Azért mert a platnira felkent kék festéknek is van egy vastagsága. Ha áthúzod rajta a munkadarabot akkor a kidudorodások eltolják a festéket bele a dudorok melletti árkokba. Minél vékonyabb a platnin a festék, annál kevésbé kenődik, cserébe kevesebb és kisebb jelölésed lesz.
Vastag festékkel festhetsz majdnem telibe is, vékonnyal meg éppenhogy pár halvány pöttyöt is (ezek a legmagasabb pontjaid a felületen). Meg kell találni az arany középutat.
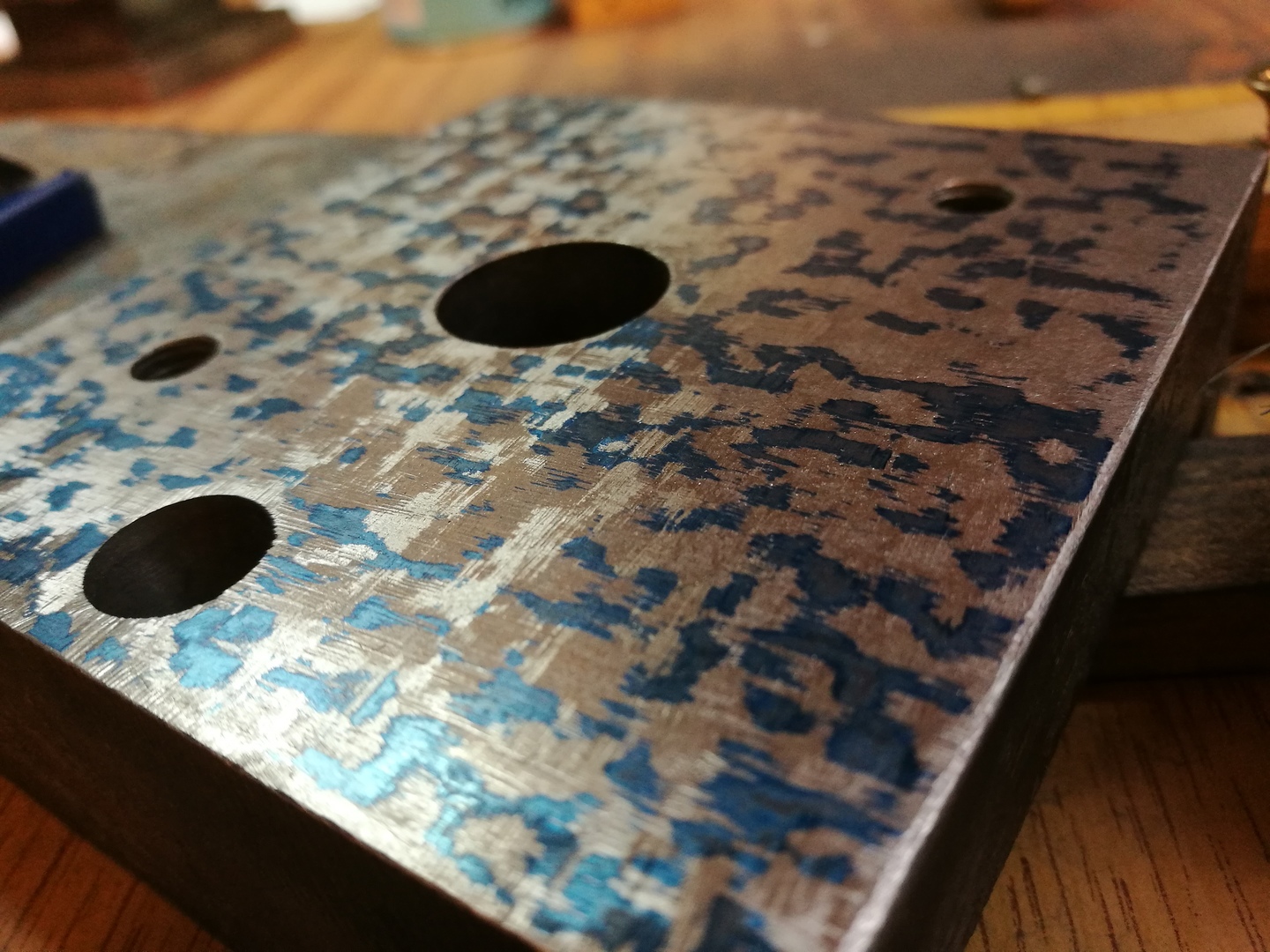
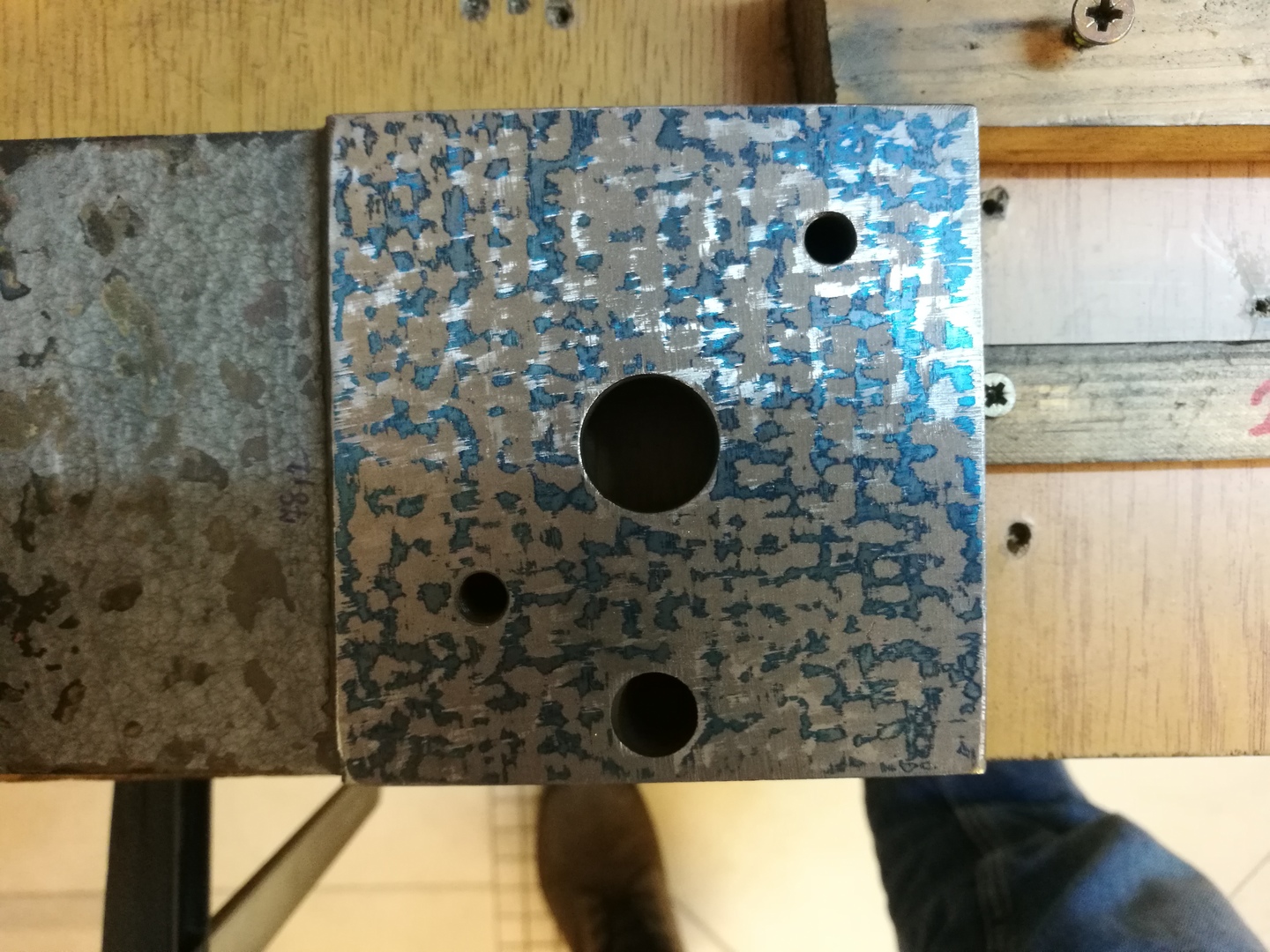
Ha megnézel egy korábbi képemet ott látni hogy van olyan folt amit körülvesz egy kis körvonal az az elkent festék. Egy alig foltos képemen pedig a vékony festékkel való festésre van példa. Ha egy megfestett felületet rányomsz a platnira és elkezded dörzsölni vele, akkor a platnid leszedi a festéket a tényleges magas pontjaidról (Majdnem fémszínű lesz ilyenkor), körülötte azonban marad némi kék színű körvonal. Ez nem annyira jól látható, a megvilágításodtól függően különböző nézőpontokból látni megfelelően. Na ezen segít a sárga kontraszt szín, ugyanis a platnira nagyon vékonyan felvitt sárga rétegen