Gyártottam egy pár oktatóvideót. Nyomtatók felépítése:
Műanyagok típusai:
Ágy tapadás:
Várok ötleteket, kit milyen téma érdekel?
sanyi | 1910
2021-01-01 14:05:57
[28372]
Esetleg lehet az is, hogy a szál keresztmetszete nagyobb mint a névleges. Én fekete Herz PLA-val jártam így. Egy Craftbot nyomtató nem akart vele rendesen nyomtatni, a keresztmetszetében nagy volt az ingadozás és volt amikor megszorult. Kaptam helyette egy másik tekercset ami ugyan barna volt és azzal hibátlanul nyomtatott.
Az extruder kattogásnak más oka is lehet! Pl. több szálat szeretne benyomni mint amennyire szükség/lehetőség van. Pl. túl nagy nyomtatási sebesség vagy túl nagy flow érték és nincs ideje megolvadni a filamentnek. Vékonyabbra állított filament vastagság a ténylegesnél. Esetleg eldugult fúvóka.
Valóban nem csak nálad vannak... az előszéria pl. nálam van Ugyan nekem sincs még beépítve csak összeállítottam egy motorral, csináltam neki egy kis burkolatot és mindegyik kapott egy-egy olded kijelzőt. Amúgy meg USB-n egyszerű programozni, szóval az oled nem feltétlenül kell.
No, némi extrúder kattogás (egyértelműen lépést tévesz az extrúder motor) keretében jönnek a finomságok...
Virbo | 1120
2021-01-01 11:45:55
[28368]
Nem tartom kizártnak hogy egy korábbi, butított Cure ez. Egy nagy előnye viszont van ennek a proginak, a 0.0-ás felhasználóknak tökéletes, mert nem vesznek el a részletekben...
mik azok a bevált nyomtató tesztek amivel pl a fej hőfokot, visszahúzást meg ilyeneket lehet tesztelni? Ismerős küldött temptower tesztet, de az 260-ról indul. Nem fog beégni a PLA? Ami pl kb szembejön thingiversén azok jók ilyenre?
Egyébként, nem csak nálam vannak SmartStepper vezérlők. Egy valaki még az elején lelkesen írogatott a beépítésről, de aztán...az is elhalt. (mármint, az írás, tapasztalatok közzététele) Nem hiszem, hogy egy darab se került beépítésre belőlük.(Tuba Pista gépét kivéve)
„Ha vissza hűl szép lassan, akkor akár mivel kenem az asztalt 40 fok környékén szépen le jön róla minden.”
Üveglapra nyomtatok, egy vékony réteg felkent ragasztó stift van induláskor az üvegen. Az első réteg után -egyéb más okok miatt- mindig kikapcsolom az asztalfűtést. Utána az üveg szépen, magától visszahűl akár 14-18 fokra is, ha épp csak annyi van a műhelyben. Sose vált le a nyomat csak úgy magától a ragasztóstifttel kent üveglapról.
Különösebben takarítani se szoktam az üveget... Ha már "vastag" a ragasztóréteg rajta, szivacshasábos finom csiszolópapírral átdörzsölöm párszor, egy ecsettel portalanítom, új vékony ragasztó a régi tetejére és mehet a következő nyomtatás.
Köszi az ötletet. Én is hasonlóra gondoltam annó, de elvetettem, mert az asztal fűtésem 230-ról megy. Ha vissza hűl szép lassan, akkor akár mivel kenem az asztalt 40 fok környékén szépen le jön róla minden. Tudom ez is meg oldható lenne, de annyit nem ér már a dolog meg, akkor nem lehet anyázni meg hasonlókat.
Sok ideje megy már ez a nyomtató, különösebb TMK nélkül. A fej átalakításon/cserén kívül ráfért már egy kis "reparálás" is, itt-ott. Hangos is volt már a mechanika, szárazak voltak a lin sínek kocsijai...az akril váz meg, viszi/erősíti a legapróbb rezgéseket is.
Szóval, lineárok rendbetétele, kocsik kimosása/újrazsírzása, szíjfeszítők/vezetőgörgők, csavarkötések átvizsgálása stb. Eddig 4988-as motormeghajtók voltak, azokat is cseréltem, egyenlőre még csak DRV8825-re.
Na és ezek után, még egy apró részletekbe menő "géphangolás/finomhangolás" is következik. Motoráramok, rezonanciapontok keresése/megtalálása, sebességek/gyorsulások újragondolása, stb.
