Ja, meg több argon kell neki, az elektródának más színjelölésűt ajánlanak, a hegye előformázást igényel DC-vel, hogy kis gömb legyen rajta. És ha véletlenül egyszer is hozzáér az anyaghoz vagy a pálcához, ott óriási kormos paca marad, amire már nem lehet hegeszteni, drótkefézni kell mindkét felet folytatás előtt. Az alut hegesztés előtt drótkefézni és zsírtalanítani ajánlott, sokkal szebb lesz a varrat.
Ha még nem hegesztettél aluminiumot, akkor nem a beállítás lesz a legnagyobb bajod... A neten van egy csomó videó erről. Szerintem a legfontosabb a tisztítás/hő, én 30%-ot használok, a pre gáz 1s,a post gáz 5 sec, a kezdeti áram 20A, freki 120Hz. Van valami penetráció is, ezt őszintén szólva nem tudom, micsoda. TIG állásban, 2T-vel, AC négyszöggel.
A fő áram meg attól függ, milyen vastag anyaggal és milyen gyorsan akarsz haladni. Az alu nagyon nyeli a hőt, a végén sokkal gyorsabban kell húzni (gondolom, nem pedálos a masinád). Én sokat szívtam (szívok) vele, a legnagyobb hibám, hogy nem várom meg az olvadékképződést. Az alu szerintem 'aljas' anyag, óriási hőtágulása van (a vashoz képest), erre mindenképpen figyelni kell.
Nagyon szuper gép, anno amikor megvettem azért erre esett a választás mert AC-s is. No hát most kellene alumíniumot is varrni vele, de hogy is kellene ezt beállítani, van valakinek táblázata lemez vastagsághoz?
Elég sok paraméter állítható... és nem igazán vagyok vele tisztában mit hogy...
Előre is köszi!
R.
vadember | 1909
2023-09-09 08:30:39
[3426]
Ecseteléshez nem kell hígítani csak fújáshoz. Amit adnak hozzá hígításhoz az valójában edző anyag. Keményebb lesz tőle a festék. Ha belekeverjük a festékbe akkor másnapra megköt az egész dobozzal. Csak a felhasznált mennyiséget szabad vele hígítani. Ezért mi szintetikus hígítóval hígítjuk. Az ecset pedig végtelenségig elvan vízben, nem köt meg a festék. Földelő szalagok festésekor egyszerre csak kis mennyiséget használunk. Így sincs vele semmi probléma. Bitang gyorsan szárad, ezért ha szép felületet kell elérni akkor mindenképpen fújni kell.
Az ADHEZOR-hoz csak annyit, hogy feltétlen a saját beépülő higítóját kell hozzá használni ami reakcióba lép a festékkel. A "mezei" nitrohigító is oldja, (ecsetmosásra jó) de az ADHEZOR-L festékhez nem.
Kb negyven évvel ezelőtt megjelent a festékboltokban az ORKÁN Esőcsatorna Festék. Azt hirdették róla, hogy közvetlenül festhető az új horganyyzott felületre is. Hittem is meg nem is. Most, több évtized elmúltával kijelenthetem, hogy IGAZ! A mai napig sértetlenül rajta van a csatornáimon.
Ma már sokféle néven és változatban forgalmazzák. Van olyan is, aminek a felhasználása előtt "sósavas előkezelést javasolnak a horganyzott felületen" Hááát
A Google-ban "esőcsatorna festék" a keresőszó.
Előzmény: Szalai György, 2023-09-09 06:22:12 [3421]
vadember | 1909
2023-09-09 07:39:47
[3423]
Adhezor-t használunk 20 éve. Téves dolog ami a kötudatban van, hogy néhány hónapos pihentetés után kell a horganyzott felületet festeni. A frissen horganyzott anyagot ki sem adják a gyárból csak 24 óra után, mert annyira érzékeny a nedvességre, hogy szabad levegőn a páralecsapódás hatására is azonnal megindul rajta a fehérrozsda. Valójában 48 óra pihentetés elteltével minnél hamarabb le kell festeni mert a megindult fehérrozsdásodás csak egy porszerű laza réteg a felületen. Amikor a kerítéselemeket viszem porfestetni, csak akkor vállalt rá az üzem 15 év garanciát, ha rögtön a horganyzás után hozzájuk kerül az anyag. Ha már látnak rajta fehérrozsdát csak egy óvatos homokszórás után hajlandóak lefesteni. Nem a mának dolgoznak, hanem előnyben részesítik az elégedett vásárlót.
