A mágneses sönt, áramgenerátorossá teszi a trafót. A régi hegesztő-trafókban mozgatható vassal a hegesztő-áramot lehetett állítani. Kihúzva a vasat=erős áram, és fordítva.
Előzmény: Szalai György, 2018-08-27 16:18:48 [870]
Csikarc | 5045
2018-08-27 16:45:29
[871]
Ilyenről még nem hallottam - már mint hogy a sönt "induktív irányban tolja a trafó fázisszögét ".Szerintem csak bizonyos teljesítményig rövidre zárja a vasmag mágneses körét így kisebb teljesítményt ad le plusz a karakterisztikáját töri meg . Hegesztőgépeknél gyakran használták a söntös megoldást a teljesítmény szabályozására de gondolom te ezt jobban tudod .A MOT elég fura egy szerkezet mert terhelés nélkül is 3 A körüli az áramfelvétele .
Előzmény: Szalai György, 2018-08-27 16:18:48 [870]
Szalai György | 9544
2018-08-27 16:18:48
[870]
„miért teszik ebbe bele” Ezek nem univerzális felhasználásra készült trafók. Egyetlen célra készülnek. MOT-nak, magnetront táplálni, ami kapacityív fogyasztó. Mint egy kondenzátor. A MOT-ban lévő mágneses sönt, induktív irányba tolja a trafó fázisszögét, ezzel kissé kompenzálva a kapacityív terhelés ellenkező irányú fázistolását. Valami ilyesmi.
Ha kiveszed a söntöt akkor laposabb lesz a trafó karakterisztikája (ami ugye jó a ponthegesztéshez ) kicsit növekszik a kivehető teljesítmény is de előnyös még azért is mivel növekszik a vasmag használható ablakmérete is .
Mindig tanul az ember . Nem tudtam hogy van benne , most megint az jönne kérdésként miért teszik ebbe bele . Van már ilyen trafóm is félretéve , de mivel vannak normálisak is , nem bonyolódtam még bele a mikrótrafóba . 2 kva es szünetmentesben vannak még szép trafóim , de csak van , ahhoz baszkuráljam már egy másik életre lesz szükség
Azt hiszem nálad igazából mindegy volt , hogy benne maradt vagy nem mert mint írtad elsőre nagy volt a trafó teljesítménye . Általában mindenki MOT-al készíti az akkucella ponthegesztőt pedig elég rossz minőségű maga a transzformátor csak olcsó meg fizikálisan külön van a két tekercs így könnyű átalakítani . Viszont ha egy igazi jót akar az ember akkor érdemes tervezni egy jobb minőségű transzformátort .
Mágneses sönt ???? Lehet , hogy hülyeséget írtam - talán vasmagos sönt jobb lett volna ?Már én magam sem tudom mi lenne a helyes kifejezés de most nincs kedvem pontosan utána járni a helyes szóhasználatnak .
Megvan az a motiváció A sorrendiséggel vannak problémák , többek közt . Egy közepes méretű autónak már van viszonylag elfogadható fedett hely . De még sok pakolás , vakolás , betonozás elvárható lenne Az elméleti tudás hiányosságai viszont itt a gép előtt is bővíthetőek . Sok minden érdekel ,annak ellenére is ha a gyakorlati alkalmazására már nem fog sor kerülni . Kíváncsi vagyok ,és piszkál ha valamit nem értek . És a rendelkezésre álló fizikai kapacitás sajnos már nem elérhető a nap 20 órájában . Szia , Lajos "bácsi"
Köszi ! Akkor megvan miért ellentétes a valós mérhető áram ,az elvárható elméleti értékkel . Itt már jelentősége van a tekercsként és munkakábelként is használt 16 os munkakábel ,viszonylag kicsi ellenállásának is . Erre voltam kíváncsi .
