Én is januárban kezdtem, pont ugyanúgy mint te... A gyári modellek amik a kártyán vannak jól össze vannak rakva, azért lesznek szépek. Van alattuk pár réteg raftnak hívott rész amiről le tudod pattintani a modelled. Ez a raft rész kiegyenlíti az asztalod hibáit, azért lesz jó a többi réteg.
Nulladik előtti lépésben a mechanikát állitsd be jól: az oszlopok legyenek párhuzamosak és merőlegesek az alapra. A két alap profil, amin az oszlopok vannak, legyenek egy síkban. Az X híd amin a fej mozog legyen párhuzamos az alaphoz képest (nem az asztalhoz még), nálam a jobb oldal lejebb volt mint a bal oldala cirka 1,4mm-nyit (nem figyeltem összerakáskor erre). A görgőknél nem jó ha túl szorosan futnak, de ne kotyogjanak a kocsik. A Z orsó ne szoruljon, legyen párhuzamos az oszloppal (a motor konzolja kicsit ferde a fröccsöntés miatt, emiatt lehet hogy az orsó ferdén áll). Én napokat szívtam ezek miatt, sehogy se lett jó az első pár réteg!
Kalibráld le az extrúdert, hogy 100mm parancsra 100mm-ert toljon.
Az asztalt be kell járatni ahogy RJancsi írta. Nekem pl a gyári alu asztalban van egyik átlóban 5 tized gödör középen, a másikban 3. (Emiatt a mágneses felületben is, nem tudod kiszintezni a négy sarkán, mert középen mindig lejebb van...) A gyári üvegben is volt 1-2 tized gödör, de érdekes módon ez kiegyenlítődött mostmár --> bejáródott (?). Szintezni felfűtött állapotban kell, javaslom 5-6 felfűt (80 fok akár), teljesen lehűt ciklus után. Szintezéskor hagy melegedni vagy 10 percet, addigra kb kiegyenlítődik mindenhol. A szintezés mindenkinek más, én 0,03-as hézagolólemezt dugok a szintén meleg fúvóka és asztal közé, és ahhoz állítom az asztalt (a négy saroktól kb 20-20milire beljebb, kb a rugók fölött), amíg picit húzósan tudom mozgatni a lemezt (üveglapot használok). 3-4x kell körbemenjek mire mindenhol jó lesz. Figyelj ne szántsa végig a fúvóka a felületet! Ja fontos, szintezéskor autohome, és szoftveresen mozgasd az asztalt és a fejet oldalra, mert ha kézzel tologatod a fejet akkor bizony fel-le is mozgatod...!
A kép alapján nekem úgy tűnik hogy a fúvóka túl messze van az asztaltól az első rétegnél. Vagy rossz a szint, vagy nem sík az asztalod, vagy mindkettő. (Illetve próbáld meg a szeletelőt gyári beállításokon, hirtelen nem emlékszem mik a jó első réteg paraméterei. Nálam más szeletelőnél 0,2mm a magassága és 0,4mm a szélessége az első layernek.) Ha az első rétegnél láthatóan kukac jön, adott esetben csak úgy "csüngve" ér az asztalhoz az nem jó. A kukacnak lapulnia kell picit, közvetlenül a fúvóka alatt.
Pár db. igen-igen hasznos, már-már nélkülözhetetlen apró bizbasz.
Kollégám épp "lakásfelújít", Ő azt mondja "égenföldön" nem kapott ilyen méretű ajtókilincs perselyeket a régi, de amúgy f@sza ajtóihoz.
Fehér PLA...