Előzmény: Szalai György, 2023-09-09 06:22:12 [3421]
bundyland | 1710
2023-09-09 06:57:48
[3422]
Alvikorr ?
Előzmény: Szalai György, 2023-09-09 06:22:12 [3421]
Szalai György | 9544
2023-09-09 06:22:12
[3421]
Mivel lehet festeni a horganyt, ami rajta is marad?
Nem nekem lesz, minimalista dolog, egy nagyon rossz állapotban levő fakaput vált le majd, a ház később (max 1 év) eladásra kerül. A fő bajom, hogy szerintem az oszlop sem egyenes én meg olyan zsanért vettem, ami nem állítható.
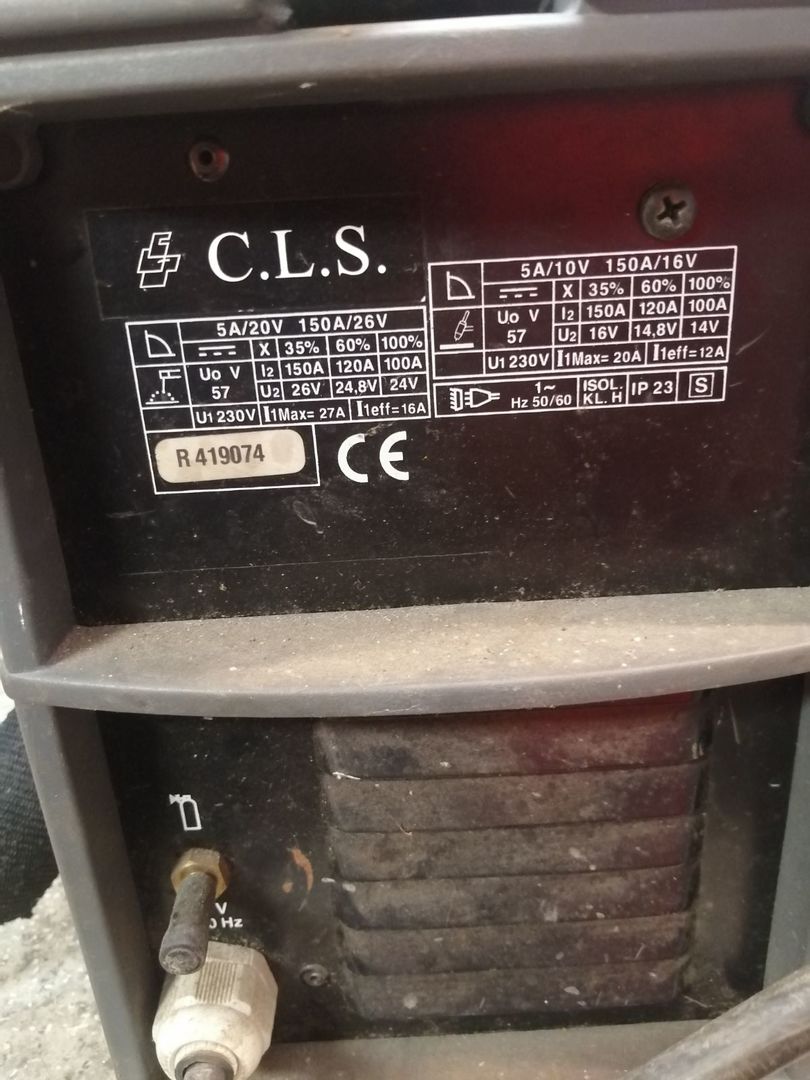
A csatolt képeken látható hegesztő előlapján található forgató gombok rosszul lettek elhelyezve összerakás után. A neten nem találtam róla infót, ezért ebben kérném a segítségeteket.