Szóval, még pár nap "játék" tesztekkel, finomításokkal, aztán remélhetően...kicsit jobb lesz, mint amilyen volt.
Tisztelt 3D-sek! Van valakinek tapasztalata: Anycubic Photon DLP gyantás 3D nyomtatóval kapcsolatban a következőkről. 1., A nyomtatott gyanta figura alkalmas fémöntésre,(kiolvad a formából?) 2., Elég pontos nem nagyon elnagyolt, lesimult a felület? Szivesen veszem a tapsztalatot.
MaDo | 167
2020-12-31 23:38:07
[28358]
A 28306 -ra válaszoltam.
MaDo | 167
2020-12-31 23:32:51
[28357]
Végre rászántad magad a bowdenesre és leszedted a nehéz extruder motort az x tengelyről.
Más: az asztal tapadásra nekem nagyon bevált a széles kék Scotch 3M ragasztószalag nebuló iskolai ragasztóval ,sosem vált le. Asztal hőmérséklet 45-50 C . Leszedni, egy békebeli vékony hajlékony acélkéssel szoktam a nyomtatvány és a ragasztószalag közé ékelve.
keri | 14007
2020-12-31 21:48:33
[28356]
Nekem ezért van szünetmentesem. De tehetsz simán akkut is a kisfeszültségű oldalra. Be lehet állítani a kínai tápokat hogy megfelelő feszültséget adjon le az akkutöltéshez.
Nagyon hasonlít a Cura 15.-hoz ezért gondolom, hogy az advanced ablakba van, ami a szomszéd fül. Retraction speed 80mm/s én ezt állítom be.
Sajnos az üvegre ragasztott lapokkal nekem is az a gond, hogy nehéz feltépni a nyomatot, ezért én már PLA-nál is csinálok egy kis fület, hogy ne sértsem fel a lapokat. A 0,6 mm fület könnyű fel szedni, utána fogóval megfogom és felszakítom az asztal fóliáról. Nekem műszer doboz nyomtatásnál az eredeti lap nem vált be, mert a felülete gödrösödik, púposodik, magyarul nem marad sík mint az üveg.
Ma próbálkoztam a dologgal. A skriptet elfelejtve csináltam a dolgot és sikerült is a szín csere, csak a polip nem. Először félúton felszedte a kinyomtatot részeket. Utána kisebb réteg 0,1 mm paszírozva az üvegre. Végre tapadnak a pici alkatrészek, mondom királyság közben az asszony süt. 1/3-ig eljut a nyomtatás azt meg áll minden. Az kurva sütő valamiért úgy dönt, hogy lenyomja a delejt a házban.
