Alig van különbség a propán és a bután között hát még ha a propán vs. propán-bután gázkeveréket néznénk . De igazából nagyon nem is érdekel ilyen dokumentált laboratóriumi okfejtés , inkább igazat adok "nekie".A pb-hez aránylag olcsón és könnyen hozzá lehet jutni . A lángterjedési sebessége harmada az acetilénének így lehet bátran, keményen nyomni vele az ipart .. hagy recsegjen a fej!
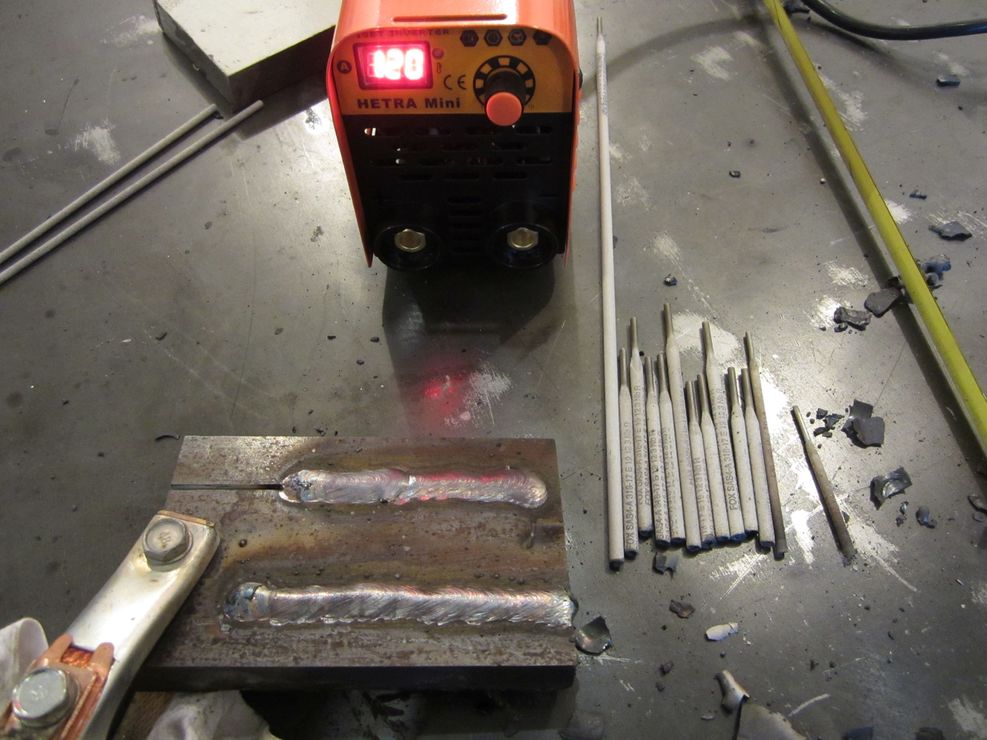
Egy kis információ, hátha más is töri a fejét hasonló tartalék gép vásárlásán. Ma megérkezett a legkisebb hetra mini gép. Csak gyors teszt volt. Nem is vagyok gyakorlott hegesztő, így fogadjátok a képeket. Nem a gyári munkakábelekkel történt a művelet: 10db ~300mm 3.2 FOX SAS2 pálca leolvasztása megállás nélkül, 120A maximális áramerősséggel. Engem ennyi pénzért meggyőzött.
Csikarc | 5045
2019-03-27 22:33:12
[1168]
Csak egy oldalt olvasva is elgondolkodtató amit ír , saját magának mond ellent !
Már 78 körül próbáltak hasonló a kocsit a régi cégemnél . Nem igazán használták . De nem is nagyon volt olyan munkájuk amit ne vitt volna a daraboló olló . Én is képes vagyok még a vasfűrészt is használni , van ahol az az egyszerűbb . A kérdés nem is igazán kérdés volt inkább kíváncsiság . Van már nekem is gépi fejem ...