megdörzsölve a kék festett felületet kapod azt amit most láttál. A tényleges magas pontok jól kivehetően sárgás-zöldes árnyalatúak, körülöttük kék körvonallal. Ami maradt kék színű folt az gyakorlatilag kenődés.
Az mitől van, hogyha a sárgával rámentél az mást mutat mint a kék? Elvileg ha jól tennéd a felületre nem ugyanott kellene elszíneződnie színtől függetlenül?
A éle gyémánttárcsán lett véglegesítve, utána nem fentem. Kézzel megfelelő szögben tartva szép egyenletes szélességben szed. Igaz ott is jelentkezik a csíkozódás (mintha bele-bele kapna), de nem ilyen mértékben.
Jelenleg itt tartok, kérdés hogy szedjem még telibe vagy lehet próbálni egyesével a foltokat?
A rádiusz egy hangya'sznyival kisebb mint 90. Próbáltam úgy tartani a "gépet" hogy lehetőleg a tolás párhuzamos legyen a felülettel, persze nem mindig sikerült.
Azt szetetném megkérdezni, hogy a rendes gyári gépi hántolóval is ilyen csíkos lesz a felület? Vagy annak a súlya nem engedi "elpattogni" a kést?
A kis nyenyerémmel csináltam, valahogy azzal jobban érzem a történéseket. Löket 5mm.
szabad paraszt | 212
2020-01-20 19:05:15
[59]
Sziasztok,