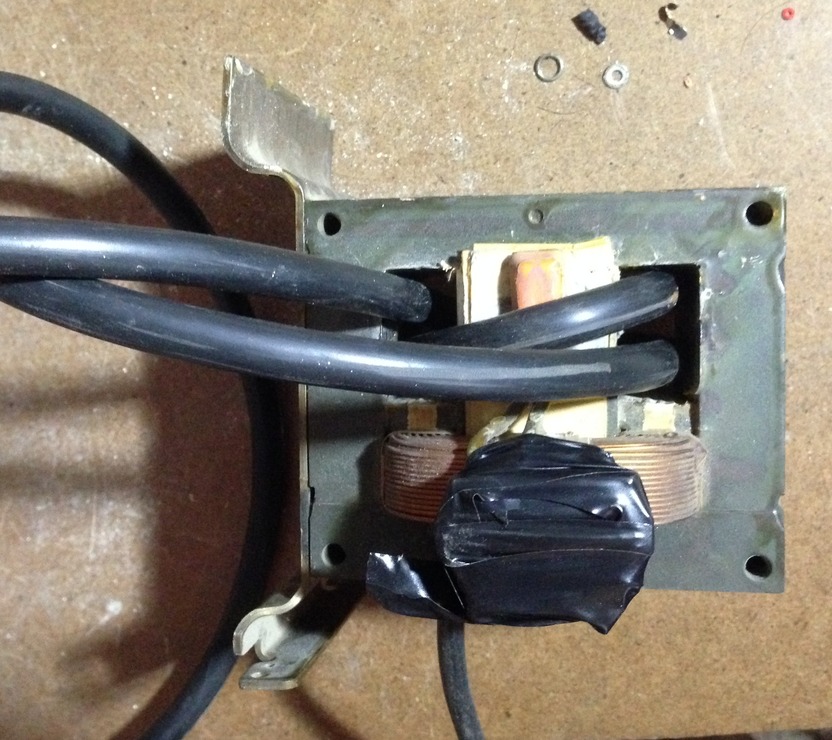
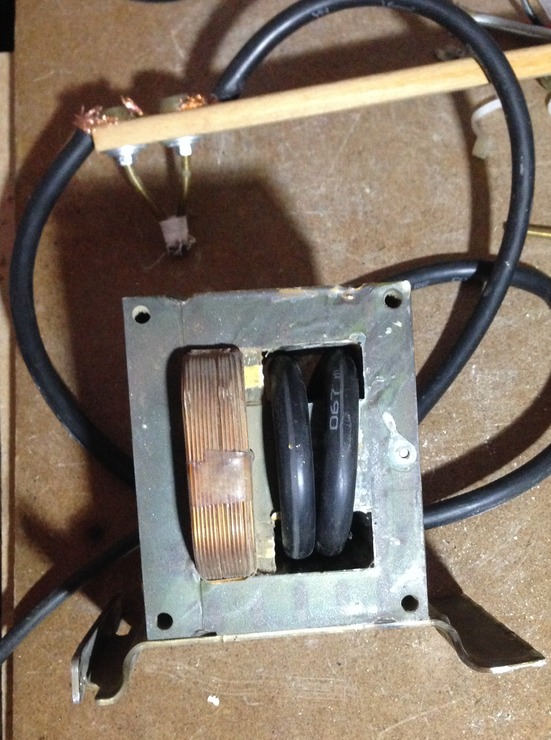
És ha valaki úgy dönt hogy ő is átalakít mikró trafót, akkor megosztom én hogy csináltam: 1. Dremel multigéppel levágtam a szekunder tekercseket a trafóvassal párhuzamosan mindkét oldalon. 2. A trafóvas alá fát tettem és kalapáccsal és egy vasdarabbal elkezdtem kiütni a bent maradt részt. (Ez a rosszabbik megoldás, nagyon nehezen indul meg és alig-alig halad kifelé a bent maradt szekunder.) 2. helyett: 9 mm-es fúrószárral kifúrtam a bent maradt szekundert több helyen és a maradék már kalapáccsal és fogóval kijött.
Szia. Tegnap este más lusta voltam kimenni méricskélni. A szekunder kábel keresztmetszete: 16 mm2, hossza pedig 2 teljes menet + 2x30 cm Amikor 1 menet volt csak, akkor is ugyanez a hossz volt csak az egyik kivezetés hosszabb volt. Lakatfogóval mértem 1000A AC állásban a mért áramokat. De íme pár kép. Teszem is fel az adok-veszekbe, ha kell valakinek viheti. Nekem elég is volt belőle. (Igazából a kíváncsiság hajtott csak.)
