Biztos úgyjártál mint én amikor tanultam kézzel programmot írni. A ráállásnak a szerszám sugárnál nagyobbnak kell lenni küll önben nem tud ráállni a kezdésre .
Sziasztok! Létezik olyan posztprocesszor UCCNC-hez ami kompatibilis a Fusion 360-al? A beépített posztja nemtudja kezelni a vezérlőn belüli szerszámátmérő hívást. Találtam nehezen 1db-ot az interneten amivel a kontúrmegmunkálás jó de a ráállásokat elrontja. Jó lenne ha meglehetne oldalni ne kelljen minden egyes korrekció miatt újra generálni az egész programot. Köszönöm ha tudtok segíteni. Üdv.
dezsoe | 2934
2024-03-05 23:33:34
[9374]
Ha ugyanazzal a szerszámmal marod, akkor a g-kód lehet a ludas, ha nem, akkor lehet a szerszám is pontatlan. A g-kódok és a szerszám(ok) pontos mérete nélkül nem lehet értelmes és megalapozott választ adni. (A szerszám(ok) mérete alatt nem azt értem, ami rá van írva, hanem a rendes mérőeszközzel mért valós méretet.)
Hello! Egy tanácsra lenne szükségem. UC300ETH használok a legújabb UCCNC próbaverziójával. Egy 100x100 mm-es belső kontúrt marok akkor pontos lesz, és külső marás esetén mindig 2 tizeddel több. Használtam Fusion 360, Inventor és Aspirt is. Mindnél ugyanaz a probléma. Ha tudtok segiteni mi lehet a gond, nagyon megköszönném.
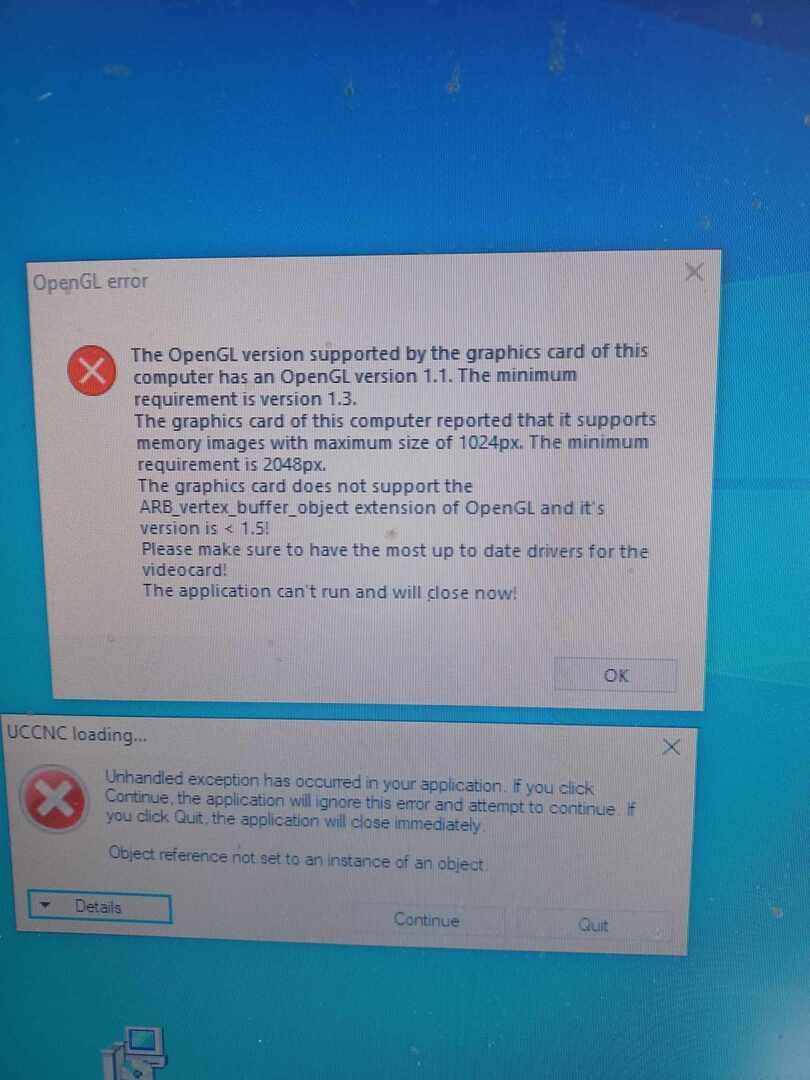
Az alábbi linken található és letölthető plazma módosításokat szeretném használni, elvben minden működik de feldob egy hibaüzenet és a screen felület sem tökéletes. Van valakinek ötlete, hogy mi lehet a gond?