nagyon hiánypótló ez a topik, köszi nektek, hogy elindítottátok. Én még csak most ismerkedem hobbi szinten ezzel az egesz fémipari dologgal, de már betáraztam egy-két rendberakandó gépet: esztergát, asztali fúrógépet, öntötvas platnit (gránit még nincs), stb. Jó pár hónappal ezelött magam is kerestem egy mestert, hátha lehetne nála tanulni, akár térítés ellenében is, de nem találtam. Pontosan kaptam egy pár órát egy kedves embertől, aki valamikor a rendszerváltás elött még hántolással foglalkozott, de többre nem volt hajlandó. Nekem úgy tünik, hogy még manapság sem idejét múlt a hántolás tudománya, de hogy kispénz/hobbi esetén nincs is nagyon alternatívája. De ugye a gépfelújítás az nem "csak" hántolásból áll, no meg vannak új eljárások is, amit jó lenne testközelből látni.
Hobbista módon lassan haladok a kevés idő miatt, de végül is remélhetőleg van még pár évtizedem hátra ...
Remélem nem sikkad el ez a topik. At kellene menteni a tudást valahogy, mivel gyártás az nem nagyon van már itthon, így a szakértelem is lassan, de biztosan eltünik, ami nem jó, mert itt azért nem arról van szó, hogy az agyagedényfoltozói tudás már nem igazán számít.