Ne bosszantson! Gyakorlatilag nem jelentkezik jelentős külömbség, mert rengeteg "apróság" befolyásolhatja még ezen kívül! Pl: két külön beszállításból származó köteg lemez eléggé másképpen olvad ugyanazzal a beállítással! Az egyiknél szinte csak revét kell letolni az aljáról, a másiknál viszont intenzíven kell a salakolót használni!
Nem hiszek abban, hogy bármit "túlhalad a technika". Én a mai napig szívesen előveszem a kézi pisztoly ha egyszerűbbnek látom mint a szekátort vagy a cnc-t. A minap kimentem táblát vágni mert kézzel egyszerűbb volt berajzolni-kettévágni mint bármelyik másik megoldás.
Mindig fölbosszant a dobálódzás a számértékekkel.Az 1% tisztaság csökkenése, gyakorlatilag 50%-os gazdasági hátrányt okoz? Ha látom akkor sem hiszem el.
Szerintem daraboláshoz jó, főleg olyankor, hogyha pl CNC géped nincs a környéken, de mégis egyenes vágásra van szükség. Csak rápattintod a táblára és elvágja. Sőtt, ha jól sejtem az oldalán lévő gőrgőkhoz egy vezetőprofilt kapcsolva nem csak egyenesre van lehetőség.
Ilyesmivel érdemes még foglalkozni ,vagy már túlhaladta a cnc technika ?
Csikarc | 5045
2019-03-26 01:03:48
[1159]
Cégnél, iparban azt hoznak ki amilyent éppen akarsz tehát a lángvágóra 2.5-öst és ha van mellette még lézer gép oda meg 3.5-ös oxigént .A gázkereskedők örülnek ha drágábbat veszel .
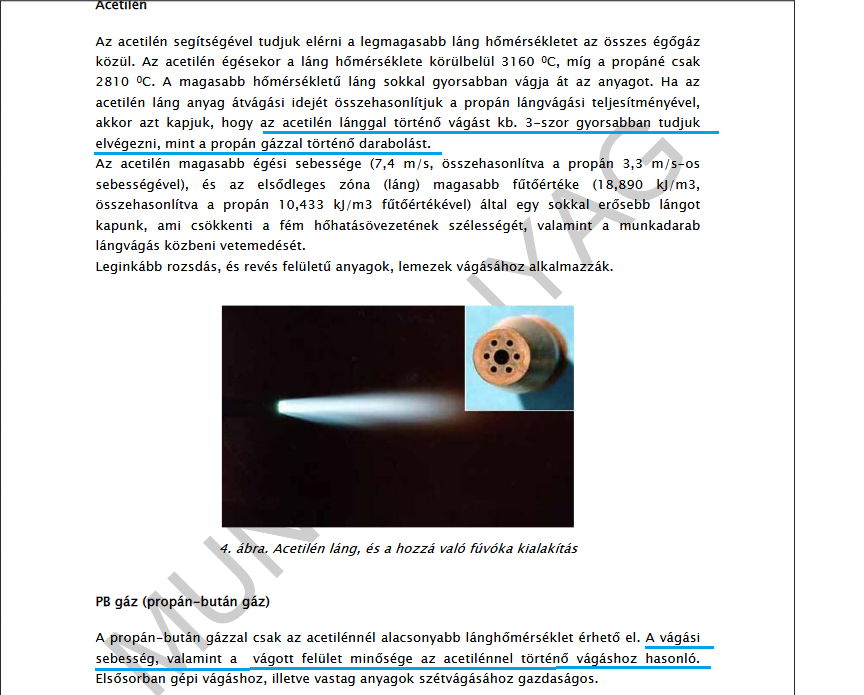
"A vágás sebessége, és a vágott felület minősége elsődlegesen a vágóoxigén tisztaságától függ. Az oxigén tisztaságának legalább 99,5%-osnak kell lennie. Ha az oxigén tisztasága 1%-al csökken, akkor a vágási sebesség átlagosan 25%-al csökken, az oxigén fogyasztás pedig 25%-al megnő. "
Már tegnap is gondolkodtam ezen most leírom . Úgy emlékszem katonai alkalmazásról volt szó . Kiváltható a vágógáz benzinnel . Ugye benzin nélkül már nem igen van háború , a benzin amúgy is rendelkezésre áll . Egyel kevesebb viszonylag veszélyes anyaggal kell foglalkoznia az utánpótlásnak . Aztán lehet sületlenség az egész amit írtam Aztán az is lehet hogy nem durrog , csak leszakad a túl sok gáztól a láng , ez rémlik de lehet ez sem igaz . De mindenképpen jó hogy megemlítetted mint érdekességet .