Amennyiben tényleg komolyan vennénk a ponthegesztés technológiát persze , hogy még sok minden más is előkerülne . Például az egy hegesztési időn belüli ciklusok és azok szerepe a hegesztendő anyagok függvényében - mert teljesen máshogyan kell hegeszteni mondjuk az acélt kontra vörösréz ,stb .De mivel csak hobbi-barkács szintről beszélgetünk így sok minden felett el lehet tekinteni .
Előzmény: Szalai György, 2018-08-26 08:22:24 [851]
Csikarc | 5045
2018-08-26 08:22:45
[852]
Janinak már meg van a trafó a spotteréhez már csak a motiváció hiányzik neki - keresi ,kutatja ,nem találja .(No nem megharagudni "Jani bácsi"!)A kondenzátor is komoly pénzbe kerülne + hozzá az időzítő elektronika +táp és egy és egy nagyon nagy áramú tirisztor .A HE-án külön fórum van e témára is és rajzok is találhatók de nem hiszem , hogy a fórumtársunk nekiállna nyomtatott áramkörnek meg beültetni az alkatrészeket és éleszteni az áramkört . Neki elég lenne ha ténylegesen nekiállna és összedobná pár óra alatt azt a spottert mert máskülönben így luca széke hamarabb elkészül . Időzítőnek a kísérletezéshez elég lenne egy egyszerű időrelé ami egy mágneskepcsolót kapcsolgatna . A teljesítmény szabályozásra is össze lehetne dobni egy egyszerű eszközt (mondjuk a test kábelt két -három menettel feltekerni egy komolyabb vasdarabkára és másodpercek alatt tudna különböző teljesítményeket elérni a menetszám változtatással ). De mint írtam ehhez akarat is kell nem elég csak beszélni róla . Mi is a "tett halála" ????
A videó láttán először rengeteg sértő megjegyzés jutott eszembe. Azután ettem egy kis tegnapi lecsót, amitől boldog megelégedés tölt el és leírhatóra szelídülnek a gondolataim. Mert valljuk be, azért ez a videón látható megoldás, legalábbis erősen kétséges eredményt ad. Finoman szólva. A ponthegesztés minősége még egy hosszú sor egyéb körülménytől is függ, azon kívül, amit ő a kezében tart.
Biztos nem írok vele újat, hogy a ponthegesztés egyik lába a munkadarabot kellően és kellő idő alatt felmelegítő Joule hő, ami az áramon és az ellenálláson kívül az időtől is meghatározóan függ.
De a másik lába meg a felületi nyomás, ami a majdnem olvadt munkadarabokat a pont kellő nyomóerő hatására egybe folyasztja. Majd az áram kikapcsolása után még meg is préseli, a repedésmentes egybe kristályosodás idejére.
Lehet ezeket figyelmen kívül hagyni, csak az eredmény nem lesz ponthegesztés.
"Hát ha én azt tudnám ,spotter sem kéne " .. most akkor akarsz spottert vagy nem ? Van erről szakirodalom is . Vagy 35 éve vettem egy ponthegesztéssel foglalkozó szakkönyvet és tudom , hogy meg van valahol de nem találom pedig már többször is kerestem mostanában . Emlékszem ott is taglalták a lehetőségeket de sok variáció nem volt . Vagy transzformátoros vagy túlméretezett trafó és vasmagban halmozódott fel az energia és még a kondenzátoros energia tárolást említették . Amiben különbözik a spotter a többitől , hogy a hegesztő "kinyúló kar" azaz a test és a munkakábel hosszabb így az induktív ellenállás nagyobb ezért már nem jó az 0,5-1,5 V-os hegesztő feszültség tartomány . Ezért ajánlott a nagyobb feszültség (5-9 V).
Hát ha én azt tudnám ,spotter sem kéne Nem ártana néhány komolyabb gyári megoldás rajza . De a kondi magyarázat lenne néhány furcsaságra a felvett és a leadott teljesítmény között , gyári gépeknél .
Spotternél nagyobb feszültség kell mint a normál ponthegesztő technológiánál . Amennyiben meg van a trafód akkor miért nem veszel hozzá kész időzítős teljesítményszabályozó elektronikát . Én az Ebay-en vettem 100A-est 3000 Ft-tól valamivel drágábban .