Sok mindenben benne lennék, közös összejárásban is, hogy tanuljunk egymástól, vagy közösen kisérletezzünk ... csak mondom
Ha elérek oda, hogy tényleg neki is állok valaminek, akkor azt itt dokumentálni fogom, hagy legyen kontent
PSoft | 18696
2020-01-17 20:20:25
[58]
Nagyon tetszik a videód. Kíváncsian várom a soron következőt.
Nekem is csak a második henger vált be. Ugyan nem foszlott, de ez a hajlított drót megoldás túl gagyi és csak görbül minden felé... Majd csinálok a hétvégén egy videót a festékek összehasonlításáról. Ugyan diamantom nincs, de ott a Stuarts, ami szerintem ugyan az, meg a két vizes bázisú.
Nem is gondoltam, hogy ilyen stresszes ez a youtuberkedés. Ezt még gyakorolni kell...
KoLa | 7598
2020-01-17 18:25:33
[55]
"(bár nem tudom a szöget mihez ellenőrizte)" Itt ugye: nem kell pontos szögnek lennie, csak hegyesebb szögű két sík felületnek. 55fokos általában, ahhoz jó a 45fokos, mert minden síkot külön tusírozunk, általában. Teljesen jó amit csinál, én is így szoktam. Flex,csiszológép,turbócsiszoló, tusírozás. Vagy: síkköszörülés,tusírozás.
Miutána sikerült kiszedni a késszán késtartó csavarját gondoltam behántolom a tetejét, de előtte ránéztem az aljára az új festékkel. Hát mondom valami nem klappol, alig látom a festést.
Csináltam összehasonlítást a két festékkel. Azért tanulságos...
A felülettől tekintsünk el, az talán látszikhogy a diamant egy picit vastagabban lett kenve, a házi festék oldalára billent a szán. A diamant oldala sokkal jobban le is tapadt. Pedig valami krokodil kerülhetett a bal oldal alá. Ilyen típusú hengert ne vegyetek: a tengely tövénél csiszolódik le a műanyag és hullik a festékbe. A szilikon gumi része jó lenne, de az meg csúszik le a műanyag belső hengerről...
Egy ferdeágyas CNC esztergát újítok fel és az lenne a kérdésem, hogy a Z tengely lineáris vezetékeit takaró fém lemezhez honnét lehetne beszerezni forgácslehúzó/emulzió szigetelő lapot (budapesti, vagy győri forrás lenne a legideálisabb). Esetleg házilag mivel célszerű helyettesíteni, ami alatt nem folyik át az emulzió? Köszi. Üdv, Andris
kart emg | 322
2020-01-15 20:18:36
[49]
Szia!
Nagyon klassz! Fizikus lévén értékelem, ha hétköznapi dolgok mögé kerül egy kis mélyebb leírás, magyarázat. Érdekes a cikk kiadója is, mivel ez a kiadó nemrég felkért egy különkiadás szerkesztésére.
Nem hegesztettem. Az egyikbe menet van, azt kilágyítottam azon a részen, a másikba meg beleforrasztottam a lapkát. Ez a szegecselés viszont jó ötlet, mert megfúrni nem nehéz.
Ez még érdekes lehet,nemrég találtam ezt a cikket. Ebben egy 30 éve naponta hántoló mesternek mérték meg,hogy mekkora erővel nyomja rá a hántolót. Ebből talán könnyebb,ha már számszerűsítve van mint ha csak nézi az ember a videókat,mert abban azt nem lehet megállapítani mekkora erővel nyomja rá.
Kíváncsiságból én is kipróbáltam egy mérleggel,és a 100 N-nál már nagyon durván rá kell nyomni az anyagra,és én csak nagyon ritkán nyomom ennyire.
Én inkább szegecselnék a végére egy lapkafészek fogadó részt, nem hegeszteném. Fúrni lehet a rugóacélt, 15mm átfedéssel 2 db szegecs szerintem örök életet biztosít a lapkafészeknek.