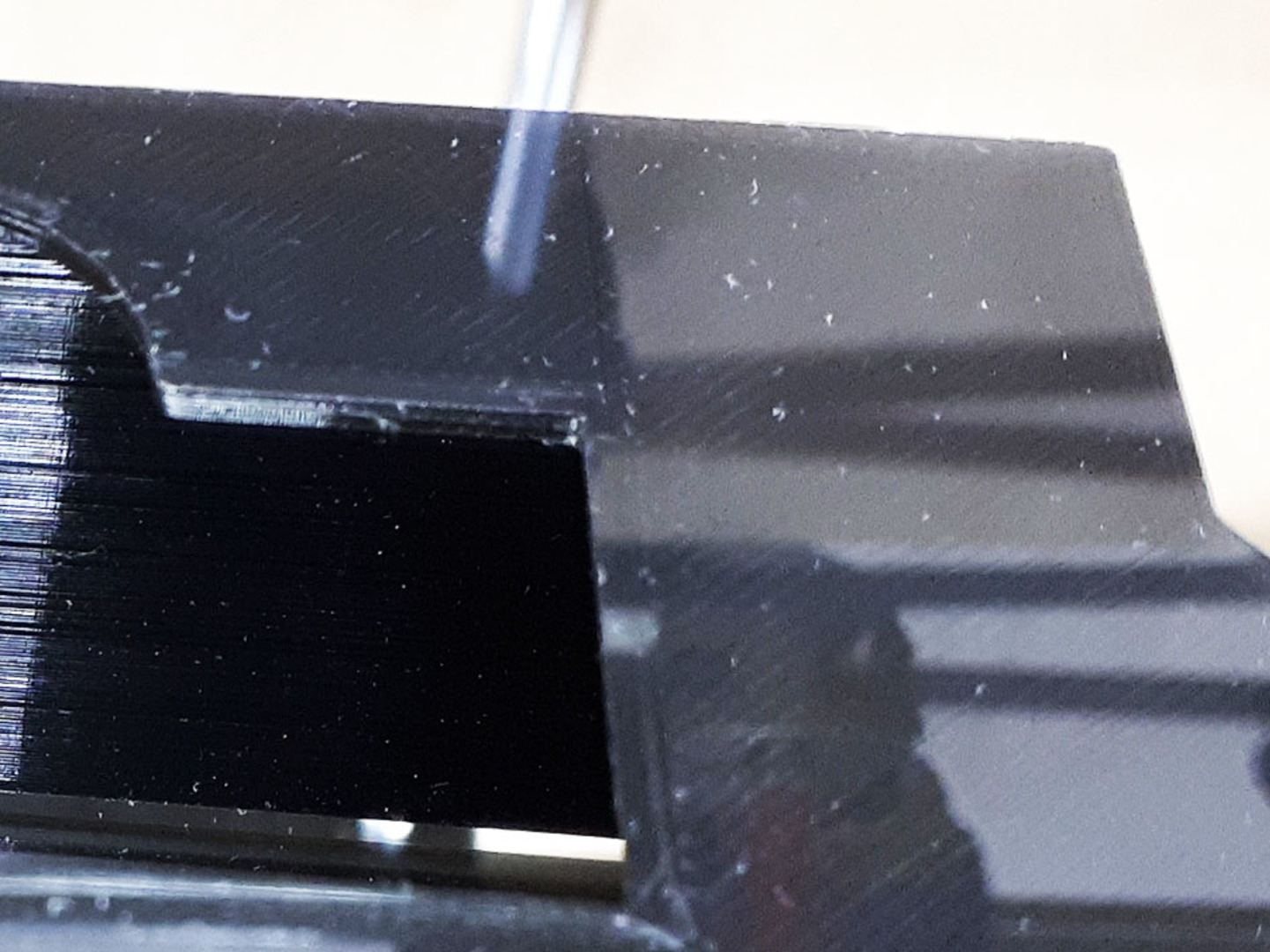
Hmm, biztos hogy a hozzászólásban lévő képről beszélsz? :D Az ott egy Brim-el készült tárgyizé, látni hogy marhára nincs jó távolságra a fej. Ennek ellenére feszegetni kellett mire "lepattant". Ebből a szempontból nagyon jó ez a mágneses műanyag tálca, ha nem jön le tálcástól leveszem és meghajlítom, akkor lepattan.
Sajnos nem tudom lejebb küldeni a fejet, mert akkor a széleken szánt(ana) bele (Pl mikor elmegy home-ba az elején).
Raft-al is szép sima a tárgyak alja, igaz nem tükrös, de szépen illik a nyomat többi felületéhez. Csak ez ugye anyag-idő-energia pazarlás.
Most próbáltam az új curát raft-al (minden gyári beállításokon, Ender 3 pro profillal), de érdekesen működik, ugyanis az összes raft réteg kukac, tehát nem hozza ki a szintet a végére, és a nyomatot is fentebbről kezdi, annak az első rétege is kukac. Kicsit olyan érzésem van hogy nem vonalvastagságnyit lép feljebb hanem többet. Le is állítottam....
Kazánházban van a nyomtató ott kb 25-30fok van. Szesz a hütőben. Szerintem a hirtelen hidegtől zsugorodik annyit az anyag, hogy saját magát lefeszíti a lapról. De te ajánlottad a FDM nyomtató technológiához ezt a módszert igaz abban víz is van és ott is bevált.
Gyantás nyomtatónál neked lejön alkoholra? Na ez új nekem. Én is alkohollal mosogatom, de soha nem jött még le attól. Kaparó pengével kell mindig lefeszegetnem. Lehet ha felmelegíteném az alul lapot és úgy engednék hideg vizet a tárgyra akkor lejönne magától?
a 150%-os vonalszélesség, 50% távolsági hibát enged meg. Tehát ha 0.3mm az első réteged, akkor 0.45mm-ig jó vagy. Azért ez már olyan hiba amit illik orvosolni Amúgy ne sajnáld az anyagot. Annyira nem sok az. Időben igen, de ezt a peremet ezért is nem szeretem használni.