Mivel az áramot a feszültség határozza meg adott ellenállás mellett (most szándékosan nem figyelek a transzformátorra !) . Nagyobb ponthegesztőgépeknél még a kar ill. a vezeték miatti feszültségesést is figyelembe veszik . Persze itt ebben a helyzetben nem kell sokat számolgatni .A hegesztéshez itt szerintem elég az 1,5 V .
Szórakoztam én is vele 2db 1mm lemezt nem sikerült vele összehegeszteni volt nyomóerő is nekem ilyesmire kelet volna! Nálad a vékony lemezre tegyél be egy idözitöt ami a bekapcsolási idöt kapcsolgatod vele mert elég pár usec is az megolja a problémát!
Most egy kérdés : Miért kisebb a zárlati áram egy menetnél ? Csak a szekunder kör ellenállásáról lehetne szó elvileg . Fele feszültségnél elhanyagolható belső ellenállásnál dupla áram dukálna .
Sziasztok. Régóta gondolkodtam már egy mikrótrafós ponthegesztőben. Nos az eddig látottak alapján én is készítettem egyet. Elsőnek 2 teljes menetet tekertem a szekunderre hegesztőkábelből, így 3V körül volt a szekunder feszültség üresjárásban és 600A körül volt a zárlati árama. Ez soknak bizonyult, mivel mindig azonnal lyukat égetett a vékony lemezkébe, amivel játszottam. Visszább vettem 1 teljes menetre a szekndert, így már 400A alá esett a zárlati áram. Így meg karcsúnak bizonyult. Szóval az eddigi tapasztalatok alapján nem győzött meg. De ez viszont annál jobb eredményt mutat:
Csikarc | 5045
2018-08-21 08:28:02
[832]
A pcb-ékkel valahogy nem szokott annyi probléma lenni mint a kapcsolókkal , persze ez nem igaz inverteres gépekre de ott ellenben meg nincs fokozat kapcsoló.
Én még tudnék javasolni egy megoldást (igaz pont nem olyan helyre ahol kontaktus illetve mozgás van). Lehet kapni akrilan lakkot, amivel gyönyörűen lehet óvni a nedvességtől és kosztól a PCB-ket, alkatrészeket, forrasztásokat. Ezzel alaposan átfújva az alkatrészeket "konzerválhatjuk" őket. Viszont csökkenti a hőleadást és elektromosan szigetel vagyis csak olyan helyen szabad használni, ahol ez nem gond. (Én a mosógépünket szedtem darabjaira és minden olyan részét, ami nem szereti a vizet azt befújtam alaposan. PCB-knél a csatlakozókat érdemes kimaszkolni.)
A legtöbb gyári gépen be van fóliázva a fokozatkapcsoló ahol nincs ott pedig ajánlani is szokták a pótlását mivel a sok por hamar megtelepszik a kapcsoló bonyolult felületén de persze a belsejében is ahol hibaforrásként van számontartva .
Érdemes időszakonként ellenőrizni , sűrített levegővel kitakarítani a gép belsejét mert nagyon sok kosz le tud rakódni a belsejében . Én is most dobálom ki felújítás céljából a CO2 hegesztő belsőségét és közben takarítom (csak durván mert nincs itthon kompresszorom )és közben ellenőrzöm is . Az egyenirányító híd diódáit , kondenzátorait,varisztort . A kapcsoló problémádra térve - be van csomagolva rendesen ? Mint láthatod azt is érdemes ellenőrizni mert idővel sérülések érhetik és a kapcsolók egyik nagy ellensége a műhelypor .Az egyenirányító híd takarítása közben még egy aprócska szög is kiesett a lemezek közül - hogyan került oda nem tudni és nem is lényeges de jól jött a nagytakarítás .
Na , meglett néhány hiba ... Először is a még bentlévő eredeti 2 diódából egy megint elment zárlatba . Már van benne jópár "ződ" . A munkakábel belső huzalvezetőjének végén porlik a műanyag és kilógott a spirál a foglalatba ,ott is lehetett szorulása . Amit nem szívesen írok le Benéztem a fokozatokat . Letört a kapcsoló műanyag tengelye és befűrészeltem csavarhúzónak . Na itt ellehet nézni 180 fokkal az állást ,és hát sikerült is . 4 es fokozat volt a legnagyobb amiben próbáltam ... Van összesen 7 . Kapott egy rövidebb forgófejes binzel munkakábelt . A végeredmény az hogy quva jó ! A 4 es fokozat egyébként marad ,mert a B20 as kisatomatát a többiben simán leveri . Majd valamit kitalálok ,de most legalább kasznizni igen.