Itt meg arról hogyan kell flexelni tökéletes 45 fokos lécet (bár nem tudom a szöget mihez ellenőrizte) :
Remekül tusírozik de a módszerei hát . . Ahelyett a felcsavarozott lap helyett is befoghatott volna 4 pofás tokmányba egy köszörült hasábot .
grekon | 106
2020-01-15 09:35:37
[43]
Egy kis történelem :
Akiket én láttam hántolni hasonló hántolót használtak csak hosszabb fanyéllel , játszva megcsináltak 2-3 m hosszú szánokat egy 750-es léccel és egy 500-as 45 fokos léccel úgy hogy 5-6 tized volt a keresztszánba s 1,5 mm a hosszba (de akkor elővették a flexet . Egy videjo arról hogy kell jóra faragni a keresztszánt :
Itt meg arról hogyan kell flexelni tökéletes 45 fokos lécet ; bár nem tudom a szöget mihez ellenőrizte :
Remekül tusírozik de a módszerei hát . . Ahelyett a felcsavarozott lap helyett is befoghatott volna 4 pofás tokmányba egy köszörült lapot .
Virbo | 1138
2020-01-15 09:13:25
[42]
Na akkor valószínűleg az lehet nálam, hogy mivel nem elég mélyek a hántolási nyomok, a vékony festék is szépen terül. Emiatt hisszük azt hogy vastagon van festve....?
Köszönöm a tippet. A mai videók képek a gyári festékkel készültek, nagyon drasztikus mintázatbeli változást nem érzékelek, inkább csak a felhordott sestékvastagság miatt.
Ezzel a házi olajos készítményekkel azért csak óvatosan! Van nekem is ilyen nagyon finom,de főleg a finom kúszóolajok szívathatnak meg amikből elég akár egy-két csepp a pignentbe ,és máris megfesti az egész munkadarabot. Szerintem a munkadarabodon is pontosan ez történik,hogy nem festi a munkadarabot rendesen. Próbáld a gyárival és nézd meg ugyanakkora lesz a festés mérete.
A festést úgy csinálom ahogy mondtad. A kézi törlés itt már azért nem látható mert már túl vagyok rajta. Jelen esetben a henger tiszta. A szösz és forgács jellegzetes érzést (hangot) ad, valamint a felületen is látni ugye, jelen esetben nem lenne gond mert max újrafestek.
A videón látni hogy ahogy elhúzza a kezével a felületet "csíkos" marad, vagyis látni a kezének a nyomát. Na ez ilynkor nálam tuti telibefest. Valószínűleg kezdésbek jó lehet, de egy majdnem kész felület tuti letapad (lásd videó). Amit most raktam fel ott látni ezt. Itt félkemény szivacshengerrel eloszlatom a festéket (nincsenek csíkok a hengerlés mentén), majd átmegyek papírtörlővel (látni is ahogy "keni a festéket") rajta, próbálom egyenletesen vékonyítani az anyagot. Az első festés nem jó, látni ahogy letapad a késtartó, valamint utána látszik is a grániton hogy volt rajta bőven... A második festés már jobb egy fokkal, de még mindig tapadós. A harmadik lenne az igazi tapasztalatom szerint (mondjuk még a saját festékemmel).
De ezek szerint magamat szivatom jópár napja és a felület nem olyan rossz. Azt a hibát leszámítva hogy az árkok nem elég mélyek (bár etalon felületnél nem is olyan probléma ez talán... ?).
Nem tudom minek a rúgókötete lehetett, kb. mint a Trabant első felfüggesztése. Szerintem olyan 4-5 mm-nél ne legyen vastagabb, mert én is legalább 2mm lecsiszoltam belőle. A forrasztás viszont elég szívás, nekem csak úgy maradt meg,hogy előbb vágtam egy zsebet a rúgóba és abban forrasztottam. Egyszer kipróbáltam én is a gépi fűrészlapot,nem volt valami tartós.
Teszik ez a topik , biztosan nagyon hasznos és érdekes lesz . Most találtam ezt a linket . Nem igazán gépfelújítás csak ellenőrző eszköz készítés ,gyalun . És maga az anyag befogás technikája miatt is érdemes szerintem megnézni .
mdani2 | 273
2020-01-14 17:06:52
[34]
Köszi a videókat. így más sokkal érthetőbb. Igyekszem majd hétvégén csinálni egy videót és megmutatom, hogy mit használok és hogyan festem meg az alkatrészt.