Én így festek, ha zártszelvény. Azt az olajos, fekete hengerműves cuccot le kell törölgetni. Az RO55 vagy a korant rozsdaátalakítóval meg kell kenni. Száradni kell hagyni, az RO55 fehér poros átalakítását le kell törölni. Ezután alapozni kell valami jóféle vörös alapozóval. (a torkunkba másféle jusson Egy nap száradás után átfesthető fémre való zománccal.
Ez egy darabig örök lesz. A több az egyben csodafestékek, közvetlen a rozsdára nem érik ezt el.
Köszönöm a válaszokat, akkor csiszolás lesz, zsírtalanítás, majd 3 in 1 festés.
rczmetalworks | 672
2023-09-08 09:50:17
[3412]
Hát, el tudja távolítani a revét, csak sokat kell csiszolgatni, vagy drótozni inkább. Palástcsiszolómon használok egy négertárcsa jellegű hengert, azzal elég hatékony a dolog. Ha igazán számít a festés minősége, akkor szabás után lehomokoltatnám valahol, utána a hegesztést követően csak zsírtalanítani kell. Erre acetont használok, vagy IPA-t. Van a Würthnél ilyen rozsdaátalakító szer, literesben árulják, kenhető, egész jól működik, bár ráfesteni nem lehet. Mondjuk, ha boltból hozod a zártszelvényt, akkor jó esetben nem rozsdás. Több helyen elérhető Surplalux 3in1 festéket vettem legutóbb, az nem volt rossz.
A ro55-tel volt egy kellemetlen találkozásom, viszonylag intim közelségbe kerültünk, azóta a bal szememre nem nagyon látok
A fekete koszos réteg az reve, nem foszfát. Az igazán tartós eredményhez ezt is el kellene távolítani, majd több rétegrendben festeni. Mivel az eltávolítása házi körülmények között szinte lehetetlen, így zsírtalanítás, foszfátos (ro55) rozsdamaróval történő kezelés után több rétegrendben festve jó eredményt lehet elérni. Úgy a'la natúr is rámázolhatsz, legfeljebb egy év múlva már egy kalap kaka lesz az egész.
Nekem van egy iWeld arc 150 mini (régi verziója, még sárga a burkolat). Bevont elektródával használtam, ha jól emlékszem a bekapcsolási ideje 100% 90A mellett, vagyis egész nap megszakítás nélkül nyüstölheted ezzel az áramerősséggel.
Azt javaslom, nézd meg a használati utasításukban a vonatkozó bekapcsolási időket. (%-os használat 10 perc intervallumon) bevont elektródával a 23% os Bi% azt hiszem az irányadó, tehát 10 perc időablakban nagyságrendileg 23%-ot hegesztesz. Ezt nagyságrendileg szokta tudni teljes kakaón minden gép.
Ha előre össze van csípve a szerkezet, tapasztalatom szerint megtudod közelíteni az 50-60% közötti időt, mert ugye átállsz másik pozícióra, forgatsz, elektródát cserélsz stb.
egy terepi nagyobb hangvételű munkám lesz 3, max. kevés 4mm zártszelvény szerkezet hegesztés. Bevont elektródával tervezem hegeszteni. Van egy kis inverteres gépem még régről, de nem jó az ívgyújtása és kicsit komolytalan is talán. A trafós MIG-et nem cipelném el, mert az brutál súlyú palackkal együtt. Néztem pár gépet. Az lenne a fontos hogy bírja az egész napos melót. Nyilván nem egész nap fogok hegeszteni konstans, de azért ne kelljen állandóan a felmelegedett gépre várni. Mivel nem sűrűn van ilyen munkám, ezért több százezres gépet nem vennék hozzá. Amennyiben a lenti lista nagyon le lesz húzva, akkor még szóba jöhet az ESAB 150A-es kategória 130ezer körül, de a szükséges minimumnál nem mennék feljebb, mert alapvetően nem használom majd sokat. Akinek van tapasztalata bármelyik géppel, gyártóval és megírja azt megköszönöm. Én a panelectrode (hosszú kábel és bőrönd), vagy jasic felé hajlok. Ajánlásokat is szívesen veszek. Fontos a bekapcsolási idő, minél nagyobb árammal. És megbízható legyen. Nagyon noname gép nem jöhet szóba. Köszi mindenkinek!