RJancsi | 5811
2021-02-04 18:47:22
[28751]
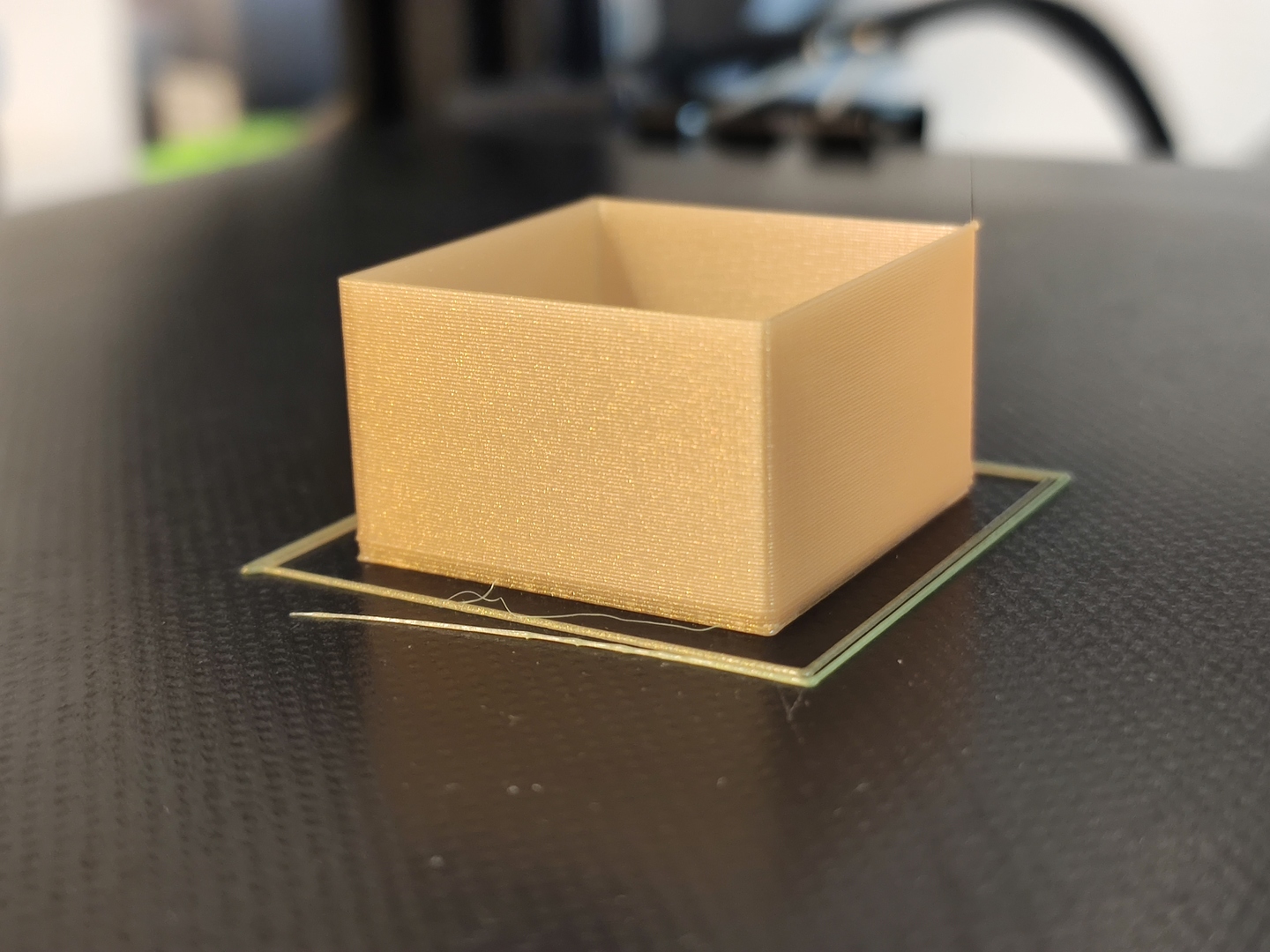
Mivel új a nyomtató, az asztal még nem "normalizálódott", néhány felfűtés/lehűlés kell neki mire feszültségmentes lesz és felveszi a végleges alakját. A rugós asztal támaszok is mocoroghatnak eleinte. Én azért ellenőrizném az asztalt. Korábban már többször elhangzott, hogy más alakja van hidegen és melegen. Melegen érdemes szintezni hiszen "üzemszerűen" akkor kell jónak lennie. A bagoly nem túl szerencsés összehasonlítási alap, mert jószerivel csak a talpán látszik ha valami nem tökéletes. Ennél a doboznál ami pár réteg vastag és sűrűn át van törve sokkal jobban kijönnek a hibák. Lehet, hogy a bagoly talpa is ilyen belülről, csak nem látszik.
