dezso74 | 787
2017-09-12 12:18:27
[3840]
Köszönöm a hozzászólásod sanyi84!
Az egyik videómegosztón találtam ilyen átalakított gépet, és beszéltem azzal, aki csinálta, azt mondta, tökéletesen működik. Ismerem a lineáris hajtásláncokat is, tudom lesz vele munka, elvileg megéri. És itt is olvasgattam hozzászólásokat és volt, aki átalakított már gépet. Ezért is érdekelnének a tapasztalatok.
A vertikál fej azzal van kapcsolatban. Morse4 rajta egy fogaskerék és összeszereléskor kész a hajtáslánc. A másik fejnél viszont a fejben nincs fogaskerék, csak egy tengely, amiben van egy ékpálya.
Kedves Urak! Keresek MECHANICY FYJ40 MARÓGÉP villamos rajzot, vagy szakit aki ismeri a villamos megoldását.
sanyi84 | 1358
2017-09-07 20:22:41
[3837]
Ne alakítsd át, gondolj bele teljesen más követelményszint. Cnc gép: feszített kottyanásmentes golyósorsók, feszített kottyanásmentes megvezetés ( mindegy hogy nagy nyomású olaj vagy LM guide) . Mechanikus gépek: Lazább orsók, lazább szánrendszer. Ha nem így lenne szétkopna hamar. Ott még nem teflon-olaj-"vas" kapcsolat van. Ha golyósorsót teszel rá az fog szétkopni.
Persze magánvélemény. Ezzel "gyilkolni" tudsz, a cnc korlátozottabban alkalmas erre. Mindkét technika megállja a helyét mai napig.
Helló Mindenkinek! Egy hete vásároltam egy Srigon ME 1000-es marógépet. Szinte mindennel fel van szerelve, kivétel a vésőfej. Szeretném kissé felújítani, majd később Cnc vezérléssel ellátni. Van valakinek tapasztalata ezzel a géppel? Van hozzá Egyetemes marófej, ahogy kivettem a gépkönyvéből, viszont nem tudom hogyan csatlakozik a Morse4-es csatlakozáshoz. Valaki tudna ebben segíteni?
Ha van dörzsárad akkor azzal besimíthatod. Ha nincs akkor egy egy háromélű reszelőből köszörült hántolóval ki tudod kapirgálni ott ahol felgyűrődött az anyag. ( Festékkel jelölve látod hol kell kaparni ) De ha elég nagy az esztergád akkor befogva a hüvelyt bábbal támasztva órázás után késsel is simíthatod. Az hogy a felület kis része berágódott az nem zavarja a használatot. A fúrót azt vagy kidobod, vagy felsimítod a gépen a kúpot. Ezután ha nem használod a szegnyerget akkor tarts benne pl egy forgócsúcsot úgy kisebb eséllyel megy bele forgács.
Sikerült elbaxnom a Quantum esztergám szegnyergének MK2-es hüvelyét. Valószínűleg forgács kerülhetett a kúp és a hüvely közé, és mivel elég izmosat fúrtam elfordult, bemaródott mindkét felület.
Talán leginkább ide tartozik: Elkészült a fűrészgépemhez a hiányzó párhuzamvezető. Egy régi fejes vonalzóra emlékeztet. A lomosban talált alu darabokból készült. Pl a végén a szorító egy asztali lámpa felfogatója volt eredetileg. A fűrész asztal egyik oldalán tisztára martam a nyers felületet, oda támaszkodik a vezető. Az alu zártszelvény belsejében egy vonórúd van ami rászorít az asztal túlsó oldalára. Szerintem remekül sikerült, próbaként tudtam vágni egy deszkadarab lapjából egy 1.5mm-es áttetsző szeletet.
jani300 | 12314
2017-09-03 09:19:47
[3824]
Én is műszeres voltam , középiskolában , elég átfogó ismereteket adtak abban az időben , úgy érzem . A tizen pár tonna géppel a forgácsolás csak hobby , de tanultam róla ,és érdekelt is mindig .