Az ESAB katalógus szerint 4.450.092-4.450.095-ig kellene nekem .De majd felhívom azt a céget amelyet ajánlottál és rákérdezek milyen helyettesítőt ajánlanának .
Én máshogy látom ill. tapasztaltam .A láng csak a hevítéshez kell ami elég rövid idő - pár másodperc általában . Az oxigénnel vágsz akkor már igazából nincs is szükség nagyon a lángra csak annyira éppen a felületen olvadék keletkezzen és ne keljen annyiszor begyújtani a vágó eszközt . Amennyiben kioltanád a lángot is lehetne vágni az oxigén sugárral csak lassabban . Az égési sebesség állandó , a gázra jellemző egyedi dolog! Ezen ok miatt ég vissza a fej azaz mikor csökkented a (nem növeled !) az áramló kevert gázok mennyiségét ergo mivel a láng fúvóka mérete adott a gáz sebessége csökken . Amikor már megegyezik vagy kevesebb a kevert gáz sebessége az égés sebességénél akkor "visszaszív-visszacsap-visszaég-stb." a láng a fejbe . Ekkor kellene még az injektornak védelmet nyújtani de ha az injektornál is a gázsebessége alacsonyabb a égési sebességnél akkor bejut a láng a csőrendszerbe (tételezzük fel nincs visszacsapás gátló felszerelve ). De be is fejezem az okfejtésem mert már nagyon kutyulódik az egész történet mert most behoztad az acetilént . Eredetileg PB-ről és benzin összehasonlításról volt szó . A vágás nem fog javulni a benzintől - már most borítékolom !Azért pár darab vasat már elvágtam és tudom van több tényező ami befolyásolja a vágás minőségét . A lángnak nem kell oxidálni mert rosszabb lesz a vágás minősége !A vágás széle jobban megolvad-leolvad , a lemez jobban vetemedik az egyoldali hevítéstől, felső reve ...de már nem is folytatom mert fárad az ujjam . A lényeg Gábor nem nagy durranás szerintem a benzines lángvágó . Iparban nem is nagyon terjedt el .Jó nekünk a PB is a lángvágáshoz - fillérekből meg van és nem kell ide amerika. A lényeg az OXIGÉN !No az a komoly pénz !
A benzines vágás védelmében : van egy hipotézisem Nem tudom elsőre bizonyítani de leírom .. Azt írják hogy az acetilénhez viszonyítva nagyobb az oxidáló képessége a lángnak .. És akkor: az acetilénhez hozzákeverem az oxigént és oxidáló lángot állítok be . DE ha növelem az oxigén mennyiségét akkor nő az égési sebesség amit nem lehet egy határon túl fokozni mert rövidül a láng és egyszer csak visszaég a pisztoly , ( durrog mint a géppuska ) Erre vannak diagramok a szakirodalomban ... Vagyis elérek egy oxidáló lángot de lehetne az jobb is
No ha a benzingőz égési sebessége kisebb mint az acetiléné ( borítékolom hogy igaz az állításom , )akkor több oxigént "bír " el vagyis a láng oxidáló képessége nagyobb . Javul a vágás .
Ebből azt a következtetést vonom le hogy nem az égéshő számít , vannak ott más tényezők is ( az égéshő csak az időt befolyásolja ) Beviszek adott hőmennyiséget és melegítem a vasat . Lehet hosszabb lesz az előmelegítés de utána ......