Sziasztok! Elvitték a gázlámpámat és nem hozták vissza. Alumíniumot kellene melegíteni, kb. 4-500 fokra (zsugorkötés oldása). A TIG hegesztővel ha DC állásban végigpörkölöm, milyen lesz a hatásfoka, nyeli a hőt rendesen? Előre is köszi a választ.
xsugix | 206
2023-08-11 13:56:32
[3403]
Én ilyet vettem: Spot welder - Aliexpress Ehhez kell egy 230v/9V trafó, illetve egy mikrohullámú sütő trafója, a primer tekerccsel.
A 9V-os trafó (AC) adja a tápot a vezérlőnek, illetve azon keresztül figyeli a periódusokat is. Ugyanis be lehet állítani, hány periódus legyen az első, illetve a második hegesztés (egymás után, az első egy oxideltávólító, előhevítés lehet talán...). Be lehet állítani a periódusok közötti szünetet is, meg még pár dolgot. A fenti változathoz nekem 16mm2-es MKH vezeték lett a trafóra tekerve, 4 menet (800W-os trafó). A hegesztést egy láb/könyök/taps/akármilyen (záró kontakt) kapcsolóval indíthatod.
A videón nem tisztán látszik, de az egyik kezével mindíg odaszorít egy nagyobb felületű érintkezőt az alsó oldalra.
Én magamnak LiIon akksik nikkel szalagos összekötéséhez építettem (valódi nikkel! és nem az ócsóbbik acélszalag..).
0.2mm x 8mm nikkel szalagot 2-3mm távolságon belül el tudom vele párologtatni, ha úgy állítom be.
A hegy nálam 10mm2-es mcu csupaszolt 2-3cm-es darab, egy masszív, vastag befogóban rögzítve. A videón látható patronszerű befogó cimborámnál nem vált be, 4-5 hegesztés után irgalmatlanul átmelegszik.
Ezt most kerestem , az első része valami hasonló lehet ,akkuval . Sajnos többet nem igen tudok hozzátenni . Létezik kondi bankos is ,bika tirisztorral süt rá kondikat , valami roncsot vettem olyat is de csak van ..........
Túl egyenletes ahhoz hogy mechanikus vezérlése legyen . Vagy időkapcsoló ,vagy kondit tölt időre és azt süti rá . Szemeztem régebben a spotterekkel , kasznizáshoz , de szerintem feladom már ezt a témát .
Igen! ezt látom én is! ott van az asztalon az akku. Mikor hegeszt? van egy lábkapcsoló? Ponthegesztésben aránylag járatos vagyok, ott össze kell szorítani a két lemezt vörösréz érintkezőkkel, itt erről szó sincs! Lehet hogy csak ki kell próbálni, és majd tudom:)
Ez kb. egy dögösebb akku cella ponthegesztőnek felel meg, bár elég gagyi vékony madzagokkal vezeti a többszáz Ampert. 0,2-0,3-as lemeznél meg nem több sztem, amivel dolgozik, azt meg átégeti.
Volt egy-két régebbi Fronius MMA gépünk, ami tudta a "koppintós" AWI eljárást. Ahhoz is olyan pisztoly kell(ett volna), ahol nem a gépen keresztül érkezik a gáz. Sose próbáltuk.
Van egy fajta lidlis ami nem egyenáramú a szekunderen . Az fos . Lehet porbelessel működne , de azt viszont nem hinném hogy ki fogom próbálni . Ha sima co huzalról beszélsz , az tud oxidálódni , úgy hogy még nem is látod , akkor is ez a jelenség . Nálam a 15 kilós guriga nem "romlik" meg a gépen Pedig iweld huzalt talán még messziről sem látott Kaptam egy szinte új ilyen lidlis gépet , csak belenéztem ,de nincsen egyenirányítása . Azóta "fekszik" . Védték már itt ezt a fajta lidliset , hogy az ipar is használ váltóáramot ,nem tudom , nálam is van ipari is gagyi gép is , de mindegyik másik CO egyenirányított , amit én láttam .