Szia, Lényeges, hogy milyen szoftvert, és vezérlőt használsz, a szerint kell kiválasztani a postprocest. Egyszerűen rákeresel a kívánt típus szerint: "aspire laser postprocess", vagy pl. "uccnc laser postprocess"
Ez nagyon jó ötlet, köszönöm! esetleg ha neked megvan el tudnád küldeni, vagy a mach3 laser is jó hozzá gondolom... nem tudom az benne van e régi 8.5 van meg belőle... Előre is kösz!
Következőt lenne jó elkövetni, fusion vagy éppen aspire, mindegy, generálja a g kódot, itt is van probléma mert nem kell kiemelni, mivel a berendezés olyan ha nem kap levegőt akkor fentebb megy vagy 5-10mm el a hegy, és kapcsolgatni kell az alakzatoknál a mágnesszelepet, mert ha folyamatosan megy akkor szétveri magát.
Nullára állni ha kell kézzel megteszem, csak onnan menjen tovább a folyamat. Szóval 1 relét kell várakozás kapcsolni, és várakozás nélkül már is húzni a vonalat, mint egy karctűvel, csak nem kell utána elemelni, hanem tovább állni a következő alakzat elejéhez.
Ebben a beállításban kérném a segítséget. Előre is köszönöm!! R.
dezsoe | 2934
2024-02-25 18:40:45
[9364]
Szia! Kéne látni a g-kódot, amivel ezt csinálja. Továbbra is 1.2116-ot használsz?
Szervusztok! Most megint előjött egy olyan hiba, hogy ha ismétlő munkát végzek akkor a tengelyek felgyerélődnek, megbolondulnak. Z-be szépen megy le helikopterbe.. de a következő munkadarabnál már eglz a kelikopterezés már nem xy mozgással halad lefele hanem yZ.. tehát egy íves jobbra-ballra fel-le mozgást művel. Amint újra hívom a programot, jó lesz megint.
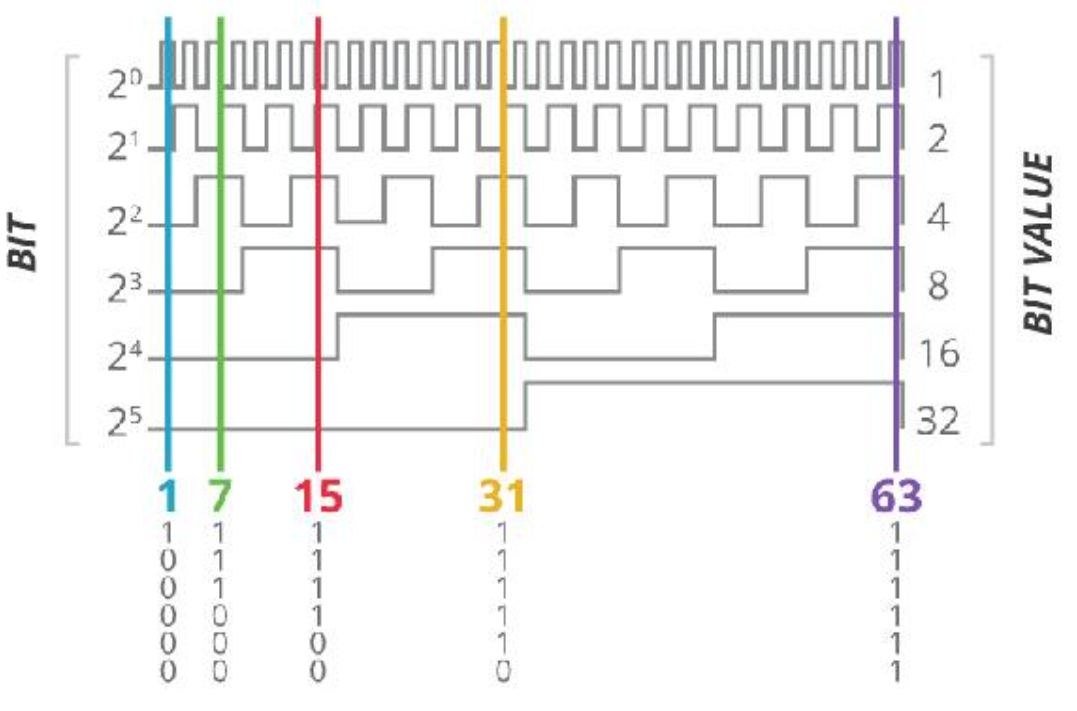
Nálam csak 5 bit van, a felső induktív a Strobe jelet adja. (látható, hogy ott kisebbek a furatátmérők, így biztosithato, hogy ne legyen téves olvasás)
köszönöm a segítséget! meglett oldva minden! Mindent letöltöttem, dokumentáltam, ha kell majd én is tudok sígíteni, hátha megmentek mást egy agyvérzéstől.