Azt nem írtam én 62 vagyok. Finomechanikai műszerésznek tanultam, elektrós ként dolgoztam 17 évig. 1994 töl foglalkozom forgácsolással. De még most is tanulgatok föleg a CNC-t.
Hát igen. Ívelt fogazású kúpkerék az más. Többféle kerék járatos Fiat, Kligenberger, stb. Hagyományos gépen szerintem nem lehet korrektül megcsinálni modul maróval.
Köszönöm ! Ez a technikai része , az azért nagyjából megvan . A kúpkerék rész beállítását is értem . De a spirálmarás részhez kellene megállpítani átmérő és emelkedés adatokat . Na erről elképzelésem sincsen ,hogy hogyan számolható . A meglévő könyveimben sem emlékszem hogy erről lett volna valami információ . A lefejtő eljárásokkal foglalkoznak , de az sokkal komplikáltabb . 57 es vagyok igazán csak a hagyományos forgácsolásban tudok gondolkodni , a CNC megmunkálás mikéntjét itt ízlelgetem ,csak .
A strigonokhoz tartozék volt a cserekerék készlet tengelyekkel konzolokkal. Ha tudod az orsó emelkedését váltókerék számítással ki lehet számolni az áttételt. ugyanígy maródik a ferde fogazás vagy a csiga tengely. Persze tudni kell a gépet beállítani. Én a múltkor csináltam csomagoló cimkéző géphez 400 mm hosszú csigát POM-ból a emelkedése 2.5 menet volt, kör profillal 100 sugárral. Befőttes üvegeket vitt a szalagra. A kerék készlet egy orosz marógépre volt feltéve. De ezt készletet lehet diferenciál osztáshoz is használni, pl 127 fogszámhoz (EAN cserekerék).
Azért ezen rendesen jár az agyam . Lehet csak a kúpkerék marás van összekombinálva a spirálmarással . Akkor elvileg számolható . Vagy tévedek egy jó nagyot Hátha egy jól képzett mérnök Úr megszán bennünket ...
Ha egy egy az áttétel ,akkor talán hasraütéssel is megállapítható az ív alakja . Az ellenkerékhez kel egy forgásirány váltó kerék . Na de ha áttétel van , és számolni kellene ...
Még szeretném végigjátszani a most elkezdett kísérleti darabom lehetőségeit. Sajna nem sok időm volt erre a hétvégén. Közben én is találtam forgó, és tengelyirányban is működő lin csapágyat, de kiderült hogy egy pár belőle majdnem többe kerülne mint a köszörűgép amire szánom.
Esetleg egy mérést megtehetnél: A hengert kihúzva az egyik végére egy mérőórával megnéznéd hogy mekkora a kottyanása? Nekem csak akkor jöhet szóba ha nagyon pongyolán fogalmazva egy kisujjal való böködés csak pár század elmozdulást okoz. A használatnál a köszörű alig fejt ki erőt hiszen csak élszalagot köszörülök, de ha képes berezgetni a marót akkor nem lesz használható az eredmény.
Elsőnek számold meg a fogaskoszorú fogszámát, magyarán nézd meg hány tekerésre fordul egyet az asztal. Azután minden doksit egy az egyben használhatsz ami hasonló osztású asztalról szól.
Hozzájutottam egy újszerű állapotú TKK250-es körasztalhoz, de nem kaptam hozzá semmi dokumentációt. Nem is találtam semmit, csak a Te gyűjteményedben lévő 350 leírást. A kérdésem hogy az ott leírtak átültethetőek e a 250 asztalra.
Az ME1000-hez próbálom összeszedni azokat a kiegészítőket amit a gyári ME1000 gépkönyv leír.
Gyártótól függ a dolog. Az osztófej a kisebb méret miatt inkább egységes 1:40. A számítások pedig átvehetők hiszen csak egy szám változik. ( A gyakorlatban leginkább előforduló osztásokhoz pedig gép mellett tartott táblázatot használjuk
 .
.

 ?
?
 ) megoldani.
) megoldani.