Szia ! Na ma este valami megadta magát a Co gépemben . Kicsi az áram ,és pár perc után veri a 20 as automatát . Nem találgatok , de meg kell keresnem ,remélem végre jó is lesz . Ki kínlódtam vele a mai munkát , de oda kell vinnem a másikat , mert minden lemegy az óra előtti biztit veri . Kell egy meló reggelre .
.. és ha ez nem elég - most újítok fel magamnak egy Fronius 457-es CO2 hegesztőgépet és ha akarod akkor lefényképezem neked a benne lévő ellenállást ami a fojtó tekercshez tartozik , no az a méretes ellenállat !
Az az ellenállásos kísérletezés csak akkor jó ha túlméretezett a fojtó tekercs és be tudod jobban lőni mikor fröcsköl a legkevésbé . Nekem vasdrótból van de lehet másból is készíteni . Talán még találok fényképet is az enyémről .
 Szerintem csak bizonyos teljesítményig rövidre zárja a vasmag mágneses körét így kisebb teljesítményt ad le plusz a karakterisztikáját töri meg . Hegesztőgépeknél gyakran használták a söntös megoldást a teljesítmény szabályozására de gondolom te ezt jobban tudod .A MOT elég fura egy szerkezet mert terhelés nélkül is 3 A körüli az áramfelvétele .
Szerintem csak bizonyos teljesítményig rövidre zárja a vasmag mágneses körét így kisebb teljesítményt ad le plusz a karakterisztikáját töri meg . Hegesztőgépeknél gyakran használták a söntös megoldást a teljesítmény szabályozására de gondolom te ezt jobban tudod .A MOT elég fura egy szerkezet mert terhelés nélkül is 3 A körüli az áramfelvétele .





 (No nem megharagudni "Jani bácsi"!
(No nem megharagudni "Jani bácsi"! )A kondenzátor is komoly pénzbe kerülne + hozzá az időzítő elektronika +táp és egy és egy nagyon nagy áramú tirisztor .A HE-án külön fórum van e témára is és rajzok is találhatók de nem hiszem , hogy a fórumtársunk nekiállna nyomtatott áramkörnek meg beültetni az alkatrészeket és éleszteni az áramkört . Neki elég lenne ha ténylegesen nekiállna és összedobná pár óra alatt azt a spottert mert máskülönben így luca széke hamarabb elkészül . Időzítőnek a kísérletezéshez elég lenne egy egyszerű időrelé ami egy mágneskepcsolót kapcsolgatna . A teljesítmény szabályozásra is össze lehetne dobni egy egyszerű eszközt (mondjuk a test kábelt két -három menettel feltekerni egy komolyabb vasdarabkára és másodpercek alatt tudna különböző teljesítményeket elérni a menetszám változtatással ). De mint írtam ehhez akarat is kell nem elég csak beszélni róla . Mi is a "tett halála" ????
)A kondenzátor is komoly pénzbe kerülne + hozzá az időzítő elektronika +táp és egy és egy nagyon nagy áramú tirisztor .A HE-án külön fórum van e témára is és rajzok is találhatók de nem hiszem , hogy a fórumtársunk nekiállna nyomtatott áramkörnek meg beültetni az alkatrészeket és éleszteni az áramkört . Neki elég lenne ha ténylegesen nekiállna és összedobná pár óra alatt azt a spottert mert máskülönben így luca széke hamarabb elkészül . Időzítőnek a kísérletezéshez elég lenne egy egyszerű időrelé ami egy mágneskepcsolót kapcsolgatna . A teljesítmény szabályozásra is össze lehetne dobni egy egyszerű eszközt (mondjuk a test kábelt két -három menettel feltekerni egy komolyabb vasdarabkára és másodpercek alatt tudna különböző teljesítményeket elérni a menetszám változtatással ). De mint írtam ehhez akarat is kell nem elég csak beszélni róla . Mi is a "tett halála" ????





 .
.