Csak nagyobb a késleltetés, de ha véletlen szerűen adagolja akkor úgy is mindegy. Régebben volt is egy ilyen rendszer, ami kiszámolta hogy melyik színből mennyi kell, és olyan hosszúságú darabokat levágott meg össze is melegítette, aztán nyomtatáskor, pont mindig a megfelelő pillanatban jött a megfelelő szín. Persze a színcserét mindig a kitöltési szakaszra időzítette, vagy ha nem volt ilyen akkor érdemes volt egy kis tornyot is nyomtatni erre a célra.
A 6. rétegnél megáll a nyomtatás elmegy X0, Y0 pozícióra a fej és kihúz 30centit a szálból. Ennek a szkriptnek csak az a baja, hogy nem feltétlenül működik a megállás és gomb nyomásra tovább nyomtatás minden FW-el, szóval próbáld ki. Van ott több ilyen megállást használó szkript, valamelyik jó volt nekem, de legutóbb a G-kódban utólag én szúrtam be a saját eljárásomat inkább.
Én nem igazán vettem észre jelentős különbséget a két extruder fajta között. 3,5mm retraktal már jó a bowdenes is, igaz saját tervezés minden, de még a flexi anyagot is szépen nyomtatja, csak akkor nagyobb visszahúzás kell.
Simán. Lespricceltem alkohollal és leugrott róla. Igaz a szesz hűtőben van. Van hozzá egy mágneses lapom kétoldalú ragasztóval és egy hozzávaló acéllemez de még nem raktam fel. Nem tudom hogy állítom be hozzá a végállást. Faragni kellene szerintem.
Most mi van? Ha elég erős az extrudered úgy is áthúzza
Volt már nekem is hogy csomótkötött magára a spulni. Ha a szál eleje átfűzi magát a mellette levő hurkon az nagy szívás, szóval mindig visszadugom a spulni peremén lévő lyukba rendesen túllógatva, így ez nálam nem fordulhat elő. Anyagból meg jó minőséget szoktam venni, ott nincs csévélési gond, de ilyen esetben simán áttekerném egy üres spulnira jól.
Ja bocs, igazad van, én csak a négy sarkát nézte meg, nem végig. Meg kell fordítani az alu lapot, és leszigetelni alulról parafával, felfűteni párszor a maximumra és akkor a fűtés talán kiegyenesíti magát. Nekem van még üvegszálas fűtőlapom, na az rohadt púpos akármit csinálok, viszont semmi gondot nem okoz, mert az üveg a szélein fekszik fel, és az sík marad, a kis légrés meg nem okoz gondot, más fele úgy sem tud elmenni a hő a hőszigetelés miatt.
Nem körbe ez, csak ki kéne szintezni. Ott van a négy sarkában az állító, azzal nullázd ki mind a 4 sarkára felfűtött gépen, meg ellenőrizd az asztal közepén. Én nem papírral nézném, bár nem tűnsz bénának, de a hézagmérővel precízebben lehet ellenőrizni, illetve én az üveg érintésére állítom be, mert az század pontosságú.
Ha kicsit megmerevíted a vázat és egy masszív alapra szereled, akkor nem is kell gyakran eljátszani ezt, amúgy meg minden nyomtatás előtt ajánlott ellenőrizni.