Én nem néztem utána , főleg a mol-nyi mennyiségre megadva .A kg/Mj értéke szerintem magasabb . Még ma utána járok pontosan . No az amerikai reklámról meg ne is beszéljünk . Megnéztem egy pár videót a benzines vágóról, hát lehervadtam mikor rozsdás MÉH telepi vasakon demonstrálják a vágást . Ezt egy Messer , Esab, GCE,stb. cég (akik komolyan veszik a témát) bizony nem engedné meg magának . Ez a vágó természetesen működik (miért ne működne , hevít-oxigénnel vág) de megmarad egyedi megoldásnak . A kínaiak sem szégyenlősek és koppintanak-gyártanak is hasonló eszközt de nem tudnak ők sem dömping mennyiségben eladni belőle .
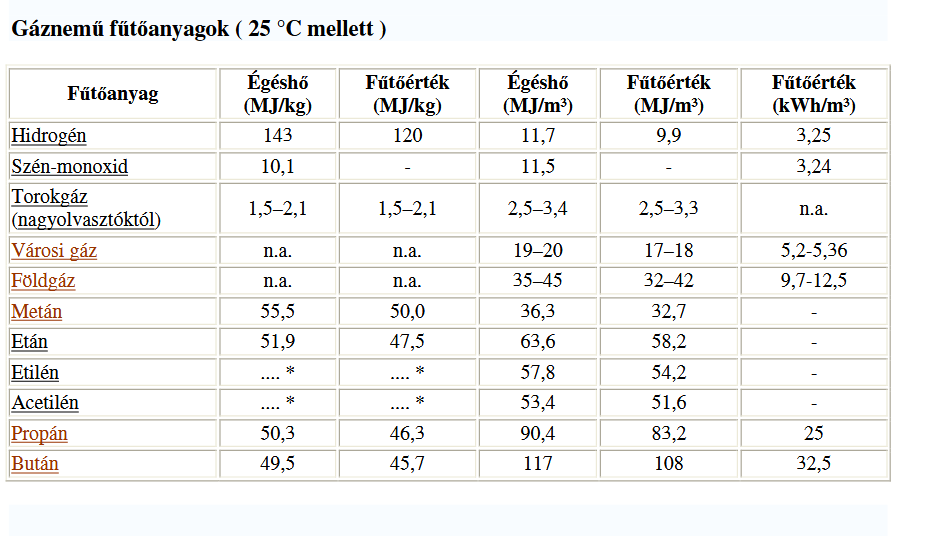
Nézegetem a wikit : ha mólnyi mennyiségre vetítjük az égéshőt akkor a nyilt szénláncú vegyületeknél a szénatomszám növelésével nő az égéshő metán < etán < propán < bután stb Minthogy a benzin szénatomszáma még nagyobb ebből az is következik hogy a mólnyi mennyiségre vonatkoztatva az övé a legnagyobb . Nem tudom hogy az amerikaiak a reklám érdekében ezt vették e figyelembe vagy van valami más trükk is
A wiki szerint igazad van De én határozottan állítom hogy valami ilyesmivel reklámozták anno . Majd megpróbálom elővenni a dossziét és ha megtalálom akkor bescannelem .
Hát nem tudom Gábor De én úgy emlékszem , hogy a PB égéshője és a fűtőértéke is magasabb a benzinnél nem beszélve az árkülönbségről (mondjuk az USA-ban alacsony a benzin ár ). Gondolom ezért nem terjedt el Európában ez a technológia .
svejk > Ha jól emlékszem gyémánt kötéllel/gyémántgyürüs kötéllel. Nemrég láttam a A Costa Concordia kiemelése címü filmet, érdemes megnézni, abban beszéltek a kiemelés lehetőségeiről, ott volt példának.
Mi a helyzet a kb 10éve megjelent hidrogénes hegesztő/vágóval? Nem nagyon hallani ilyesmiről. Hülyeség volt?
Senki nem említi de bedobom :: Bizton állítom hogy az amerikai tengerészgyalogosok oxigénvágásnál égő közegként BENZINT használnak Kb 20 évvel ezelőtt majdnem meg tudtam venni egy ilyen eszközt csak drágállottam ( nálam volt kipróbáláson ) 100 mm es lemezt secc perc alatt vágta. A működési elve : a hagyományos benzinlámpa (pumpál, előmelegít , gázosít,ég )
Csak az égéshője sokkal több mint a PB . Az acetilénhez közeli .. Az amerikai leírás szerint SOKKAL biztonságosabb ( hiszek nekik ) egy szó jár a fejemben : petrogén vagy valami hasonló ...
