Szerencsére van mód a tokmányok cserélgetésére, így az adott feladathoz lehet választani a legmegfelelőbbet.
Éljünk ezzel a lehetőséggel!
Ha csak egy tokmányunk van ott mindig lesz valami kompromisszum. A kúpos főorsóvégek estén jó a visszaállási pontosság, lehet bátran cserélni, a menetes végződéseknél előfordul hogy pontatlanabbak.
Szokták a 3pofásba befogni a 4 pofást, ha nagyon ritkán négyszög anyagot munkálnak meg. Persze ilyenkor kisebb forgácsolóerővel kell dolgozni, nehogy kirepüljön a 4pofás.
Az adott feladathoz a tokmány mérete sem mindegy, így nemcsak a pofaszám szerint kell választani ideális befogót.
Motoros | 5101
2021-01-27 12:09:04
[45880]
Nem érdemes ebbe a 3 pofa / 4 pofa hitvitába belemenni mert a végén még megvernek. Tanúja voltam egyszer két esztergályos ez irányú konzultációjának ami majdnem tettlegességig fajult. Nudistáknak nudistatelep, fatalistáknak fatelep. Egyébként én is a négypofásra szavazok.
Én meg csak azt nem értem mikor a 4 lábú szék egyik lába nem érintkezik a padlóval akkor rögtön "3 lábúvá" válik az pedig elvileg nem billeg. De komolyra véve a témát , a megtámasztások elhelyezkedése nagyon fontos és speciális esetben el tudnék képzelni 5 pofás tokmányt is.
1. Nem jó a hasonlatod, mert a 3/4 lábú szék minden lába egyetlen egy megközelítően sík jellegű felületen támaszkodik fel. Eszterga tokmány esetén pedig nem így van.
2. Aztán ugye nincsenek végtelen merevségű anyagok, azaz az esetleges felfekvési hézagok négypofás esetben is kisebb/nagyobb deformációk kapcsán megszűnnek az esetek 99%-ban.
3. Nagyon hitvány alak pontosságú anyagnál pedig érdemes forgatni a munkadarabot, és így megkeseresni azt a befogási szöghelyzetet, ahol minimális vagy nulla még ekkor is a szorítási hiba.
Összegezve bátran használjatok 4 pofás tokmányokat, sokkal több az előnye, mint a hátránya.
Az 'önközpontosító' négypofás tokmányok védelmében szólnék pár szót. Ha mondjuk egy szerszámkészítő, vagy hobbista, kreatívista műhelybe tévednénk akkor, azt látnánk hogy: Ebbe a tokmányba mindent be lehet fogni központosan!
Húzott köracél bingó! ez mindenhol jó!
Hengerelt rozsdás köracél, szintén bingó mert ez egy szimmetrikusan eltolódott gyártási technológiából adódó hibás anyag, ezt azért írom mert, sajnos már többször is belefutottam olyan 110es melegen hengerelt köracélba hogy ha körbemérem akkor van egy 108.5es alsó méret, ezt csak négypofás tokmányban lehet könnyedén úgy befogni hogy, tiszta legyen az előgyártmány.( hárompofással szenvedés )
Különféle hasábokban a spec menet vágása furatban.
A többi már titkosítva van
A hárompofás a legstabilabb,ez így van! de én szeretem a négypofást, mert sokáig tudom használni a gépen. A munkahelyi 250-es négypofás már vagy 25 éve nem volt levéve, be van tapadva rendesen, inkább a puhapofákat cserélgetem.
kertész laci | 773
2021-01-26 20:46:46
[45873]
Szerintem hobbira teljesen megfelel. Nekem csak 80-as van , elmegy . Mint tudjátok vettem egy cerka hegyezőt ajándéknak, de foghíjas volt , igy marad húsvéti ajándéknak. Megjöttek a fém kerekek , már bele is szerkesztettem.Egyedül a mozgófogaskerék tengelyét kellett kicsit csiszolni,mert szorult , nehéz volt váltani.ja, és a kenést megoldani. Erre elég a sanou.
Vetesi75 | 1724
2021-01-26 12:10:23
[45872]
Ez is spirálos, egyszerre állítja az összes pofát, nem külön-külön, azért nevezik önközpontosítónak. Használatával kapcsolatban nincs tapasztalatom, én másik márkát részesítek előnyben. Szerintem erősen hobby kategória, a kidolgozottság látszik is a képen.
Ez is spirálos. Viszont ha jól gondolom most kezded a szakmát, így hárompofás tokmányt javasolnék, azután független négypofást, végül ha sorozatban kell négyzetanyagból dolgoznod akkor ezt.