Sima porbeles. Az enyém annyiban tud többet, hogy lehet vele hagyományos bevont elektródával is hegeszteni, porbelessel, védőgázzal meg úgy, hogy a pisztoly külön csövön kapja a gázt, nem az inverteren keresztül. Ez opcionális, de lehet hozzá ilyen pisztolyt is kapni.
Amiket említesz ezek Dual shield gépek (tehát porbeles huzal + védőgáz) vagy simán csak a porbeles huzal és a gép egyáltalán nem rendelkezik gázcsatlakozással?
Korábban szó volt róla, hogy a LIDL-s porbeles inverteres hegesztő egy vicc, köpköd, fröcsköl és nem lehet rendes varratot készíteni vele. Lehet, hogy így van, de kicsit árnyalom a dolgot. Korábban vettem egy iweld gorilla 153 invertert amivel teljesen elégedett vagyok. Alig fröcsköl és még az én tuskó kezemmel is elfogadható varratot lehet csinálni vele. Minap kifogyott a "gyári" iweld elektróda. Előkaptam az ajándékba kapott akciós LIDL huzalt, beleraktam és attól kezdve csak szentségeltem. Az addig tökéletesen működő masina köpködött, megszakadt az ív, és még az ív színe is más volt, a korábbi sárga helyett inkább vörös. Állítottam az áramon, a huzalsebességen de semmi sem segített. Azóta vettem bele eredeti iweld huzalt avval megint jól lehet hegeszteni. Szóval aki "tévedésből" LIDL inveertert vett, egy próbát megér, hogy jó minőségű huzalt tesz bele. Lehet, hogy nem is annyira rossz az a cucc.
Személyes ismerem őket (Vector Steel), többször voltam náluk, segítettünk egymásnak alkatrésszel, tanáccsal. Van saját gépük is, azzal készítik az összeállító/hegesztő asztalaikat. Egy látogatást megér. O.
Kecskemét közelébe tudsz ilyen céget esetleg? Már ha javítasz... hátha van valaki akinek van és legalább megnézni a munkafolyamatot meglehetne, meg a végeredményt.
Az jó ha nem kell hozzá sok cucc, gázból mit eszik? Argon, nitrogén?
Lézerrel tisztában vagyok, nem veszem félvállról a veszélyességi faktort! De köszi, hogy figyelmeztetsz rá!
hát a finomtól a durva megmunkálásig lenne a cél, mert 1-6 lemezig kellene összeilleszteni, ahogy nézem nagyban gyorsítaná a munkát. és a lentebbi táblázat alapján és egy talált
videó nézése, na meg a lentebb rémrendes által linkelt cégen lévő képeket is nézve, nem lehetetlen elvárásokat állítok ...
Csak jó lenne próbálni, mert van még pár tényező amit tudni kellene, és azt csak a próba mondja meg....
Fogyó-kopóanyag nem igazán kell hozzá, egy párdolláros védőüveget kell cserélni 50-100 óránként a pisztolyban, ami műhelykörülmények közöt, porban nem annyira vicces. Nagy ritkán fúvókát is kell.Csak óvatosan, megfelelő védőfelszerelés használatával, elszeparált helyen használandó. Füstelszívó indokolt, olyan ami kifejezetten lézerhez való. Barátnak, ismerősnek nem ajánlok soha ilyen gépet, tényleg észnél kell lenni a használat során, egy rossz mozdulat és egy életre megvakul az ember. Többet javítottam már, gondos gazda kezében tartós, lakatosnak nem adnám kezébe. Igazából finom lemezmunkára való. O.






 Egy nap száradás után átfesthető fémre való zománccal.
Egy nap száradás után átfesthető fémre való zománccal.