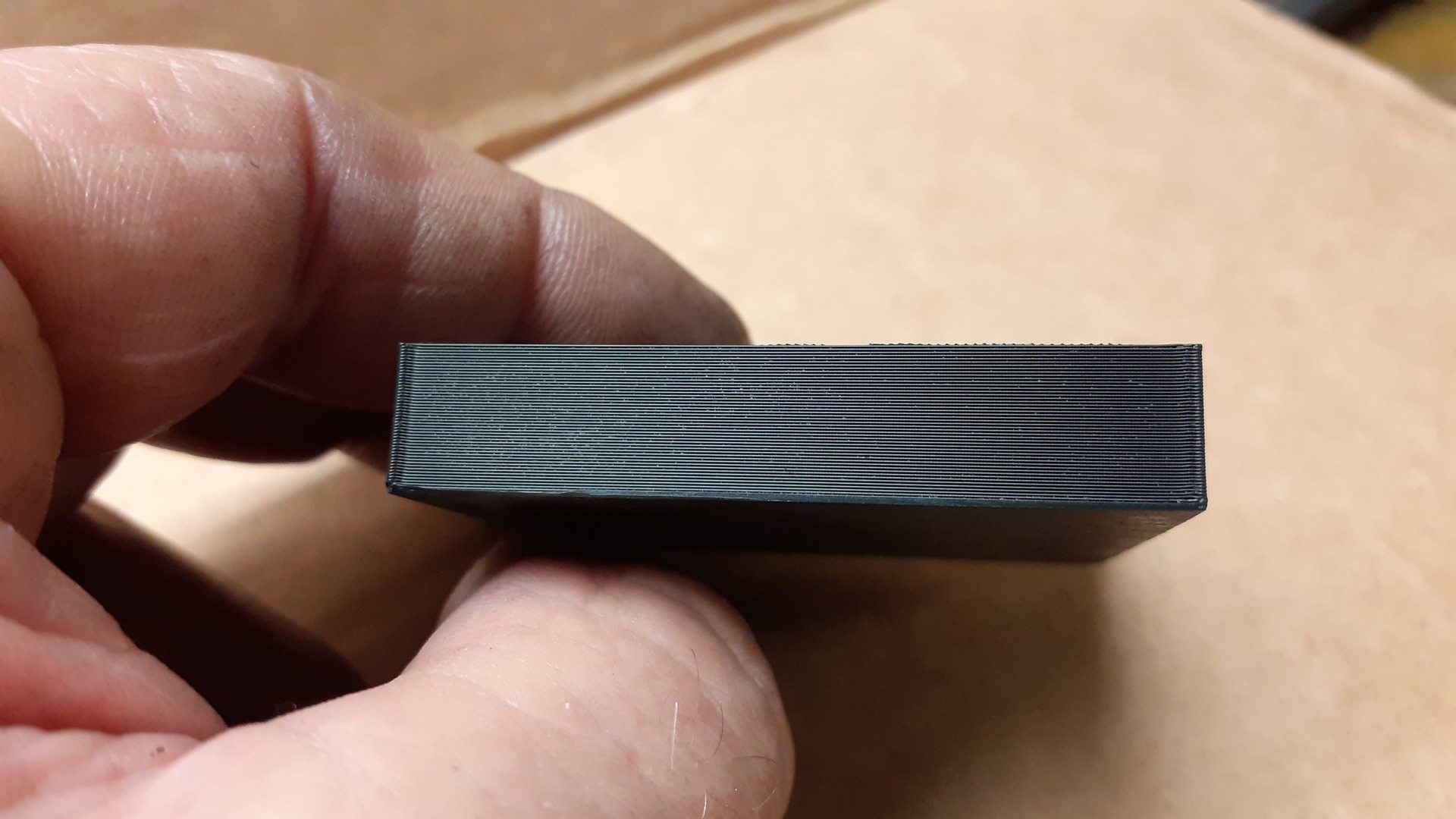
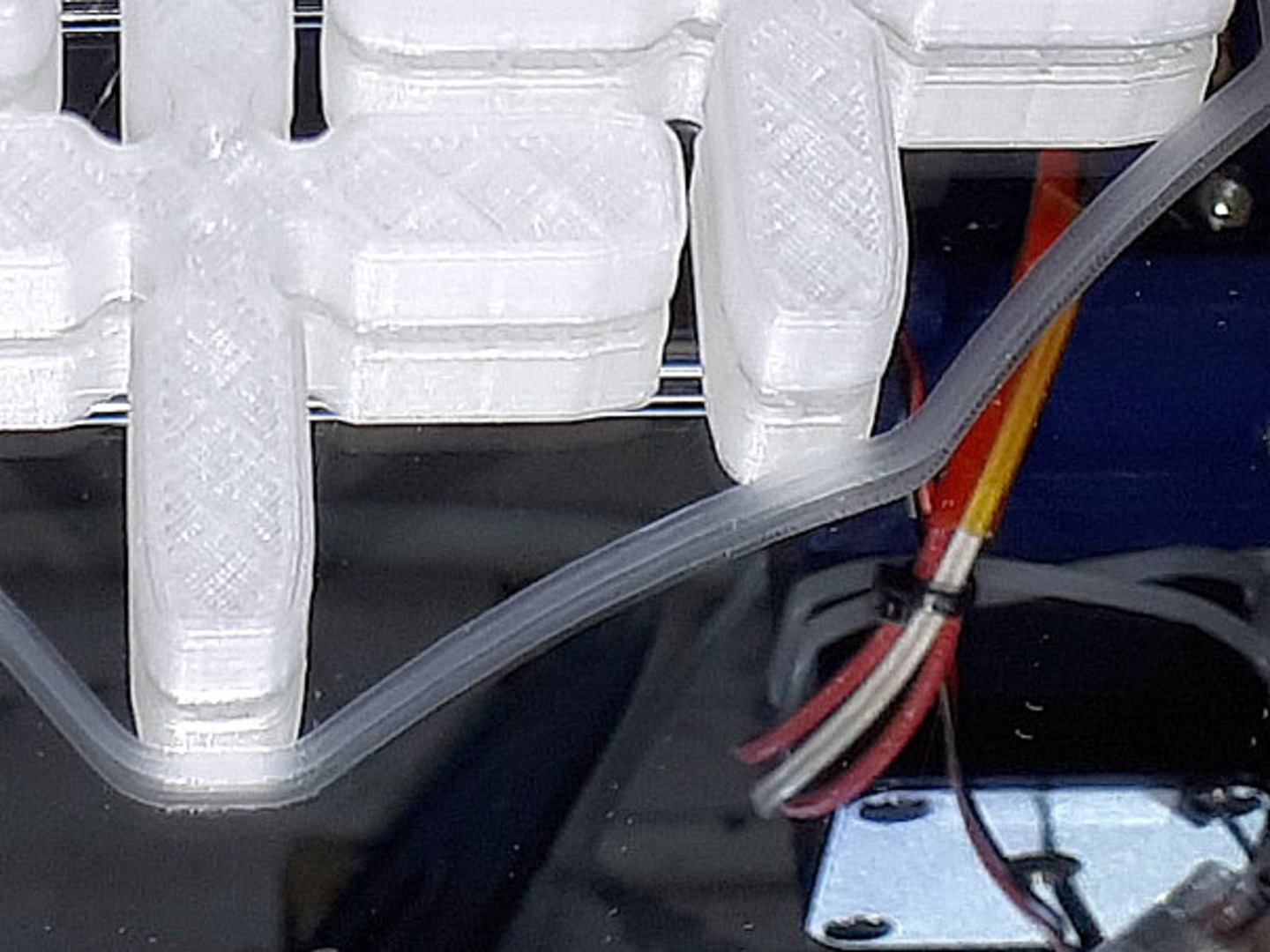
Ez borzalmas alap. Azon csodálkozok hogy az asztalon maradt. Sokkal közelebb kell a fúvókát tenni az asztalhoz. Az első képen látszik hogy a tárgyak körüli "skirt" vonalai összeérnek, és erősen lapítottak, nem hurka. A másik képen meg egy jól sikerült alsó felület, amin ugyan látszik valamennyire a csíkozás (anyag és hőmérséklet függő, de valamennyire mindig szorul levegő a két csík közé) de alapvetően szép tükrös az egész.
Alapvetően ha homogén felületet akar az ember akkor alaprétegnek a "hilbert curve" kell (ez a speciális vonal vezetés segít kiszorítani, minden levegőt) és durván felnyomott asztal hőmérséklet hogy folyékony legyen az anyag. Tehát ilyen 80-100fokos asztal, és 230fokos fej. Akkor teljesen sima lesz az alja. Persze ezek a hőmérsékletek behozhatnak más problémát. Pl. az elefántlábazást, a szétfolyó első réteget, a fúvóka és az asztal lehet nem bírja, besül az anyag a fejbe, a második rétegre mivel visszahűtjük normális hőmérsékletre, a zsugorodás is okozhat leválást.
De hát erről szól a 3D nyomtatás, sok sok kísérletezésről és hibázásról
Ja és a hilbert curva sajnos nincs a Curában. Azt csak a Slic3r tudja meg talán a Simplify3D, de ez utóbbi elég drága szoftver, bár most olcsóbb lett 150$, amikor utoljára néztem 200 felett volt, de még ki is adnék ennyi pénzt érte, viszont úgy nem adok ki rá, hogy nem tudok kipróbálni. Sajnos a régi okosított verziónak sok baja volt, így az alapján tuti nem adok érte 150$-árt...50-et még adnék, de 150-az már túl van az érzékenységi küszöbömön.
 sőt...másoknak is nyomtattam belőle jó pár darabot.
sőt...másoknak is nyomtattam belőle jó pár darabot.