Szevasztok!Véleményt szeretnék kérni valakitől aki már használt Sanou HB-6789 acél önkökzpontosító esztergatokmányt 4pofás 125mm. Saját készítésü gépre szeretném felrakni.Szívessen venném ha bárki megosztaná velem a tapasztalatát. Köszönömszépen
mex | 1221
2021-01-26 10:41:24
[45865]
Amire ajánlja az eladő, arra nem jó, még akkor sem, ha csak minimális fogással dolgozna a benne lévő szerszám. Nagyon hosszú a kinyúlása ezzel a toldalékkal a főorsónak, ami ER11 patronbefogással amúgy sem a merevség mintapéldája. Viszont el tudnám képzelni egy négyszög, illetve hatszög testbe illesztve, ragasztva, esetleg a lapolásnál csavarral rögzítve, mint célszerszámot. Négy illetve hatszög marást könnyen lehetne vele megvalósítani hengeres testeken, (már ami belefér az ER16 patronsorozatba).Amit persze külön kellene beszerezni hozzá...
'' téma, 134189. hozzászólás Láttam ezt az eladó ,patron nagyobbító toldót . Nem az eladót fikáznám ,csak kérdezem . Görbült már el valakinek hasonló megoldás ?
Gyula65 | 303
2021-01-25 15:51:57
[45863]
Sajnos csak fizetőst találtam: https://sasgep.hu/hu/termek/1575/gepkonyvek-eszterga
Érdeklődnék SK 360-as eszterga gépkönyve megvan -e valakinek? Most vásároltam egyet, nagyon megköszönném ha tudnátok küldeni.PDF-be vagy linket ahonnan letölthetem . Előre is köszönöm : Cser Zoltán
D.Laci | 5546
2021-01-22 15:14:01
[45861]
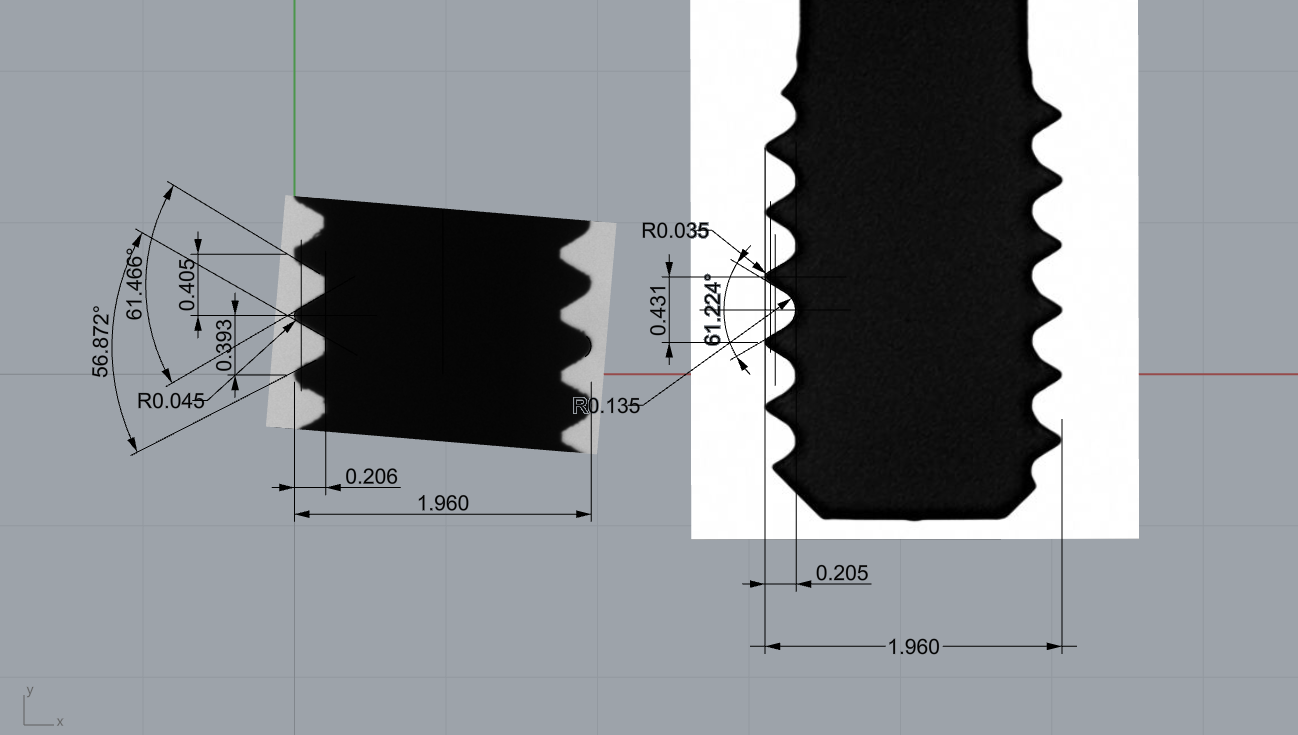
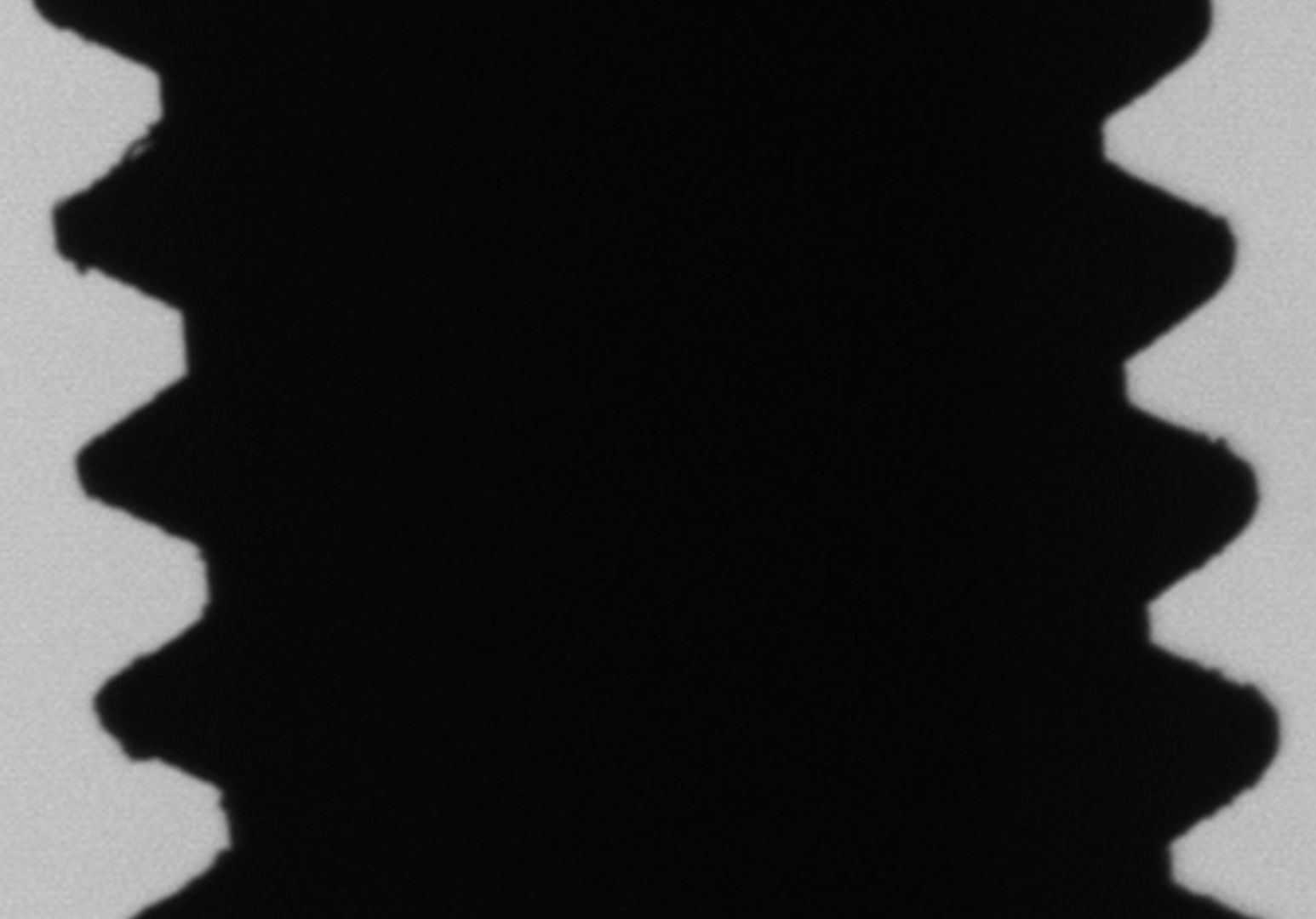
Jól mondod! Ez csak megközelítő mérésnek jó. Sajnos eddig ahány képvolt annyi féle profilt láthatunk.
Azért megjegyezném, hogy az eredetit és a másolatot azért össze lehetne így hasonlítani.
