Úgy látom, a felújításkor is sikerült egy "lakót" -minden bizonnyal egy végleges lakót- beépítened. Én a helyedben, nem mutattam volna meg a harmadik képet. Vagy ha igen, akkor úgy hogy a kép jobb oldalán a sorkapocs sor végén...ne látszódjon az a "sündisznó".
A mutatott képek alapján, a többi akár ok! (is lehet)... Szépen megoldottad!
3 nap a bontás. Majd az átépítés, helyben sok meglepetés nem várt érdekességek. Stb... 2 hétre tervezett átalakítás 1 héttel meghosszabodott az akadályok felmerülésével. Végeredmény:
Vezérlés és hajtás komplett csere. Árkezett gép 2022-05-27. Állapota a teljesség igénye nélkül egy pár kép. Az ideiglenes lakó kiolvasta a dokumentációt. Ebből kell varázsolni.
kart emg | 322
2022-06-25 06:55:31
[1671]
Nem tudom, hogy ismritek-e ezt az oldalt: https://jovalolcsobb.hu, mindenféle gépalkatrészt lehet kapni, és van egy csapágylista is: https://jovalolcsobb.hu/csapagy
A csapágyak elfekvő készletekből származnak. A keresett csapágy épp nincs benne, de ha valami spécit keres valaki érdemes megnézni. Én már találtam olyat, ami újonnan kb 2x annyi lett volna.
Szerintem a legjobb döntés új de régen gyártott elfekvő csapágyat venni. Elég gyakran árulnak ilyeneket. Pl nekem is van a fiókban egy tartalék csapágy a gépemhez.
NN 3010 K Van esetleg valakinek tapasztalata, kismillió féle csapágy van 18-100e forintig, hogy mit is érdemes vásárolni. Haverom szerint a legolcsóbb is ugyan olyan jó lesz hozzá.
Csuhás | 6750
2022-06-22 20:02:34
[1667]
Érdekel minket, hogy mi volt a főorsó fura viselkedésének az oka!
Szia! Köszönöm válaszod, a mellékhajtás ki van kapcsolva igen. Mértem hézagokat semmi extra tűrésen belül van. 2400/p esetén 1.5 perc és már megérinteni sem tudod a tokány mögötti homloklapot.Arra gondoltam, hogy a görgőkön lévő kemény réteg le van pattogva vagy ilyesmi. Mindeképp szétbontom, esetleg itt szokott érdeklődést kiváltani az ilyesmi képekben?
Szia! Nálad kezdett el így szorulni? Tudsz előzményt? Gondolom a mellékhajtást kikapcsoltad, hogy ne tévesszen meg ha az előtolóműben van valami hiba. Nem lehet hogy szoros az első csapágy? Mértél hézagot? Mit jelent a nagy fordulaton a melegedés? Mekkora fordulaton mennyire melegszik fel? Nem olyan nehéz kivenni a főorsót. Az első NN csapágyat érdemes szemrevételezni, berágódás kipattogzás ne legyen. Van videó is a szerelésről:
Tisztelt Fórumtársak! Segítséget szeretnék kérni a következő témában, E3N-01. Főorsó csapágy vagy csapágyak ügyben lenne kérdésem. Létezhet pl., hogy a főorsó tengely görbe vagy elgörbült, semmi külsérelmi nyom nem látható. Szerintem szorul mikor próbálom üresben kézzel forgatni, de nem minden ponton. Érdekes a helyzet, a gép egyébként jól működik. Nagy fordurdulaton viszont melegszik is szerintem túlzottan. Olajzást ellenőriztem az is jó. Próbáltam a csapágy állítást is, de semmi érdelmeleges nem történt. Mikor rossz egy főorsó csapágy teszem fel magamnak és a fórumtársaknak a kérdést.
Scythian | 174
2022-06-12 21:58:50
[1663]
Üdv Urak!
FU36 marógéppel kapcsolatban volna villamosságát érintő kérdésem, ha rendelkezne valaki ilyen masinával, vagy ha volna valakinek birtokában a géppel kapcsolatos ismeret, esetleg gépkönyv / szervizkönyv.