A beállítások alapján akár jó is lehetne. Csak ötletelek: Jó az asztal szintezése (nincs túl messze a fúvókától)? Biztos 1.75 mm a filament (nálam előfordult, hogy csak 1.6 mm volt)? Esetleg próbáld ki ugyanezeket a beállításokat, de a nyomtatás elején állítsd a "flow" értéket 110%-ra a nyomtatón. (Miután elkezdett nyomtatni, mert amikor betöltöd a fájlt, a gcode alapján felülírja az addigi beállításokat.)
Én is rászántam magam, vettem egy Ender 3-at, első nyomtatásom elég jól sikerült, az sd kártyán volt egy bagoly, így a netről letöltött, Zigbee dobozkán meglepődtem, mert nem igazán értem miért lett csúnya a felülete. Főleg az első oldala furcsa. PLA , az fúvoka 205 C°, asztal 60 fok, előtolás 60, kitöltés 20% volt. Mi a véleményetek,milyen értéken kéne változtatni, hogy szebb legyen a felület.Csatolok fotót, meg beálítást.
Kb. fél éve én is felraktam már ezt a hajót ide. Unokaöcsémnek csináltam. Meg most karácsonyra egy számzáras széfet nyomtattam neki. Az sem érdekelt senkit, pedig az is jópofa játék, annak volt a legnagyobb sikere a műszaki érdeklődésű kiskölyöknél.
Lehetne bonyolítani, de felesleges szerintem. Gyerekek hamar ráunnak azt meg bőven bírja. Össze reszeltem hogy működjön, majd szétszedtem. Csináltam egy LEGO szerű építési leírást, és unokaöcsi magának rakhatta össze. Imád LEGOzni, és ez így neki sokkal nagyobb élmény mint a gyenge rugón és csapágyazásokon problémázni. Miután összerakta szerintem 2 alkalommal ha játszott vele, arra meg jó ez a szerkezet is.
Acél rugót ilyen hozzáférhető módon én gyereknek nem adnék. Nagyon veszélyes. Ha távolsági rekordot akarsz dönteni, akkor egy 18650-es akku és egy kis villanymotor jobb választás lesz. Amúgy pl. a redőnyheveder visszahúzóban van bőséggel spirálrugó, csak vigyázz a szemedre és a kezedre amikor szétszeded, csak fogóval védőszemüvegben és kesztyűvel nyisd ki, meg dolgozz vele.
Nem vagy telhetetlen. A rugóspirál is elég "gyengusz", az alatta lévő fogas támasztó és felfekvő felülete is nudli (hogy a rugó ne feszítse el ferdére a síktól). A csavarok helyett is jobb lenne egyéb tegelyes/csapos megoldás, a tekerentyű erőátvivő süllyesztéke is lehetne mélyebb, a hajótest lehetne két részből hogy szépen nyomtatható legyen a fenék, kellene bele mélyedés a kalózfiguráknak, meg még pár apróság.
De sajnos nem tudok háromdében rajzolni, tervezni, próbálgattam az egyik fogas stl fájlját átalakítani, de a gépen jópárszor kifagyott mikor a görbe felületeket próbáltam foltozni. Próbáltam normálisan illesztett menetes végű tengelyekkel áthidalni a fogasoknál a problémákat, amire ráment nem kevés időm. Úgyhogy ez a talált projekt ígymarad.