Nem középpontjában, hanem középvonalában. Mittomén én, mondjuk egy egy tized mm-es szeletre gondolok. Az már gyakorlatilag hiteles képet mutatna a menetprofilról.
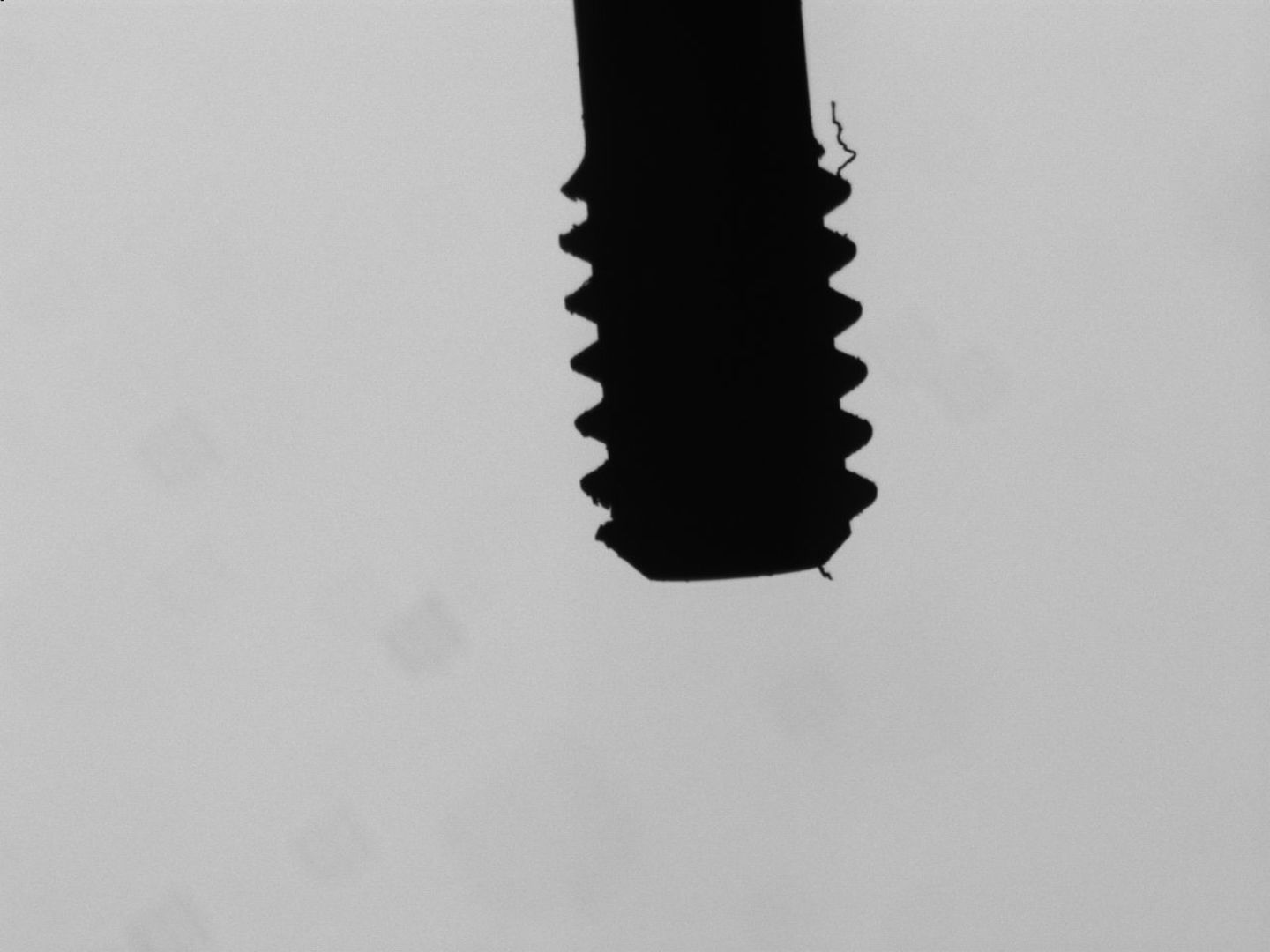
Ezek a kép alapján mérések nem érnek semmit, ha nem csak egy szelete van a csavarnak, a középpontjában. Ha az egész csavar van fényképezve, akkor az emelkedés miatt hamis az egész profilkép, így méregetni sem érdemes.
implantátum gyártásra közvetlenül van rálátásom, ezeket a finom meneteket úgy marják illetve esztergálják svájci típusú hosszesztergákon Grade5 titánból, nem tudom pontosan a minőséget hirtelen, de ez a legmagasabb, orvosi minőségű. Utána még történik vele 5-8 féle eljárás mire szájba kerül, többek közt sorjázás speciális koptató gépekben speciális anyagokkal, hőkezelés, felületkezelés, stb. Én is azt hittem, hogy biztosan nem esztergálják illetve marják, hát de, csak k. gyors és pontos gépeken, egyedi szerszámokkal, amivel nem tudsz versenyezni, ha nem olyanod van. A mérése ezeknek projektoros mérőgépen történik prototípus állapotban, sorozatgyártásnál hitelesített kaliberrel.
svejk | 33157
2021-01-22 09:07:47
[45850]
Tehát tűrésmezők és a felületi érdesség szoros kapcsolatban állnak egymással.