Amúgy nagyon szupernek tűnik az a festék is, amit te készítettél. Kb olyan világos, mint a Canode kék. Viszont túl sok cucc van a grániton és kézzel kell letörölni, hogy megnézd van e rajta valami kosz. Csak kézzel fogod érezni. A munkadarabot ne nyomd oda, csak a saját súlya alatt kell, hogy megfestődjön. Lehet, hogy alapból nem is volt vastag a festék, amit rátettél korábban, csak azért kenődött, mert odanyomtad a darabot. Csak egyenes vonalú mozgást végezz megfestéskor, semmiképpen ne forgasd a darabot. Itt a festék tényleg megszáradt, vagy már nagyon vékony. Ennyire vékony festéket már csak akkor kell használni, ha 40+ PPI felületet készítesz. A sárga festékből meg valóban nem sok maradt. Én vízalapút használok kontraszt anyagnak. Az szétkenem, kicsit megtörlöm papírral és kb meg is szárad. Utána kézzel letörlöm előbb a gránitot és utána a munkadarabot, hogy a munkadarabon se legyen semmi kosz. A legkisebb porszem is elrontja a felfestést. Amúgy hallani is, ha van valami a két felület között, de az már sajnos általában késő...
így kell csinálni! Ez a módszer a festésre. Itt még viszonylag vastag festéket használ, mert még nagyol.
A második videón tehát: 1 - Nincs semmi fölösleges a grániton, csak az, amit abban a pillanatban használ. 2 - Festés előtt kézzel alaposan letörli a gránitot. A kezed a legérzékenyebb tapintó, a legkisebb szöszmöszt, port érzed. Addig töröld, amíg teljesen tiszta nem lesz. 3 - A gránit közepére kitett egy adag festéket és azon megnedvesítette a hengert, utána azt a területet, ahol a lécet ellenőrizni fogja. Végül gumihengerrel egyenletesen elkente. 4 - a festéket áttörölte óvatosan kézzel, hogy érezze nem került e a felületre valami kosz. Ezt minden alkalommal meg kell tenni, mielőtt ráteszed a mérendő darabot. Ha bármi koszt érzel, amit nem tudsz leszedni, akkor lemosod a gránitot és újra fested. 5 - Óvatosan ráteszi a lécet és 2-3 cm lökettel megfesti. Nézd meg, nem nyomja. Nagyon fontos, hogy a munkadarab a saját súlya alatt fesse meg magát. Tilos odanyomni. ( Csak akkor szoktam odanyomni a darabot, ha a tiszta felületen festés után láthatóvá szeretném tenni a nagyon magas pontokat. Mint korábban írtam, azoknak beszürkül a teteje.) 6 - Ez az úgynevezett "hinge the part", amikor megnézi, hogy konvex vagy konkáv a léc. A videón látványosan a két végén ül fel. Én szélesebb daraboknál néha gumikalapácsot is szoktam használni, hogy megnézzem nem ül e három ponton. Hallod a hangján, amikor megütöd a négy sarkát, ha valamelyik a levegőben van és billeg.
Az utolsó vidón a papírt is alig szinezte meg. Ez szerintem így nem jó. Gránitlapot még soha nem használtam. Nem lehetséges, hogy kezdetben a gránít beszívja a festék oldószerét, és emiatt lesz olyan száraz a festésef. Vaslapot vékonyan megkenve és utána törlőkendővel letörölve kék lesz a törlőkendő.
Kipróbáltam a diamant festéket. Állagra jóval sűrűbb az általam kevertnél, színre is sokkal sötétebb (szétkenve már nem!). Oszlatni érdekes módon jóval könnyebb, egy pöttyöt egész nagy területre szét lehet hengerezni viszonylag egyenletesen, a házi kevertnél több helyre kell kisebb pötty, hogy megfelelően szét lehessen kenni. Szétkenve a színe kb egálba van a hazainál, ha szilvián nézem akkor is.