ANTAL GÁBOR | 4685
2019-03-24 18:58:15
[1128]
Szerintem az autós az azért nem jó mert kisnyomású . A gázok kiáramlási sebessége a kritikus nyomás felet : hangsebesség - A fúvókák tápnyomása szerintem a kritikus nyomás feletti ergó kell a hangsebességes kiáramlás Az autós felhasználásnál sokkal kisebb nyomások kellenek . ( van a pincémben egy ilyen eszköz de az kombinálva van egy membrános reduktorral vagyis kisnyomású
Nekem nem sikerült 15 másodperces hevítéssel egy 70 mm-es lemezt átfújni . Az meg természetes , hogy nem a széléről indításra gondoltam vagy megfúrtra . Amúgy igen, változó 30-as lemez is más . De a lényeg is kiolvasható és az intenzív gázfogyasztásra utaltam vele a maximum 3 perc volt .100 mm-es meg a vastagabb lemezt már furkáltuk mágnestalpassal ( volt egy lemezen 54 darab 18 mm-es furat ).De a lényeg - igyekeztem mindig minimális lánggal vágni azaz feleslegesen nem hevíteni a lemez egy oldalát . Így is elég sok feszültség maradt a hulladék lemezben mert darabolásnál bizony akkorát "pattant" , hogy majd kiütötte a kezemből a vágópuskát .
"Hevíteni dús lánggal én meg 3 percnél hosszabb ideig nem próbálkoztam" Ez már komoly eltérés az én értékeimhez képest!!! Lv30, télen, jegesen behozott táblán 15mp, második-harmadik darabnál már csak 12. A lyukasztáshoz (belső kivágások)!
A széleken 1-3mp, attól függően, hogy már vágott vagy még "gyári" a széle!
Sebesség: átlagosan 340-360mm. Ez is nagyban függ a lemez hőmérsékletétől.
 A pb-hez aránylag olcsón és könnyen hozzá lehet jutni . A lángterjedési sebessége harmada az acetilénének így lehet bátran, keményen nyomni vele az ipart .. hagy recsegjen a fej!
A pb-hez aránylag olcsón és könnyen hozzá lehet jutni . A lángterjedési sebessége harmada az acetilénének így lehet bátran, keményen nyomni vele az ipart .. hagy recsegjen a fej!
















 ), mert 4450-es sorozatszámú .
), mert 4450-es sorozatszámú . ) .
) .



 Az meg természetes , hogy nem a széléről indításra gondoltam vagy megfúrtra . Amúgy igen, változó 30-as lemez is más . De a lényeg is kiolvasható és az intenzív gázfogyasztásra utaltam vele a maximum 3 perc volt .100 mm-es meg a vastagabb lemezt már furkáltuk mágnestalpassal ( volt egy lemezen 54 darab 18 mm-es furat
Az meg természetes , hogy nem a széléről indításra gondoltam vagy megfúrtra . Amúgy igen, változó 30-as lemez is más . De a lényeg is kiolvasható és az intenzív gázfogyasztásra utaltam vele a maximum 3 perc volt .100 mm-es meg a vastagabb lemezt már furkáltuk mágnestalpassal ( volt egy lemezen 54 darab 18 mm-es furat  ).De a lényeg - igyekeztem mindig minimális lánggal vágni azaz feleslegesen nem hevíteni a lemez egy oldalát . Így is elég sok feszültség maradt a hulladék lemezben mert darabolásnál bizony akkorát "pattant" , hogy majd kiütötte a kezemből a vágópuskát .
).De a lényeg - igyekeztem mindig minimális lánggal vágni azaz feleslegesen nem hevíteni a lemez egy oldalát . Így is elég sok feszültség maradt a hulladék lemezben mert darabolásnál bizony akkorát "pattant" , hogy majd kiütötte a kezemből a vágópuskát .