Némi ellentmondást látok ezeken a projektor képeken, ugyanis szemmel láthatóan ezek a profilok messze vannak a +- 0.01 mm-es tűrésmező szélességtől, szinte ahány, annyi féle/fajta alakzat. Mik azok a szöszök, kitüremkedések a menet felületén? Vagy ez egy selejtes csavar, és elrettentő példának tetted fel?
Egyébként felajánlom a segítségemet egy olyan Robsy menetprofil digitalizáló célmérés kapcsán, amivel egy etelont bemérve össze lehet hasonlítani egy legyártott vagy másik példány geometriai eltéréseit. A gyártással kapcsolatban is (CNC eszterga, szerszám kialakítás, technológia) lennének ötleteim, de fogalmam sincs, milyen rendszered van jelenleg ehhez a feladathoz, és azzal eddig mit értél el.
Bocsássatok meg én is csak most kapizsgálom a dolgokat. Ezért úgy érzem hibázom, de szügségem van rátok, a szakmai segítségetekre, mert nélkületek nem sikerülhet. Sajnos rá kell jöjjek szarból nem lehet várat építeni. Ezt az objektívet kértem a szülinapomra és egészen más mint amit eddig tesztelhettem. Ez még sehol sincs a végleges pontossághoz, de sokkal jobb, egészen más. Számítok ezek után is a segítőkész hozzászólátosokra.
Szedlay Pál | 1904
2021-01-21 23:27:23
[45845]
Köszönöm válaszod! Nem rágódtam, elmélkedtem. Sokan az 1000Ft-os csirkemellhúst is soknak gondolják és nem értik miért kerül egy vagyonba a foguk. Pedig egy kicsi csavar amit alig látni 3500Ft a boltban. Ez még nincs szájba. Amíg addig eljut lesz 10e Foritnt.
Késő van , nem is érdemes erről beszélni. Már megint arről megy a diskurzus, mit, mennyiért és miért.
Láttál már egy kenőanyagot, egy kést , egy megmunkálási stratégiát????
Semmivel nem lettem okosabb mint 3 nappal ezelőtt. Illetve ez nem igaz, ez is egy tanulság, ami itt a hozzászólás.
Ez tetszik!!!! Nem azzal foglalkozunk mire való a csavar, hanem azzal, hogyan tudjuk megvalósítani. Ez egy nagyon pozitív látásmód. Hol kellene elindulni??? Gondolom kellene a századra pontos méret, anyagminőség. Az anyagminőség az nem kétséges, az TiAl6V4 minőség kiindulási félgyártmány minőség, átmérő változhat, 3mm-6mm.
Bárki lehet fogorvos és fogtechnikus is. Ez pont egy olyan szakma, mint a többi. Itt is vannak olyanok mit a SVEJK, csupa nagybetűvel és sorolhjatnám még az enbereket akik segítettek, "Sneci" Viszont szerintem nagyon elkanyrodtunk a menettől.
Ööööö, nekem megéri? Lesz ott is fogam ahol most nincs. Neki megéri? Remélem kijön abból a 8,5 szorzós haszonkulcsból! Persze egy óra alatt legyártani 50db-ot sem lenne rossz dolog. Én biztos mángorolnám, a menetvágásnál a kés nyom, a munkadarab ki akar hajolni, a felületi érdesség ha kell korrigálható. Egy jó minőségű keményfém mángorló szerszám, akár kézzel hajtott eszközben, gyors és pontos eredményt adhat.


 De komolyra véve a témát , a megtámasztások elhelyezkedése nagyon fontos és speciális esetben el tudnék képzelni 5 pofás tokmányt is.
De komolyra véve a témát , a megtámasztások elhelyezkedése nagyon fontos és speciális esetben el tudnék képzelni 5 pofás tokmányt is.







 "
" mindkét félnek jól kell járnia mert másképp nem működik.
mindkét félnek jól kell járnia mert másképp nem működik.