Ez nagy valószínűséggel lúgos barnítás....130-140 fokon működik, nem egyszerű melegítő kád nélkül...közepesen erős savak már leoldják(valószínűleg ilyen hatás érte) Az olajos barnítás/feketítés 400-500 fok körül kezd el működni, ezt nem biztos, hogy sérülés nélkül kibírja az alkatrész... Megoldás(ok): hideg barnítás- fegyverboltokban kapható "hideg barnító" folyadékkal(szobahőmérsékleten működik, de nem igazán kopásálló, csavarvégekre való... https://rothermetal.com/termekek/gima/hidegbarnitas/ folyadékok...nem pénztárca barát, de hatékony.
Egyébként a "régebbi" megoldásokat jobban szeretem. Például felhevíteni, s fáradt olajjal leönteni...? Sajnos a mai okosságokkal nagyon rossz a tapasztalatom. Vannak kivételek, jó a WD40 is, csak nem erre. Mindenesetre meghallgatok mindent. A fekete réteg mintha valamilyen lakk réteg lenne.
Néhány hétre megfelelő védelmet ad a WD40 vagy bármelyik fúró-üregelő spray. Hosszabb távra már inkább a korrózióvédő sprayket használd. Ezek valahogy jobban tapadnak.
Belekezdtem egy kis koordináta asztal felújításába. A kicsit is rozsdás felületeket bekentem rozsdamaróval, ami a képen látható szürkés rész. Sajnos úgy vettem észre hogy ami az acélt védi valamilyen sötétebb felület, szintén teljesen lejött a rozsdamaróval bekent részen. Nem tudja esetleg valaki hogy lehet korrózia ellen lekezelni ezt az acélt? (Neten csak WD40 es bekenést ajánlanak...)
Előre is köszönöm!
rejkov | 38
2022-06-03 16:21:50
[1655]
És igazad lesz. Tényleg megy bele olajcső. Akkor meg kell nézzem, mi van a forgattyúsházban. Nem volt sok kedven szétszedni, hogy megnézzem, van-e benne olajfeldobáló.
Ha segít, hogy a hobbi metrós kompresszoroknál az olajszint ott van, hogy a hajtókaron a kanál, ami nekem csak egy hajlított acélhuzal, beleér. A hajtókar vége semmiképpen. Persze nem tudom, hogy neked van-e a hajtókaron olajozó lemez, ami feldobálja az olajat, vagy ahogyan előttem írták úgy volt.
Szerintem a "betöltő" csavaron kapta az olajnyomást egy csövön keresztül , és a "leengedő" csavaron folyt vissza a motorba . A hasonló rába kompresszor ,és a zill is egészen biztosan így működik . A szellőző problémáját sem találomra írtam . Volt erről egészen bőven szó régebben a fóromon is . Nekem is levágta a csapágy hátsó deknijét a kompresszor , talán már 40 éve . Az egyhengeres kompresszorban léttam már saját olajozásút is . Eggyel kevesebb helyen kellett olajszintet nézni a fent említett megoldásnál . No de legyen igazad .
Ez nagyon alap kompresszor. Biztos, hogy nincs rajta saját olajkör. A karter tele van olajjal, van betöltő, és leeresztő csavar. Amennyire tudom, alapból szíjas hajtású volt. Rá volt gépészkedve a hűtőventillator szíjára, ha jól emlékszem. Kb,, mint a képen.
A gond, hogy elég rendesen letömítettem mind a betöltő, mind a leeresztő csavart. A leeresztő nyilván korábban is le volt tömítve, de a betöltő nem. Lefújtam vele vagy 3 négyzetmétert, és a kompresszor a csapágyon keresztül kinyomta a nagyja olajat, mert ugye nem volt hova kiszellőzzön a karter. LEsz is beletekerve egy levegős hangtompító a betöltő csavarba, de előtte jó lenne tudnom, mennyi olaj volt benne, és visszatölteni. Nem akartam saccolva feltölteni. Hátha elérhető némi infó, hogy mennyi olaj kellhet bele.