Érdekes módon a festett felület nekem világosabbnak hat, ezt se látom igazán. Próbáltam sárga pigmentport is, jól letörölgettem a felületet miután felkentem, szerintem a jelölésbe nem szólt bele. Így viszont szerintem nem ér semmit...
A festék vastagsággal még továbbra is bajban vagyok, valahogy én vékonynak érzem ezt, de legalábbis nem vastagnak. Lámpa fénynél gyakorlatilag alig látni, legjobban félárnyékban látható. Valahogy nem jön át az amit a sok videón látni hogy jó kontrasztos erős kék a magas pont...
(Ne zavarjon meg senkit hogy csíkosnak tűnik a festék, egyenletes volt az, csak a videón nem jön át.)
jani300 | 12314
2020-01-14 13:26:52
[29]
Igaz , de az oroszok használják ponthegesztést bontani vágóként , kaszninál . Az is igaz hogy rövidítve .
Nem olvastam elég figyelmesen, a rugóba vágod a menetet. Eredetileg én is így gondoltam. Akkor forrasztani/hegeszteni nem kell. Milyen laprugót használsz ? Nekem van egy régi gépi vasfűrész lapom, első próbának azt gondoltam.
Köszönöm a képeket, pont ilyenre gondoltam. Jól látom, hogy a rugó végére forrasztottad a lapkát beszorító szerkezetet? A hegesztésről azt olvastam, hogy a rugóacél repedezik tőle.
Nekem a nagy öntvény/gránit lécekkel az a bajom hogy marha nehezek (vagy egy ezres kétoldalú 60 fokosom) és széles a felületük. Eszterga ágyazaton nem tudom elképzelni hogy lehet normálisan megfesteni egy ilyennel a prizmát pl.
Sok helyen látok H alakú vékony léceket használni, valami olyasmit el tudnék képzelni. Egy SZIM-es hántoló emberkével beszélgettem, ő pl azt mondta hogy inkább rövidebb lécekkel festettek pont a súly és e miatt. De ott volt autokolimátor meg még kitudja mi minden segítségnek. Jó lenne tudni hogy egy rövidebb léccel milyen módszerrel lehet jól megcsinálni egy hoszabb felületet. Gondolom szakaszokra bontják átfedéssel, de hogy az a végére is passzoljon az elejével...
A léc öntetés jó ötlet, én tuti betársulnék egy lécre ha úgy alakul...
Ez gyakorlatban hogy néz ki? Meddig használható festésre a felkent anyag? Nem szárad meg túl hamar? Nekem az olajosban az tetszik hogy akár másnap is festhetek vele miután kézzel átmegyek a felületen (tisztítás).
Ma szereztem Diamant festéket, kíváncsi leszek az állagára. Sajnos gumihengert nem találtam 4 hobbiboltban sem, festékboltban is csak a szivacsból készült van. Neten megnézem hol lehetne 1-2 napon belül szerválni, vagy valahonnan kuncsorgok nyomtatós hengert (pár éve dobtam ki az enyémeket az "egyszermajdjóleszvalamire" polcról. Kb 10 éve rakosgattam... ) Sikerült találnom sárga pigmentet is, hátha lehet belőle kontraszt anyagot alkotni.
A kéziszán csavarját is sikerült kinyomni, reccsent egy jó nagyott 500 kiló körül aztán simán jött. Nem is értem egy öntvénybe hogy tudott így begyógyulni...
Én laprugóból készítettem, persze előtte ki kell lágyítani a menet miatt. A gyárinak sem tetszett a fogása,ezért azokat is tuningoltam. Nekem is ez a japán stílus tetszik, és már túl vagyok párszáz órán,szóval már nem fáj a derekam tőle.





 hogy lehetőleg a tolás párhuzamos legyen a felülettel, persze nem mindig sikerült.
hogy lehetőleg a tolás párhuzamos legyen a felülettel, persze nem mindig sikerült.


 Löket 5mm.
Löket 5mm.