Egyébként a test öblébe simán bemegy a víz, de még nem süllyedt el a hajó, mikor meg felhúzáshoz kiszedik a tengerből akkor kifolyik.
Jelenleg a spirálrugót (pla, a meleg vízben hamar elgyengült)kéne helyettesíteni egy rozsdamentes rugóspirállal, de még nem tudom honnan szerzek...
Tudom, telhetetlen vagyok, de nem ártott volna valami reteszféle amivel blokkoni lehet a szerkezetet "szárazon futás" ellen. A másik, hogy nem folyik be a víz a "motortérbe" a hajtótengely "csapágya" mellett?
Én is elkészültem a csónakkal. Jó kis tanuló projekt, van benne nyomtatás dögivel, és esztergálás (egyedi M3-as csavar gyártás) is.
Így összerakva ráment pár délutánom mire akadás és feszülés nélkül futnak a fogasok, pár dolgot változtatni kellene a modellen (stl-ből) hogy stresszmentesebb legyen a következő, de azthiszem egyelőre ígymarad. Este kapja a tesztelőcsapat.
MaDo | 169
2021-02-01 14:19:21
[28736]
A paradicsom kapuja.
PSoft | 18696
2021-01-29 17:41:39
[28735]
.
Törölt felhasználó
2021-01-29 16:58:07
[28734]
Érdekes 2 képen csillog az alap felület mintha tényleg gold lenne oldalán meg totál teli szín!
Még azt is megkockáztatom, hogy nem sokban különbözik az enyémtől. Nagyon sok múlik a megvilágítástól, háttértől de még a nyomtatás rétegvastagságától is. Nyilván egy hiperpigmentált rézmunkaidős bodzaszedőt vagy egy dél afrikai benszülöttet nem ilyennek képzelek el.