Üdv ! Ezek általában teherautó kompresszorok . Az olajozását a motor olajszivattyúja látja el , és visszafolyik a maradék a karterba . Habár ezen mindha léghűtéses hengerfej lenne ,olyat még nem láttam . De attól még megoldják az átalakítást szóróolajozásra , de a kartergáz elvezetése problémás szokott lenni .
igen, eddig rs232 hibát dobott, viszont most byte-ra pontosan leszámolja és vár, utána hiába nyomok bármit nem csinál semmit, csak is a stop gombra reagál ( F7 ) de akkor meg eldobja ....
Lehet valami gomb komibánció kellene hogy elmentse programhelyre?
mert ügye két módi van, 1. az hogy betöltöm az adott cuccot egy programhelyre 2. dnc csatorna és folyamatosan rts-cts lábakat ráncigálgatva tölti be és megy a masina, így elvileg több ezer sort is be tud kajálni...
Jelenleg egyik módit sem érjük el, csak azt lehet látni hogy elindítom betöltés -> start gombokkal, majd a pc-n fájl küldés és leszámolja a gép a beérkezett byte-kat..
És ahogy írtam is, a tőle kiszedett és mentett fájlt küldöm vissza.. tehát gondolom jól küldi ki, persze az nem biztos hogy a program jól menti, szóval ott is lehet gubanc... Egyébként milyen dnc progi javasolt hozzá?
Eltelt egy kis idő mire megint az NCT90T vezérlő közelébe jutottam, de dnc-vel megy bele az adat, viszont lementeni elindítani bármi mást csinálni vele nem tudunk...
kiválasztom hogy sorosport2 ről kapja az adatot, majd indítom hogy start, bemegy a pc-ről az amit előtte tőle lekértünk, és utána passz hogy mit kell csinálni, elmenteni elindítani nem tudjuk a bevitt programot
NCt oldalán fent lévő programozás és beüzemelési könyveket többszörösen végig olvasva sem jöttünk rá. írja hogy magnóról vagy soros portról bemehet az adat, meg hogy lehet folyamatos bekocogás szabályozva a bevitelt és úgy dogozva a masina, de hogy is kell pontosan azt nem lehet tudni Esetleg van valami speciális karakter ami a végét jelzi és elmenti?
NCT vajon mennyire készséges egy ilyen géppel való kérdésekben, valaki szokott tőlük kérdezősködni?
Előre is kösz!
R.
KoLa | 7598
2022-03-09 21:49:03
[1644]
Én nem kedvelem az ilyen visszanézős gépelrendezést! Az EUcnc-nél tokmány irányú látószögben van minden, ahogy gondoltam, hogy így jó lesz. De az újabban használatos Gildemeister CT40 + Linuxcnc variációmnál be kell ismernem hogy inkább visszanézek jobbra, mert ez még így is jobb!