Szedlay Pál | 1904
2024-02-07 18:21:39
[9353]
Ezekkel sem működik? Ez lenne a hivatalos letöltő oldal. https://www.polgardidesign.hu/index.php?option=com_content&view=article&id=3&Itemid=5&lang=en
megint egy problémába ütköztem intéztem egy új PC a cnchez win10 fut rajt és az UC300usb vezérlőt nem tudom illeszteni mert rosz a driverje kutatom a netet és ahol találok valami letöltő linket, az már nem él. tud nekem küldeni valaki egy működőt? vamosiak@gmail.com -ra?
dezsoe | 2934
2024-02-01 11:41:03
[9350]
Megy rajta, csak igen randa, mivel össze van préselve. Ugyanez fordítva is igaz: a régi 4:3-as is megy szélesen, csak ki van nyújtva.
Csináltam egy új verziót a probing plugin-ból, ami meg tud hívni egy makrót, amikor elmegy mérni. Innen letöltheted. Az M99998 makróba tedd be az alábbi két sort:
Aztán az alábbi kódot mentsd el M11031.txt néven a makrók közé:
// ================================================================================================ // Probe screen Aux Macro // ================================================================================================
int Eint = Convert.ToInt32(Evar);
switch (Eint) { case 1: // MobileProbeTool: before GotoMobileProbePosition case 5: // Reference * as workpiece: before GotoMobileProbePosition Turn(true); break;
case 3: // MobileProbeTool: before return to original position case 7: // Reference * as workpiece: before return to original position Turn(false); break; }
Munkadarab felület bemérés, Z felmegy, kimenet (szonda kar) bekapcsol, x-y pozícióra megy, külső szonda bemérés, Z biztonsági magasságra állás, kimenet kikapcsolása, x-y null pontra vissza, . Ezt szeretném elérni . Csak ezt a kimenetet szeretném beiktatni
Köszi! Tehát a mérőponton méréshez kell egy kimenetet bekapcsolni, a mérés után pedig ki, ha jól értelmezem. Van már erre kapcsolgatós makród? Ha igen, akkor másold be ide. (Nyomj PRG gombot az üzenetablak felett jobbra és a két megjelenő sor közé másold.)
Attól függ, hogy mivel mérsz. Probe gomb alul vagy a bemérő képernyő (Start probing / reference probe as workpiece gomb). Az első az M31-et hívja, a második a probing plugin-ban dolgozik. Emlékeim szerint az utóbbi, de ott is meg lehet oldani. Kérek egy UCCNC és egy probe plugin verziószámot. (Help / About és General settins / Config plugins alatt találod meg.)
Szervusztok! Megakadtam, picit. az anyag bemérése után kimegy a képem külsőszondához mérés miatt de nekem egy munkahengerem van amit akarok vezérelni, hogy kijöjjön. Rosszúl tudom, hogy az M31-es makróba kéne bele írnom?
if(!exec.GetLED(56)||!exec.GetLED(57)||!exec.GetLED(58)) // If machine was not homed then it is unsafe to move in machine coordinates, stop here... { MessageBox.Show("The machine was not yet homed, home the machine before probing!"); exec.Stop(); return; }
while(exec.IsMoving()){}
double Xoriginalpos = exec.GetXmachpos(); // Get the current machine coordinates double Yoriginalpos = exec.GetYmachpos(); // Get the current machine coordinates
if(domoveXY) // Make XY movement only if enabled { exec.Code("G00 G53 Z" + SafeZ); // Move Z up first while(exec.IsMoving()){}
exec.Code("G00 G53 X" + probeX +" Y" + probeY); // Move to the probe sensor position in XY while(exec.IsMoving()){} }
if(dodualcycle) { exec.Code("G31 Z" + Zmin + "F" + FeedrateFast); // Do the Z probing with Fast feedrate first while(exec.IsMoving()){}
while(exec.IsMoving()){} exec.Code("G31 Z" + Zmin + "F" + FeedrateSlow); // Do the Z probing again with Slow Feedrate to get a more accurate reading while(exec.IsMoving()){}
if(!exec.Ismacrostopped()) // If tool change was not interrupted with a stop only then validate new tool number { exec.Code("G44 H1"); // Load tool offset one, note the tool lenght is defined in the tools menu while(exec.IsMoving()){} exec.Wait(200);
Kiváncsivá tettél, mi lesz az a műszaki ok. Mert én még úgy tanultam, és ehhez tartom is magamat, hogy Reset után illik minden vezérelt be/kimenetet alaphelyzetbe hozni, rendezni, és onnan folytatni.
Huhhh! Akkor szerintem sajnos az a vezérlő hibás e tekintetben, ami Reset vagy újraindítás után alapból is nem rendezi normális állapotba hozással az összes kimenetet.