Hát elnézést, a kishölgy a bótban' aranynak hívta. Ilyen téren nincs összehasonlítási alapom, de most megnéztem pát filament képet. Hát valóban inkább sárga...
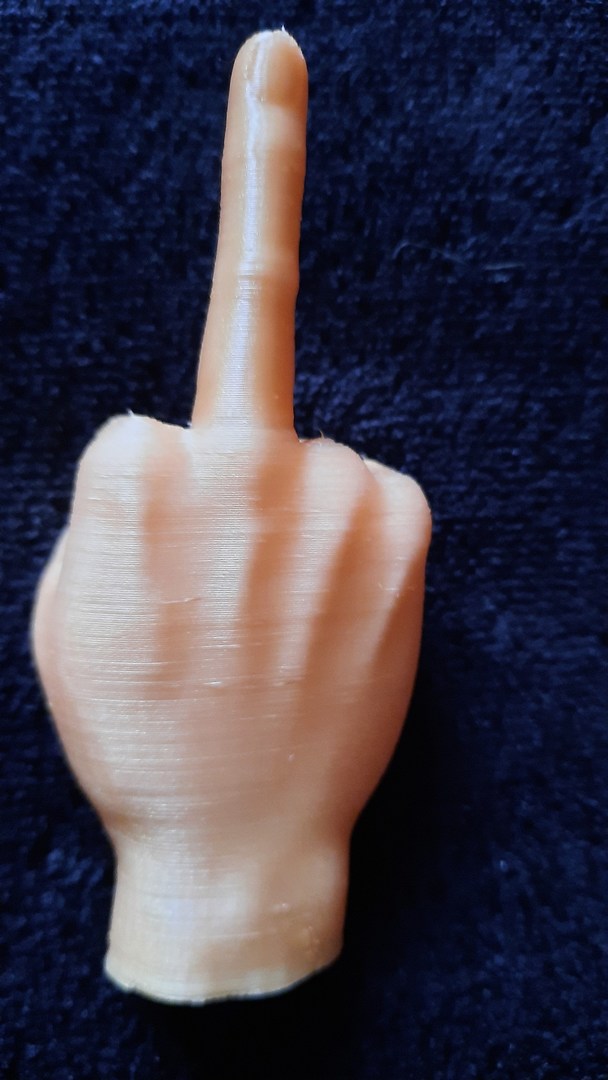
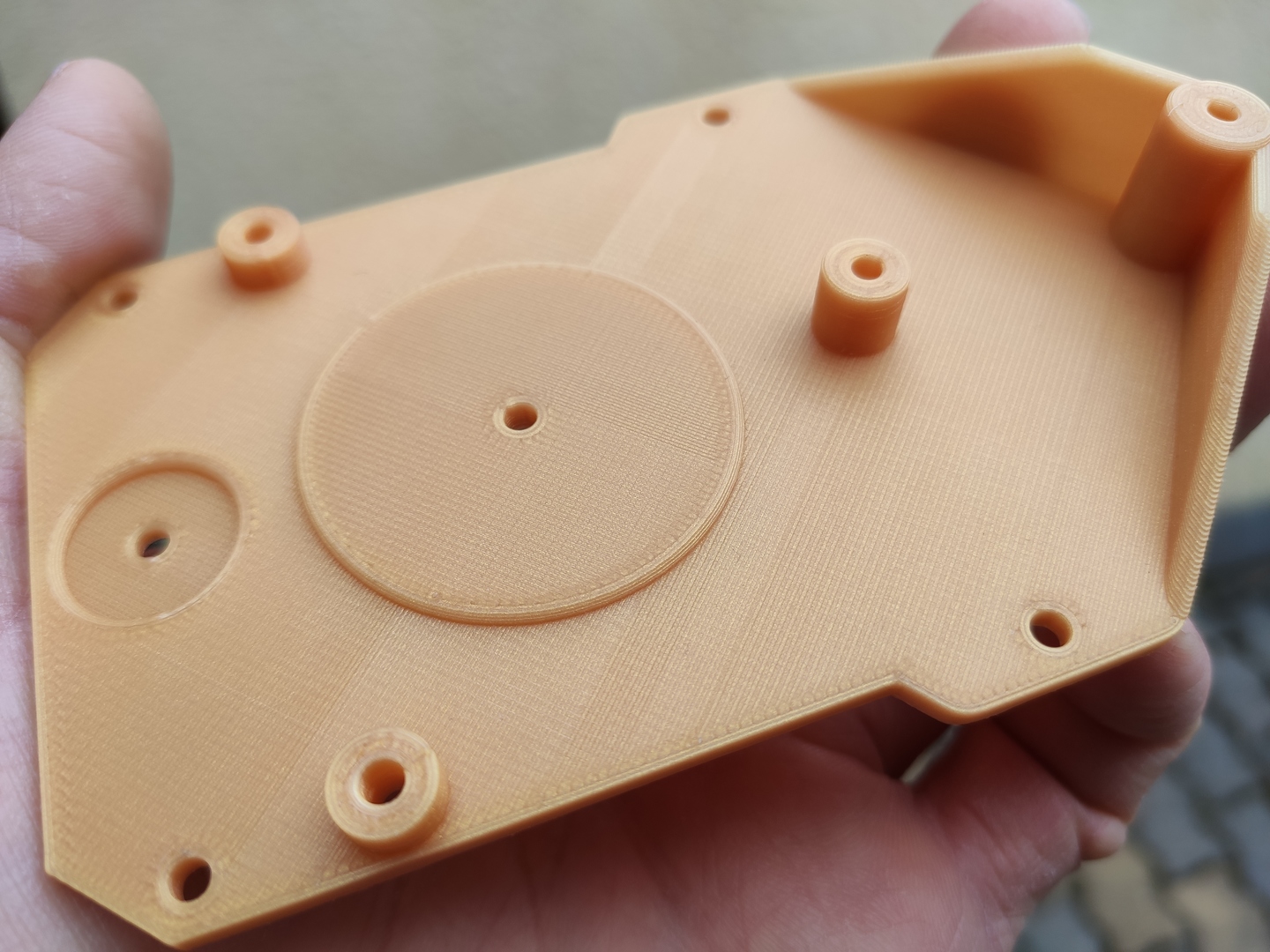
Na, elkészült az első próbanyomi. Sok mindennek lehet nevezni, de aranynak semmiképpen. Nem csillog jobban egy átlag PLA-nál. A színe maradjunk annyiban, hogy "egyedi". Összehasonlításként mellé raktam egy hivatalosan is narancssárga PLA kockát meg egy sárgaréz szelep-adaptert. A háttér egy sötétkék törölköző volt. A maximalisták jól látják, hogy a gyűrűs ujj lukas. Meggyőződésem, hogy akkor lukadt ki amikor a támaszt letörtem. Próbaképpen Psoft után én is 0% kitöltéssel nyomtattam, 3 réteg fallal, 0,4 mm fúvókával és 0,2 mm rétegvastagsággal. Hőmérséklet 200/60°C. Eretnek módon a tapadó réteget 60, a továbbiakat 100 mm/sec sebességgel. Még így is egész vállalható. Aki nem tudná Ender 3 nyomtató lényegi átalakítás nélkül.
Majd ha megjön csinálok. Amúgy nekem nem tűnik aranynak, inkább "bőr" vagy "test" színűnek. Ezért is vettem meg. Virbo képei alapján nem tévedtem nagyot.
A ferde résznél vissza mégy 0,15-0,2mm-re az sokat szépített volna rajta. Ha van ferde oldal, érdemes legalább 3 vagy több réteget beállítani a falvastagságnak, azt tapasztaltam.
Ezt a darabosságot a rétegvastagság okozza. Ha a szeletelő tudja a dinamikus rétegvastagságot akkor érdemes ezt használni. Minél laposabb a felület annál finomabb rétegeket kell(ene) használni, hogy a felületi minőség jobb legyen. Nyilván a határ amit még tud a gép kab 0,05-6 mm. Persze ez durván megnöveli a nyomtatási időt.