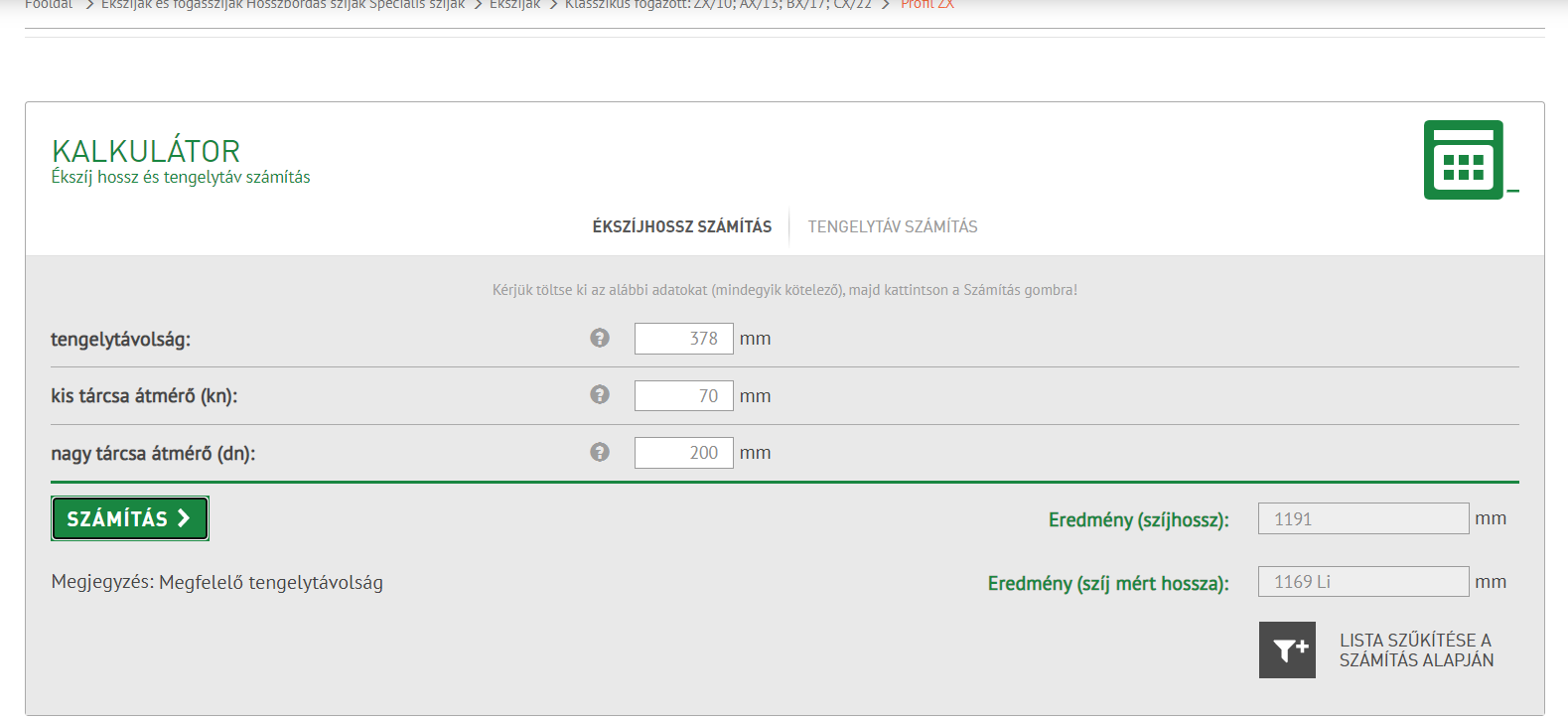
Én is csak tippelek, hogy ékszíj és próbaként egy 10mm-es darabbal számoltam ki, de a Powerbelt honlapján te is megteheted a kalkulátoruk segítségével.
Valaki ki tudna segíteni egy szíjhossz számítással? Az a hossz kellene amit a boltban kell kérnem mert tudom hogy nem a tárcsákon belül mért vagy a tárcsák legnagyobb átmérőjén mért kerület kell.
D1: 70mm D2: 200mm
Tengelytáv: 378mm
Mennyit változik a szíjhossz ha a tárcsaátmérők az alábbiak?
D1: 110mm D2: 150mm
Köszönöm!
KoLa | 7598
2022-03-07 21:09:41
[1636]
Miért van hátul a vezérlő? Vissza kell nézni a monitorra? Vagy csak egyelőre van így?
Egyébként azok a fa áthidalók elég erősek, ebben a terhelésben 2 db is megbírja a gép súlyát, de 12 db van csak a gép alatt...akár itt is maradhatna, egy pár évig volna hely a forgácsnak is...
Én ahogy Mikit ismerem nem fogja 10m/min járatni ezt a gépet gyorsjáratban. A gépen nincs is kialakítva eredetileg a szánolajozás.Edzett prizmái vannak. Elég a külső karbantartó olajozása a szánnak, de lehetnek alternatívák mások számára.






 Szépen megoldottad!
Szépen megoldottad!