A gyerkőcnek készül egy kishajó szülinapjára. A hajótest a legnagyobb "falat", majdnem 16 óra nyomiga. 0,3-as réteg PLA. Fúvóka 0,4, hőfok, sebesség rendben. Prusaslicer az elkövető.
Vajon mitől ilyen hézagos a hajótest alja? Más rétegvastagság kellene oda? Máshol egész jó lett, de félek előbb utóbb így elsüllyed.
Kérdés, hogy van valamiféle beállítás amivel ezt korrigálni lehet? Illetve esetleg valamiféle bevált ragasztó/hézagkitöltő vagy egyéb ,ami bírja a melegvizet (is), anyag amivel be tudnám ezt kúltúráltan "gittelni" és átlátszó marad? (Kétkomponensű ragasztó valószínűleg lyukacsosra szárad, legalábbis amiket eddig használtam nem lennének jók.)
PSoft | 18696
2021-01-26 17:46:54
[28712]
.
PSoft | 18696
2021-01-24 22:42:13
[28711]
Nálam a "parkolási pozíció" kb. "X" 20, "Z" 100-nál van. Ott, lóghat a "taknya" is a fűtött fejnek, senkit nem zavar. Hosszabb fűtött állás után, nyomhatok neki egy "E" 10-et is, hogy átöblítse magát, mielőtt indítom a nyomtatást. És ahogy írod, ott jól hozzáférni a fúvókához, ha épp törlést igényel.
 Írd körül milyen 3D modellre lenne szükséged ha nem műszerdobozról van szó.
Írd körül milyen 3D modellre lenne szükséged ha nem műszerdobozról van szó.


















 ....
....








 is a fűtött fejnek, senkit nem zavar.
is a fűtött fejnek, senkit nem zavar.